Настоящее изобретение относится к полировке механических деталей из титана или титанового сплава. Более конкретно, настоящее изобретение относится к лопастям турбин, в частности к лопастям большего размера, таким как лопасти турбин для реактивных двигателей, и относится, в частности, к способу для изготовления таких лопастей с использованием указанной полировки.
Для полировки механических деталей, как правило, предусматриваются абразивные материалы низкой стоимости, которые являются стойкими к напряжениям и производят мало загрязнений. В этой области загрязнение состоит из зерен абразивного материала, которые захватываются в объеме детали. Для лопастей реактивного двигателя из титана или титанового сплава главным является предотвращение такого загрязнения.
Для полировки лопастей удобно использовать абразивные бесконечные ленты из карбида кремния. Эта бесконечная лента установлена на круге, приводимом во вращение тангенциально к поверхности обрабатываемой детали. Движение круга по отношению к поверхности обрабатываемой детали управляется программой в соответствии с желаемой геометрией. Параметры, такие как скорость перемещения бесконечной ленты по поверхности, скорость круга по отношению к обрабатываемой детали и давление, прикладываемое к поверхности, определяются таким образом, чтобы удалить необходимый слой материала и обеспечить требуемое состояние поверхности. Описание устройства для полировки, использующего абразивные бесконечные ленты, приведено в патенте США №5193314.
Однако этот материал не является вполне удовлетворительным.
Бесконечные ленты быстро изнашиваются. В случае лопастей турбины реактивного двигателя, например, две бесконечных ленты потребляются на каждую обрабатываемую деталь для достижения соответствия геометрии с полуфабрикатом заготовки.
Абразивный материал загрязняет титан. Должны быть предприняты меры предосторожности для их устранения.
Осаждение абразива на коммерчески доступных лентах, как правило, осуществляется с помощью электростатических средств. Однородность осажденного материала не является оптимальной. Это приводит к некоторому разбросу с точки зрения удаления материала. Полировка не является гомогенной. Вследствие этого является необходимым осуществление ручной доводки для удаления материала, возможно, связанной с корректировкой толщины.
Полировка посредством абразивной бесконечной ленты используется, в частности, для достижения соответствия геометрии полуфабрикатов лопастей, произведенных, например, путем ковки. Заданная толщина материала удаляется путем полировки. Однако с помощью обычного абразивного материала недостаточное количество материала удаляется с помощью круга и его абразивной бесконечной ленты, и требуются дополнительные операции для удаления материала и для контроля толщины. По этой причине для достижения соответствия геометрии полуфабриката кованой лопасти способ включает в себя химическую обработку перед полировкой. После того как деталь отполирована первый раз с помощью зерен определенного размера, ее подвергают химической обработке и ручной доводке на электрических плоских шлифовальных кругах, или на щеточных кругах, или на другом переносном устройстве.
Настоящее изобретение разработано для устранения недостатков, встречающихся в абразивных бесконечных лентах, известных из уровня техники.
В соответствии с настоящим изобретением способ автоматической полировки для полуфабрикатов механических деталей из титана или титанового сплава с использованием устройства с бесконечной абразивной лентой, установленной на тангенциальном контактном круге, приводимом во вращение с заданной скоростью, и прикладываемым с заданным давлением, круг совершает поступательное перемещение по отношению к поверхности детали с заданной скоростью и отличается тем, что используют абразивную бесконечную ленту, состоящую из зерен суперабразива, из промышленного алмаза или кубического нитрида бора.
После исследования было обнаружено, что использование бесконечных лент этого типа делает возможным решение проблем, возникающих при использовании обычных абразивных бесконечных лент.
Абразивный слой бесконечной ленты является более прецизионным. С помощью алмаза, например, бесконечная лента формируется более гомогенным электрохимическим осаждением. Зерна суперабразива находятся на подложке в виде слоя никеля, который, сам по себе, составляет единое целое с основой из полиэстра. Слой никеля поглощает тепло и предотвращает деформационное упрочнение детали.
С учетом большей прецизионности абразивного слоя бесконечной ленты порции материала удаляются с очень низким разбросом по толщине. Этот низкий разброс обеспечивает главное преимущество при достижении соответствия геометрии лопастей, изготовленных из полуфабрикатов деталей, имеющих заданный припуск. Разница в степени удаления материала по отношению к заданному размеру является достаточно малой для того, чтобы оставаться в пределах допуска для формы лопасти. По этой причине нет необходимости в осуществлении дополнительной ручной доводки путем шлифовки.
В частности, при полировке лопастей, когда требуется уменьшение заданного припуска, обеспечиваемого после ковки или механической обработки детали, параметры устройства устанавливаются в следующих интервалах:
сила приложения круга к поверхности обрабатываемой детали от 137 Н до 196 Н;
скорость прохождения бесконечной ленты от 4,6 м/сек до 18,6 м/сек;
пределы скорости поступательного перемещения круга по отношению к обрабатываемой детали от 3,4 м/мин до 6,7 м/мин.
Припуск по толщине лежит в пределах между 0,2 и 0,4 мм.
Преимущественно контактный круг является бороздчатым, имеет бороздки, расположенные наискось по отношению к оси вращения круга. В частности, угол равен от 25 до 35°.
Более конкретно, контактная поверхность круга с абразивной бесконечной лентой имеет твердость 70 единиц по Шору.
Настоящее изобретение описано ниже более подробно со ссылками на неограничивающее воплощение и со ссылками на прилагаемые чертежи, на которых
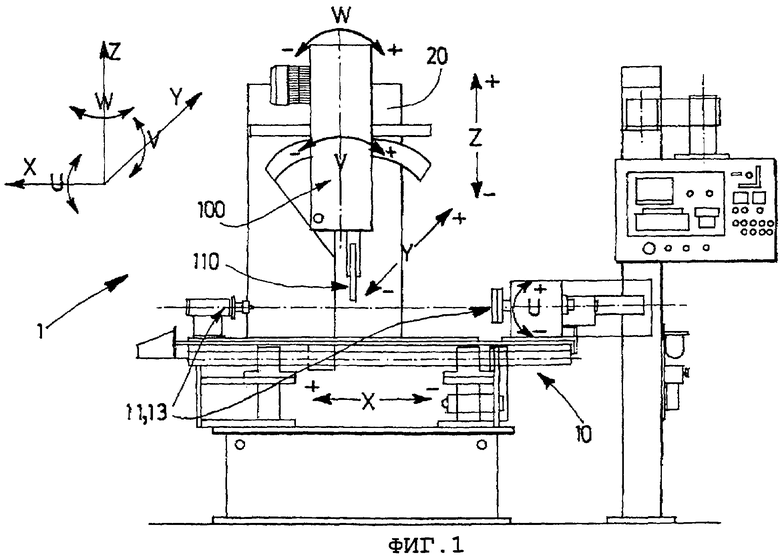
фиг.1 представляет собой схематическое изображение устройства для полировки для осуществления способа настоящего изобретения;
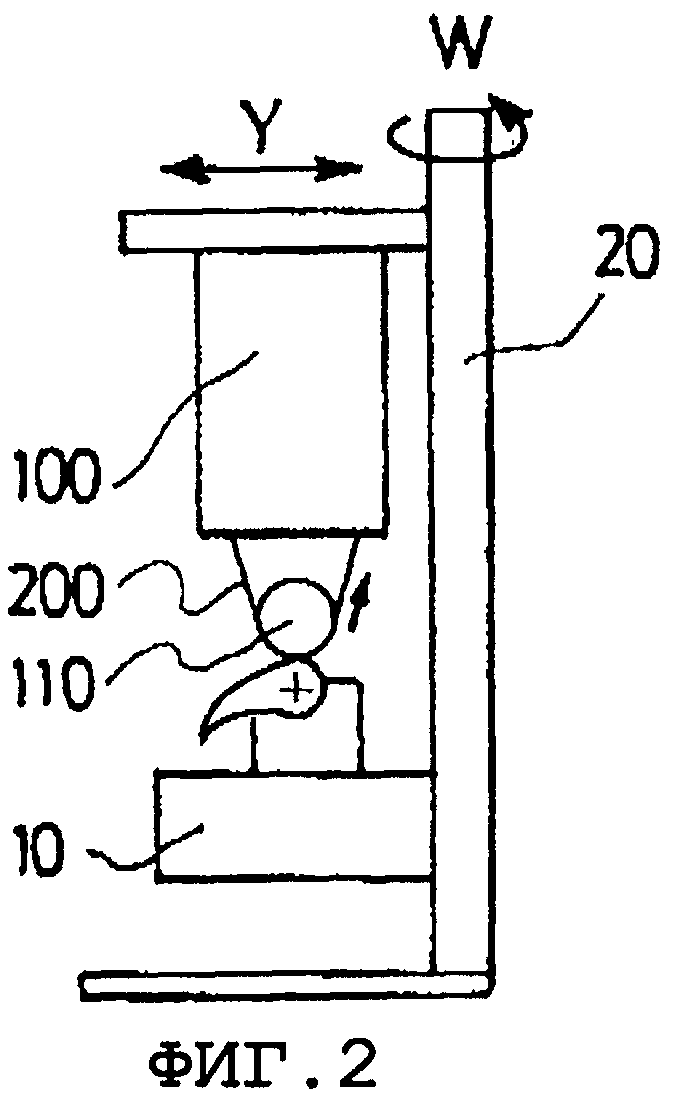
фиг.2 представляет собой вид сбоку устройства на фиг.1;
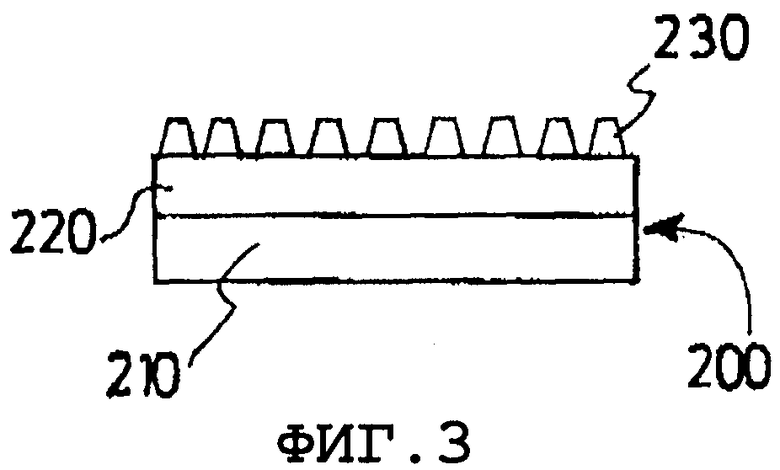
фиг.3 представляет собой вид в разрезе бесконечной ленты, используемой в настоящем изобретении.
Устройство имеет пять или шесть степеней свободы. Пример осуществления изобретения 1 изображен на фиг.1. Этот пример представляет собой коммерческое устройство, изготавливаемое Metabo. На чертежах изображен стол 10 с двумя зажимами 11 и 13, между которыми обрабатываемая деталь продолговатой формы, такая как лопасть компрессора, удерживается горизонтально. Обрабатываемая деталь вместе со своей опорой может перемещаться в направлении Х или вращаться вокруг самой себя, вокруг этой оси, в направлении U посредством соответствующих электрических двигателей Mx и Mu. Над столиком установлена головка 100 на вертикальном пилоне 20, которая может перемещаться вдоль своей оси Z. Головка 100 может также перемещаться, вращаясь в направлении W вокруг этой оси Z. Соответствующие двигатели Mz и Mw предусмотрены для перемещения головки в этих двух направлениях. Наконец, головка 100 способна перемещаться горизонтально в направлении Y, перпендикулярно направлению X, и качаться в направлении V вокруг этой оси. Средства двигателей My и Mv обеспечивают эти перемещения. Головка 100 несет контактный круг 110, способный перемещаться вокруг оси, которая фиксируется по отношению к ней. Двигатель, установленный на головке 100, обеспечивает перемещение круга 110 посредством бесконечной абразивной ленты, установленной на периферии круга.
Все средства двигателей присоединены к измерительному преобразователю, который содержит командный узел со средствами программирования и памятью для хранения, в частности, геометрических данных детали, которая должна полироваться.
Для полировки детали бесконечная лента прикладывается локально, тангенциально к ее поверхности, путем приложения заданного давления, и она устанавливается при движении. Она вращается вместе с кругом вокруг ее оси.
Желаемая толщина удаляемого слоя и состояние поверхности зависит как от размера зерен бесконечной ленты, так и от параметров применяемого устройства, и характеристик контактного круга.
Параметры устройства, выполненного таким образом, представляют собой:
силу (Н), прикладываемую контактным кругом к обрабатываемой детали;
относительную скорость поступательного перемещения бесконечной ленты вдоль оси обрабатываемой детали, здесь ось X;
скорость прохождения бесконечной ленты (м/сек) по обрабатываемой детали в направлении вращения круга.
Эти параметры определяются для определенного круга как геометрически, так и в соответствии с качеством составляющего его материала. Например, используется круг с заданной шириной 25 мм, с заданным внешним диаметром 120 мм. На своей поверхности круг содержит бороздки, наклоненные под углом 30°, шириной 3 мм, и находящиеся друг от друга на расстоянии 17 мм. Материал периферии круга представляет собой каучук, имеющий, например, твердость 70 единиц по Шору.
Указанное устройство используется для операций придания соответствующей геометрии и для чистовой обработки полуфабриката детали путем полировки.
Эти операции включают в себя определенное количество стадий, которые описываются ниже. Характеристики формы и размера полуфабриката детали, поступающей из станции ковки, являются близкими к характеристикам законченной детали. Однако ее размеры еще не являются чистовыми, принимая во внимание определенный припуск. При прецизионной ковке этот припуск фиксируется при 0,2-0,4 мм. Задачей автоматического способа полировки является удаление этого припуска.
Перед полировкой полуфабрикат детали должен быть подготовлен.
Во-первых, осуществляют так называемый трехмерный контроль по толщине для проверки размеров детали и, если это требуется, части поверхности с недостаточной толщиной защищаются маской. Эта корректировка толщины может достигаться путем применения адгезивной ленты.
Следующая стадия подготовки состоит из химической обработки. Она включает в себя химическое растворение титановых сплавов в ванне, состоящей из азотной кислоты, фтористоводородной кислоты и других агентов, таких как смачивающие агенты или вода. Время погружения в ванну определяет количество удаленного материала. Преимущество химической обработки заключается в том, что удаляется однородный по толщине материал, вне зависимости от формы.
Если это необходимо, эти две операции повторяются до тех пор, пока не будет получен заданный припуск, который должен удаляться посредством операции полировки.
Операция полировки путем прохождения детали через устройство, соединенное с бесконечной абразивной лентой, сама по себе, является известной. Сначала осуществляется так называемая грубая полировка.
Удобно, чтобы использовалась лента, у которой абразив представлял бы собой карбид кремния, имеющий размер зерен, равный, например, 120. Толщина удаленного материала составляет 0,25±0,1 мм.
Из-за природы абразивной бесконечной ленты разброс количества удаленного материала является высоким.
Осуществляют второй контроль типа указанного выше трехмерного контроля по толщине, в сочетании с химической обработкой, если это необходимо.
За этим контролем следует стадия ручной доводки на щеточном круге; это деликатная операция, и она может осуществляться только квалифицированным персоналом. Если лопасти имеют большой размер, эти ручные операции являются возможным источником производственных повреждений, таких как повреждения, связанные с многократными деформациями (RSI).
Затем осуществляют чистовую полировку с использованием бесконечной ленты с зернами более мелкого размера. Однако с учетом разброса значения толщины удаляемого материала находятся, например, в пределах между 0,1 мм ± 0,05 мм. Конечная проверка геометрии с ручной доводкой может оказаться необходимой.
В соответствии с настоящим изобретением используемая бесконечная лента содержит зерна суперабразива, такие как зерна промышленного алмаза или кубического нитрида бора.
Фиг.3 представляет собой схематическое поперечное сечение бесконечной ленты 200, изображающее ее структуру; основа 210 представляет собой синтетический материал, например, на основе полиэстра. На этой основе закреплены зерна 220 никеля. Сами эти зерна действуют в качестве носителя для частиц суперабразива, таких как промышленный алмаз или кубический нитрид бора. Осаждение производят с помощью электрохимического способа для обеспечения образования гомогенного абразивного слоя.
Указанные абразивные бесконечные ленты доступны коммерчески от таких компаний, как 3М, Saint Gobain Abrasives или KGS.
Благодаря гомогенности их структуры этот тип бесконечных лент может удалять материал с низким разбросом по толщине. Точность может быть порядка 0,01 мм для бесконечной ленты, имеющей размер зерен 220 (=74 мкм).
Определяются параметры устройства для удаления слоя с толщиной не большей, чем 3/10 за один проход:
диапазон силы давления, прикладываемой контактным кругом к детали, составляет от 137 Н до 196 Н;
пределы скорости поступательного перемещения столика составляют от 3,4 м/мин до 6,7 м/мин;
пределы скорости прохождения алмазной абразивной бесконечной ленты составляют от 4,6 м/сек до 18,6 м/сек.
Используемый контактный круг имеет следующие характеристики:
круг шириной 25 мм с внешним диаметром, соответствующим геометрии обрабатываемой детали;
бороздки определяются для получения достаточной агрессивности, с точки зрения удаления материала;
составляющий материал круга соответствует работе и представляет собой некоторый тип каучука.
После подготовки полуфабриката детали таким образом, что она имеет некоторый допуск по отношению к желаемым размерам, который точно определен, используют либо химическую обработку, либо получение соответствующей геометрии посредством ручной доводки (с использованием карбидных резаков, например, на электрических плоских шлифовальных кругах), либо сочетание обеих операций, деталь, имеющую желаемые размеры, получают непосредственно после полировки посредством указанных бесконечных лент. Нет необходимости в ручных операциях доводки между двумя операциями полировки, так называемой грубой полировкой и чистовой полировкой. Возможным является оставаться в пределах допуска по форме, определяемого спецификациями.
Грубая полировка с использованием алмазной бесконечной ленты с размером зерен 60 (=250 мкм) удаляет слой материала толщиной 0,3 мм ±0,05 мм и обеспечивает состояние чистоты поверхности 1,8 мкм.
Конечная полировка с использованием алмазной бесконечной ленты с размером зерен 220 (=74 мкм) удаляет слой материала с толщиной 0,1 мм ± 0,01 мм и обеспечивает состояние чистоты поверхности 0,8 мкм.
Конечная операция проверки, которая заключается в контроле размеров и внешнего вида, является возможной без использования щеточного круга или переносного устройства для полировки.
Рамки настоящего изобретения также покрывают осуществление грубой полировки с помощью любых известных средств, таких как химическая обработка, ручная полировка или любая механическая полировка, постольку, поскольку чистовая полировка осуществляется с использованием технологии полировки с помощью алмазной бесконечной ленты.
В более общем смысле грубая полировка осуществляется с припуском, определенным таким образом, чтобы сделать возможным удаление слоя материала с толщиной в пределах между 0,1 мм и 0,8 мм, предпочтительно между 0,2 мм и 0,4 мм и еще более предпочтительно, как рассматривалось ранее, 0,3 мм ± 0,05 мм.
Чистовая полировка с использованием алмазной бесконечной ленты с более мелким размером зерен, в соответствии с настоящим изобретением, осуществляется таким образом, чтобы сделать возможным удаление слоя материала с толщиной в пределах между 0,01 и 0,2 мм ± 0,01 мм, а предпочтительно 0,1 мм ± 0,01 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТОЧНОЙ ОБЪЕМНОЙ ШТАМПОВКОЙ | 2004 |
|
RU2355503C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ КОВКОЙ | 2012 |
|
RU2598412C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2678222C1 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОВАНОЙ ДЕТАЛИ С АДАПТИВНОЙ ШЛИФОВКОЙ | 2010 |
|
RU2550449C2 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ СО СРЕДСТВАМИ МАРКИРОВКИ | 2005 |
|
RU2378080C2 |
| САПФИРОВАЯ ПОДЛОЖКА (ВАРИАНТЫ) | 2007 |
|
RU2414550C1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ САПФИРОВОЙ ПОДЛОЖКИ | 2007 |
|
RU2422259C2 |
| СПОСОБ ФОРМИРОВАНИЯ РАБОЧЕЙ ЗОНЫ АБРАЗИВНОГО ИНСТРУМЕНТА | 2010 |
|
RU2457934C2 |
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении механических деталей из титана или титанового сплава, в частности лопастей реактивного двигателя. Изготавливают полуфабрикат лопасти, имеющей некоторый припуск для последующего полирования. Осуществляют операцию грубой полировки с удалением материала толщиной в пределах от 0,1 мм до 0,8 мм, предпочтительно от 0,2 мм до 0,4 мм. Затем на операции окончательной полировки удаляют материал толщиной от 0,01 до 0,2 мм с использованием устройства с абразивной лентой, установленной на тангенциальном контактном круге, приводимом во вращение с заданной скоростью. Абразивная лента состоит из зерен суперабразива. В результате сохраняется геометрическая форма лопастей реактивного двигателя за счет обеспечения удаления материала с очень низким разбросом по толщине и исключается дополнительная ручная доводка. 2 з.п. ф-лы, 3 ил.
1. Способ изготовления механических деталей из титана или титанового сплава, таких как лопасти реактивного двигателя, включающий изготовление полуфабриката лопасти, имеющей некоторый припуск, операцию грубой полировки с удалением материала толщиной в пределах от 0,1 до 0,8 мм, предпочтительно от 0,2 до 0,4 мм и окончательную полировку с удалением материала толщиной от 0,01 до 0,2 мм с использованием устройства с абразивной лентой, установленной на тангенциальном контактном круге, приводимом во вращение с заданной скоростью, причем абразивная лента состоит из зерен суперабразива.
2. Способ по п.1, в котором грубую полировку осуществляют путем химической обработки.
3. Способ по п.1, в котором грубую полировку осуществляют путем химической обработки с использованием ленты с зернами суперабразива.
| US 5193314 А, 16.03.1993 | |||
| СПОСОБ ЛЕНТОЧНОГО ШЛИФОВАНИЯ | 1992 |
|
RU2008171C1 |
| ГУРГАЛЬ В.И | |||
| и др | |||
| Инструмент из сверхтвердых материалов и его применение | |||
| - Львов: Каменяр, 1984, с.28, 29, 33 и с.168-171. | |||

