Кроме того, устройство для удаления готовых стержней размещено под механизмом выталкивания готовых стержней и вьтолнено в виде тележечного или цепенесущего конвейера, снабженного вертикальными приемными штырями. ,
ви перед агрегатом для заполнения, штырями для приема стержней, закрепленными на транспортере удаления стержней, расположенным под механиз- 45 мом извлечения стержней, который представляет собой приводную плиту с толкаюпдами В1тырями.
--Ш.
W W
Фиг.
fflue. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления стержней | 1987 |
|
SU1503996A1 |
| Блок стержневой оснастки и установка для изготовления литейных стержней | 1990 |
|
SU1759525A2 |
| Многопозиционный автомат для изготовления литейных стержней | 1980 |
|
SU910316A1 |
| Установка для изготовления литейных стержней | 1975 |
|
SU561607A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Механизм выталкивания готовых стержней | 1963 |
|
SU278050A1 |
| Установка для изготовленияОбОлОчКОВыХ СТЕРжНЕй | 1979 |
|
SU810364A1 |
| П. К. С К. М. Овсянников, М. И. Вишнев, И. Е. Шуб, Р. И. Шварцман, С. А. Казенов, В. А. Кудрявцев и Г. В. Малаховский''^'С: | 1969 |
|
SU235924A1 |
| Установка для изготовления литейных стержней по горячим ящикам | 1988 |
|
SU1577911A1 |
| Линия для изготовления стержней | 1981 |
|
SU1025481A1 |

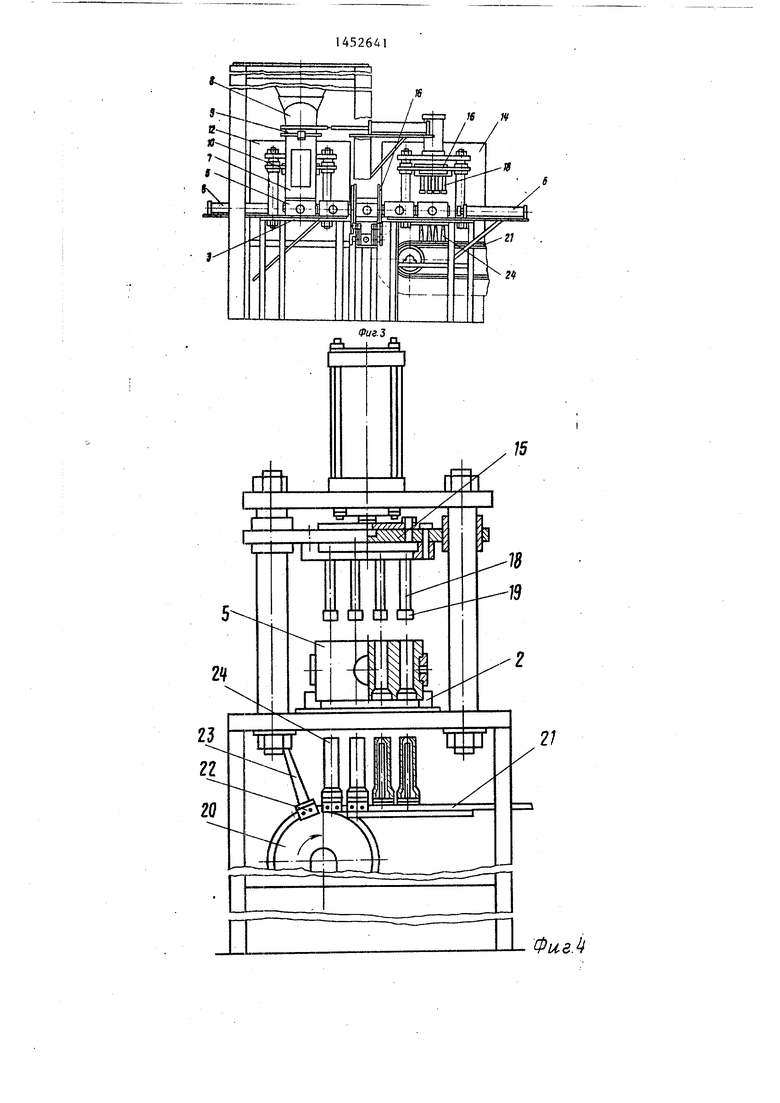
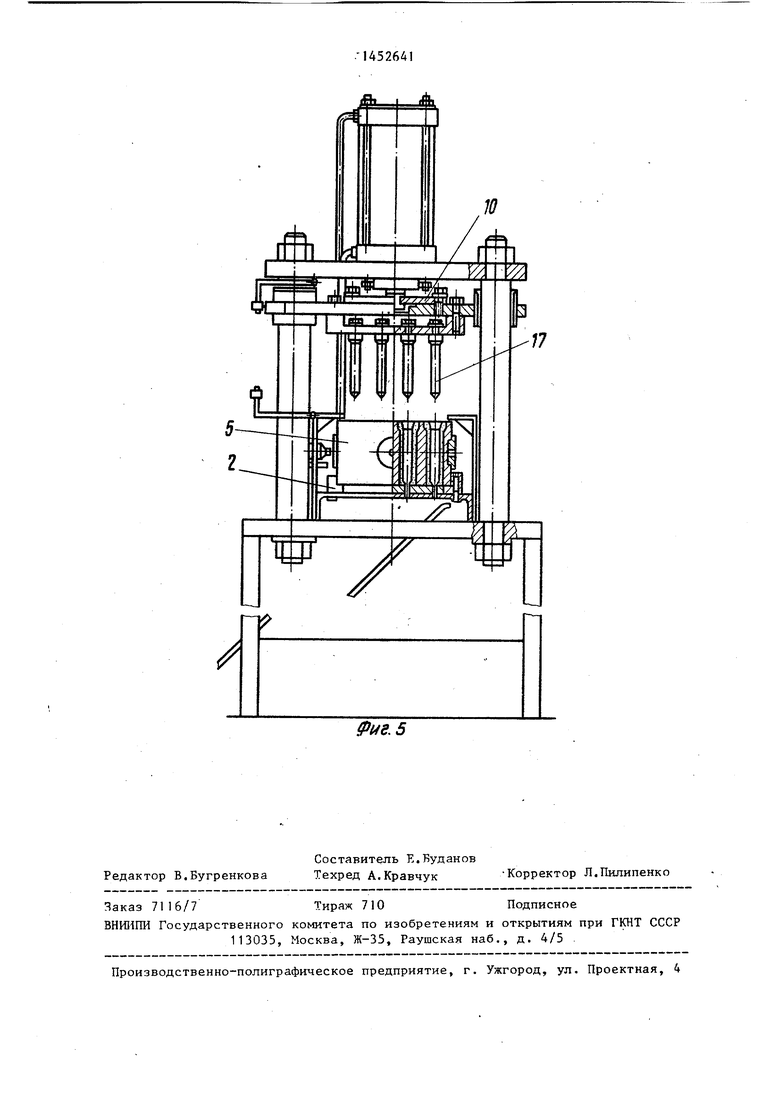
Изобретение относится к литейному производству, а именно к оборудованию для изготовления полых стержней, в частности для отливки звено гусеницы, используемой в гусеничном движителе с резинометаллическим шарниром. Цель изобретения - повьппение производительности линии и уменьшение габаритов. В линию дополнительно введены печь 12 для нагрева, механизм 10 для выталкивания (Утвержденных стержней из ящика 5, размеиенньш после печи в продольной ветви 2, кантователь 13 порожних ящиков, расположенный перед агрегатом для заполнения ящика. Устройство 20 для- удаления готовых стержней размещено под механизмом 10 для выталкивания стержней и выполнено в виде тележечного и цепе- несущего конвейера с вертикальными приемными штыряьш. После агрегата для заполнения ящика смесью установлен механизм 10. Предложенная линия на малой площади позволяет повысить производительность изготовления тонких пустотелых стержней. 5 ил. (Л
| Матвеенко И.В., Тарский В.Л | |||
| Оборудование литейных цехов | |||
| - М.; Машиностроение, 1976, с | |||
| Способ укрепления под покрышкой пневматической шины предохранительного слоя или манжеты | 1917 |
|
SU185A1 |
| Способ закалки пил | 1915 |
|
SU140A1 |
