Изобретение относится к технологии машиностроения, к обработке материалов резанием, в частности к обработке наружных сферических поверхностей заготовок из металлов и сплавов.
Известен способ механической обработки и цилиндрическая щетка, реализующая его, содержащая установленную на корпусе обойму с цилиндрическими гнездами, в каждом из которых размещен стакан с пучком ворса, и упругий элемент, расположенный под стаканами и контактирующий с корпусом, при этом стаканы установлены в гнездах свободно, каждое гнездо на внутренней поверхности имеет кольцевую проточку, а на наружной поверхности стакана выполнен кольцевой выступ, ширина которого меньше ширины проточки гнезда, причем упругие элементы размещены в канавках корпуса, кроме того, на упругих элементах смонтированы отражатели [1].
Известный способ обработки цилиндрической щеткой не позволяет производить резание неровностей значительной глубины, не позволяет управлять усилием прижатия пучков ворса к обрабатываемой поверхности, т.е. не позволяет управлять глубиной резания, что снижает производительность и качество обработки.
Задача изобретения - расширение технологических возможностей за счет управления глубиной срезаемого слоя и микрорельефом наружных фасонных поверхностей, интенсификация процесса путем приложения постоянной статической нагрузки и переменной импульсной нагрузки, позволяющей повысить качество, производительность и добиться упрочнения обрабатываемой поверхности за счет использования инструмента специальной формы.
Поставленная задача решается предлагаемым способом. Способ статико-импульсного иглофрезерования сферических поверхностей, заключающийся в том, что обрабатываемой заготовке и иглофрезе сообщают вращательное движение, к иглофрезе прикладывают статическую продольную нагрузку и дополнительную периодическую импульсную нагрузку путем воздействия бойка на волновод, на котором установлена иглофреза, имеющая индивидуальный привод вращательного движения, и пучки ворса, расположенные радиально относительно центра обрабатываемой сферической поверхности, при этом упомянутые боек и волновод располагают в гидроцилиндре, соединенном с гидравлическим генератором импульсов.
Особенности обработки сферических поверхностей по предлагаемому способу поясняются чертежами.
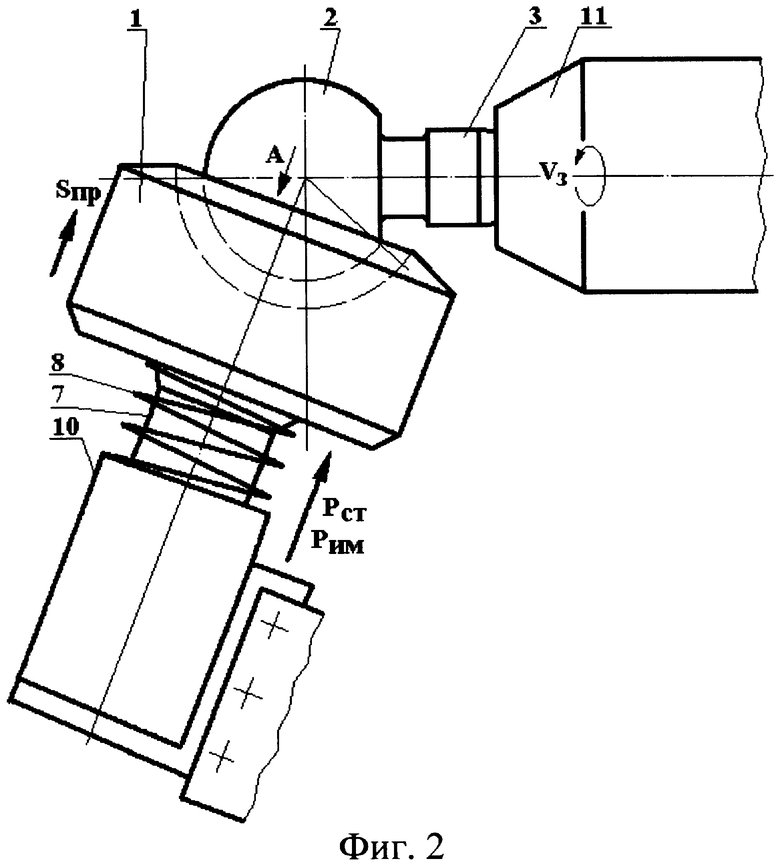
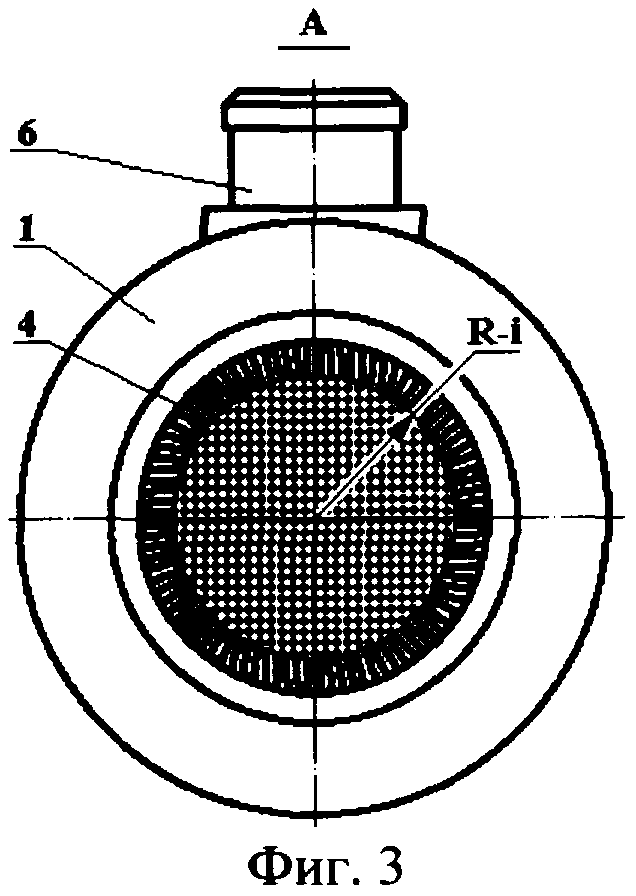
На фиг.1 представлена схема иглофрезерования сферической поверхности автомобильного шарового пальца по предлагаемому способу и реализующая его иглофреза, общий вид, частичный продольный разрез; на фиг.2 - общий вид; на фиг.3 - вид А на фиг.2.
Предлагаемый способ осуществляется инструментом в виде иглофрезы 1 и предназначен для обработки выпуклых сферических поверхностей 2 радиусом R в заготовках 3, например автомобильных шаровых пальцев, со статико-импульсным нагружением пучков ворса 4, при этом обрабатываемую выпуклую поверхность заготовки вводят в контакт с рабочей режущей вогнутой сферической поверхностью инструмента, сообщают вращательные движения обрабатываемой заготовке - Vз и инструменту - Vи и создают натяг i с помощью продольной подачи Sпр.
Иглофреза 1 содержит корпус, в котором размещен стакан 5 с пучками ворса 4, образующими рабочую режущую вогнутую сферическую поверхность радиусом (R-i), где i - натяг, мм; R - радиус обрабатываемой сферической поверхности заготовки, мм. Стакан 5 установлен в корпусе 1 на подшипниках (не показаны) с возможностью вращения со скоростью Vи относительно продольной оси инструмента с помощью индивидуального электропривода 6 (не показан), вмонтированного в корпус инструмента.
Пучки ворса 4, образующие рабочую режущую вогнутую сферическую поверхность, в стакане 5 расположены радиально относительно центра вогнутой сферической поверхности инструмента, совпадающего с центром обрабатываемой сферической поверхности при обработке заготовки.
При длительной работе иглофрезы пучки ворса будут изнашиваться неравномерно. Для правки с целью восстановления режущих свойств и необходимого размера (R-i) используют правящий алмазный инструмент, имеющий форму и размеры обрабатываемой сферической поверхности заготовки.
Корпус иглофрезы 1 установлен на волноводе 7 и подпирается винтовой пружиной сжатия 8, благодаря действию которой создается статическая нагрузка Pст на пучки ворса, обрабатывающие сферическую поверхность заготовки. Изменением жесткости пружины 8 управляют глубиной резания.
На торец волновода 7 воздействует боек 9, соосно установленный в гидроцилиндре 10 и создающий импульсную нагрузку Римп через волновод на инструмент 1.
В качестве механизма импульсного нагружения иглофрезы применяется гидравлический генератор импульсов (не показан) [2, З]. Заготовке и иглофрезе сообщают вращательные движения, а иглофрезе - еще и продольную подачу. Периодическую импульсную Римп нагрузку прикладывают в направлении продольной подачи и направляют ее радиально к центру обрабатываемой сферической поверхности.
Периодическую импульсную нагрузку Римп осуществляют с помощью бойка 9, воздействующего на торец волновода 7, который плавно переходит в корпус иглофрезы. В результате удара бойка 9 по торцу волновода 7 в бойке и волноводе возникают ударные и противоположно направленные импульсы одинаковой амплитуды и продолжительности, каждый из которых будет воздействовать на стакан 5, пучки ворса 4 и на обрабатываемую поверхность с цикличностью, равной двойной продолжительности импульсов. Дойдя до обрабатываемой поверхности, ударный импульс распределяется на проходящий и отражающий. Проходящий импульс формирует динамическую составляющую силы деформации, которая интенсифицирует процесс резания и упрочняет поверхностный слой обрабатываемой сферической поверхности.
Возможность рационального использования энергии ударных волн определяется размерами инструмента.
Глубина упрочненного слоя, обработанного по предлагаемому способу иглофрезой, достигает 0,5...1,5 мм. Наибольшая степень упрочнения составляет 15...30%.
Пример. Для оценки параметров качества поверхностного слоя, обработанного и упрочненного по предлагаемому способу иглофрезой со статико-импульсным нагружением пучков ворса, проведены экспериментальные исследования при обработке заготовки пальца шарового верхнего 2101-2904187, установленной в специальном электромеханическом приспособлении 11 (фиг.1-2) на токарном станке мод. 16К20Т1. Заготовка изготовлена из стали 20Х ГОСТ 1050-74. Обрабатывали сферу диаметром 32,7±0,1; исходный параметр шероховатости Ra=3,2 мкм, достигнутый - Ra=0,63 мкм с использованием специального стенда. Значения технологических факторов (частоты ударов, радиус инструмента, величина подачи) выбирались таким образом, чтобы обеспечить кратность ударного воздействия на элементарную площадку обрабатываемой поверхности в диапазоне 6...10. Дальнейшее увеличение кратности деформирующего воздействия ведет к разупрочнению.
Величина силы статического поджатия инструмента к обрабатываемой поверхности составляла Pст≥25...40 кН; Рим=255...400 кН. Глубина упрочненного статико-импульсной обработкой слоя составила 0,9...1,2 мм.
Глубина упрочненного слоя достигается в результате кратковременного воздействия на очаг деформации пролонгированного импульса энергии.
Исследования напряженного состояния упрочненного поверхностного слоя статико-импульсной обработкой показали, что максимальные остаточные напряжения находятся близко к поверхности, как при чеканке, что благоприятно для большинства сопрягаемых деталей механизмов и машин. Сравнение глубины напряженного и упрочненного слоя, градиента напряжений и градиента наклепа показывает, что глубина напряженного слоя в 1,1...1,3 раза больше, чем глубина наклепанного слоя, что согласуется с теорией поверхностного - пластического деформирования.
Достигаемая в процессе обработки предлагаемым способом предельная величина шероховатости составляет Ra=0,63 мкм, возможно снижение исходной шероховатости в 2,5 раза.
Микровибрации в процессе благоприятно сказываются на условиях работы инструмента. Наложение малого по амплитуде колебательного движения приводит к более равномерному распределению нагрузки на инструмент, вызывает дополнительные циклические перемещения контактных поверхностей инструмента и заготовки, облегчает срезание припуска и формирование упрочняемой поверхности. Колебания способствуют лучшему проникновению смазочно-охлаждающей жидкости (СОЖ) в зону обработки. При наложении колебаний режущая поверхность инструмента периодически «отдыхает», что способствует увеличению ее стойкости. Обработка в условиях колебаний резко увеличивает эффективность охлаждающего, диспергирующего и пластифицирующего действия СОЖ вследствие облегчения ее доступа в зону контакта инструмента и заготовки.
Таким образом, предлагаемый способ позволяет расширить технологические возможности за счет управления глубиной срезаемого слоя и микрорельефом сферической поверхности, интенсифицировать процесс путем приложения постоянной статической нагрузки и переменной импульсной нагрузки, позволяющей повысить качество, производительность и добиться упрочнения обрабатываемой поверхности.
Источники информации, принятые во внимание
1. А.с. СССР 824969, МКИ3 А46В 7/10. Цилиндрическая щетка. Берков Б.В. 2809273-12; 08.08.79; 30.04.81. Бюл. №16 - прототип.
2. Киричек А.В., Лазуткин А.Г., Соловьев Д.Л. Статико-импульсная обработка и оснастка для ее реализации. // СТИН, 1999, №6. - С.20-24.
3. Патент РФ 2090342. Лазуткин А.Г., Киричек А.В., Соловьев Д.Л. Гидроударное устройство для обработки деталей поверхностным пластическим деформированием. 1997. Бюл. №34.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2006 |
|
RU2320460C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ | 2005 |
|
RU2290279C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ИЛИ УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2367565C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ ОТВЕРСТИЙ | 2005 |
|
RU2291761C1 |
| ИГЛОФРЕЗА СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2005 |
|
RU2290280C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2367561C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ ИГЛОФРЕЗЕРОВАНИЕМ С УПРОЧНЕНИЕМ | 2005 |
|
RU2291764C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ | 2005 |
|
RU2291762C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294819C1 |
| ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2296652C1 |
Способ относится к технологии машиностроения, обработке резанием металлов и сплавов и заключается в том, что обрабатываемой заготовке и иглофрезе сообщают вращательное движение. К иглофрезе прикладывают статическую продольную нагрузку и дополнительную периодическую импульсную нагрузку путем воздействия бойка на волновод, на котором установлена иглофреза, имеющая индивидуальный привод вращательного движения, и пучки ворса, расположенные радиально относительно центра обрабатываемой сферической поверхности. При этом упомянутые боек и волновод располагают в гидроцилиндре, соединенном с гидравлическим генератором импульсов. Технический результат: расширение технологических возможностей за счет управления глубиной срезаемого слоя и микрорельефом поверхности, интенсификация обработки и упрочнение обработанной поверхности путем приложения статической и импульсной нагрузки. 3 ил.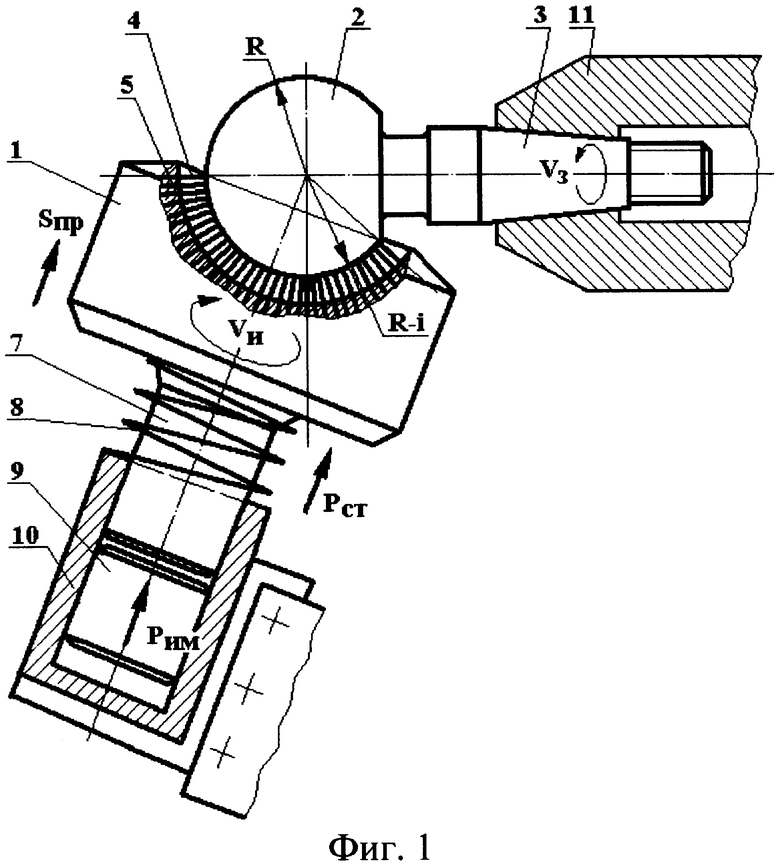
Способ статико-импульсного иглофрезерования сферических поверхностей, заключающийся в том, что обрабатываемой заготовке и иглофрезе сообщают вращательное движение, к иглофрезе прикладывают статическую продольную нагрузку и дополнительную периодическую импульсную нагрузку путем воздействия бойка на волновод, на котором установлена иглофреза, имеющая индивидуальный привод вращательного движения, и пучки ворса, расположенные радиально относительно центра обрабатываемой сферической поверхности, при этом упомянутые боек и волновод располагают в гидроцилиндре, соединенном с гидравлическим генератором импульсов.
| Устройство для двухпрограммного управления фрикционными элементами транспортной машины | 1976 |
|
SU616169A1 |
| Цилиндрическая щетка | 1979 |
|
SU824969A1 |
| Устройство для механической обработки поверхностей | 1984 |
|
SU1266518A1 |
| ГИДРОУДАРНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1995 |
|
RU2090342C1 |
| US 5901403 A, 11.05.1999. | |||

