Изобретение относится к области машиностроения, а именно к области обработки металлов резанием, и может быть использовано на операциях шлифования, фрезерования лопаток газотурбинных двигателей в частности для обработки крупногабаритных лопаток.
Известен способ чистовой обработки детали газотурбинного двигателя согласно которому в ходе обработки осуществляют цифровое моделирование поверхности теоретического профиля в виде сетки и моделирование позиции каждой точки контакта между деталью и инструментом в процессе обработки, измеряют посредством зондирования детали отклонение между положением узла на исходной поверхности и рассчитанной позицией узла на поверхности теоретического профиля, определяют отклонение, необходимое для добавления к каждой точке для достижения в ней контакта между деталью и инструментом (Патент РФ на изобретение №2607867 от 21.06.2012, МПК В23С 3/18, В23Р 15/02, опубл. 11.01.2017 Бюл. №2).
Недостатком данного способа является то, что в результате построения интерполированной узловой сетки создается новая поверхность, отличная от исходной, и именно на ее основе формируется новая траектория инструмента - в итоге это увеличивает цикл технологической подготовки производством, требования к квалификации разработчика программного обеспечения для расчета новой траектории (из-за более высокой сложности математической составляющей программного обеспечения) и создает предпосылки для возникновения различного рода ошибок и расхождений.
Известен способ механической обработки задней кромки лопатки турбомашины, включающий позиционирование заготовки в эталонной системе координат станка, зондирование координат положения заданных точек на первой стороне заготовки вдоль ее задней кромки, определение отклонения положений заданных точек от их положений, заданных теоретической моделью, осуществление разбиения на клетки обработки стороны заготовки, определение количества материала заготовки, снимаемого с поверхности клеток относительно их вершин и с учетом упомянутых отклонений положений (Патент на изобретение РФ №2628453 от 22.04.2013 МПК В23С 3/18, В23Р 15/02, опубл. 17.08.2017 Бюл. №23).
Указанный способ имеет ряд недостатков. Во-первых, то, что в результате определения отклонений положения заданных точек рассчитанная коррекция для снятия требуемого количества материала осуществляется только по оси X для обработки хорды (ширины пера) лопатки за счет обработки выходной кромки, что ограничивает его применение (имеется возможность обработки только ширины пера без формообразования кромки, что требует одновременной коррекции по нескольким координатам, и подрезка кромок возможна для пера с незначительным углом закрутки). Во-вторых, не используется предварительная калибровка измерительного щупа и не применяется протокол калибровки для коррекции результатов измерения кромки, что негативно сказывается на точности измерений. В третьих, не учитывается фактическая толщина кромок, в результате не обеспечивается плавность сопряжений обрабатываемого участка с необрабатываемым участком заготовки лопатки.
Известен способ изготовления деталей, включающий измерение геометрических характеристик детали, сравнение измеренной геометрии с заданной геометрией и выявление дефектных зон, не соответствующих заданной геометрии, затем осуществляют полирование дефектных зон путем удаления требуемой толщины материала с помощью управляемой абразивной ленты с учетом, по меньшей мере, одного параметра, характеризующего износ абразивной ленты в процессе полировки предыдущих дефектных зон (Патент на изобретение РФ №2598412 от 11.07.2012, МПК B21K 3/04, В24В 21/16, В23Р 15/02, В24В 19/14, опубл. 27.09.2016 Бюл. №27).
Недостатками данного способа является то, что управление съемом происходит за счет изменения только скорости подачи, что определяет низкую производительность и сужает возможности по управлению снятием материала, а так же в данном способе не учитывается явление первоначальной приработки абразивного инструмента, что снижает ресурс инструмента и управляемость программы.
Наиболее близким является способ изготовления крупногабаритных лопаток газотурбинного двигателя, включающий механическую обработку заготовки лопатки, геометрические характеристики которой заданы в теоретической электронной модели, по которой для механической обработки разрабатывают управляющие программы, при этом механическая обработка включает этап шлифования абразивными лентами профиля пера заготовки лопатки, в котором осуществляют сравнение геометрических характеристик заготовки с теоретической электронной моделью, определяют количество металла, необходимого для снятия в каждом сечении пера, корректируют параметры абразивной ленты, в зависимости от припуска в каждой точке траектории движения ленты, учитывая расчетное время работы ленты и статические данные по режущей способности ленты (Патент на изобретение РФ №2550449 от 23.06.2010, МПК B21K 3/04, В24В 19/14, В24В 21/16, опубл. 10.05.2015, Бюл. №13).
Недостатками способа является то, что при управлении съемом на шлифовании пера не применяются интерполяции по определению величины требуемого съема металла и не учитывается различие (обусловленное особенностями процесса) между заданными теоретическими величинами съема и фактическими, что приводит к необходимости наладки в каждой точке. Так же недостатком является то, что шлифовальная обработка пера выполняется только от необработанных механически баз заготовки, что снижает точность и повышает требования к адаптации при управлении съемом на шлифовании.
Технический результат заявленного изобретения является создание высокотехнологичного способа, обеспечивающего повышение точности и стабильности изготовления лопатки за счет адаптивной коррекции траекторий обработки ленточным шлифованием и концевым фрезерованием в зависимости от фактического положения элементов пера; обработки хвостовика без переустановки путем корректировки системы координат управляющей программы на основе результатов измерений фактических отклонений сечений пера лопатки близлежащих к хвостовику от номинала (на станке или вне станка), а так же снижение трудоемкости изготовления за счет исключения операций получения технологических баз (в предлагаемом способе хвостовик обрабатывается непосредственно от баз пера без переустановок), сокращение объемов ручной слесарно-абразивной доработки за счет получения размеров профиля пера (толщина и форма) в допусках чертежа непосредственно на ленточно-шлифовальном станке и размеров кромок (толщина и форма) в допусках чертежа непосредственно на многокоординатном фрезерном станке с ЧПУ.
Технический результат достигается тем, что в способе изготовления крупногабаритных лопаток газотурбинного двигателя, включающем механическую обработку заготовки лопатки, геометрические характеристики которой заданы в теоретической электронной модели, по которой для механической обработки разрабатывают управляющие программы, при этом механическая обработка включает этап шлифования абразивными лентами профиля пера заготовки лопатки, в котором осуществляют сравнение геометрических характеристик заготовки с теоретической электронной моделью, определяют количество металла, необходимого для снятия в каждом сечении пера, корректируют параметры абразивной ленты, в зависимости от припуска в каждой точке траектории движения ленты, учитывая расчетное время работы ленты и статические данные по режущей способности ленты, в отличие от известного механическая обработка заготовки лопатки содержит комбинирование этапов обработки в зависимости от припусков заготовки лопатки и включает этап обработки хвостовика и прямолинейного участка лопатки, с закреплением ее за перо, причем перед обработкой осуществляют автоматическую корректировку системы координат управляющей программы, этап шлифования абразивной лентой профиля пера, во время которого управление съемом металла осуществляется за счет изменения скорости подачи ленты или скорости вращения ленты, или обеих скоростей на основе эмпирических статистических коэффициентов, этап фрезерования входной и выходной кромок пера или всего профиля пера заготовки лопатки по адаптированной траектории, в ходе которого подвергают корректировке траекторию инструмента с учетом фактического положения лопатки и отклонений в заранее заданных точках, получаемых в результате измерения заготовки лопатки, для этого проводят замеры прикромочной зоны пера заготовки лопатки в каждой точке контрольных сечений со стороны спинки и корыта, определяют величину смещения припуска, определяют величину припуска между контрольными точками для плавной стыковки зоны обработки и необрабатываемого профиля пера и удаление технологической прибыли по управляющей программе, автоматическую корректировку системы координат управляющей программы на этапе обработки хвостовика и прямолинейного участка лопатки путем расчета величин смещений по трем осям и величин поворота вокруг трех осей на основе сравнения измеренного на станке фактического отклонения лопатки от номинального значения в заданных контрольных точках.
На фигурах показаны:
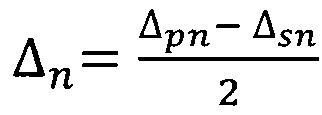
Фиг. 1 - Заготовка лопатки, закрепленная за перо, на этапе обработки хвостовика и прямолинейного участка
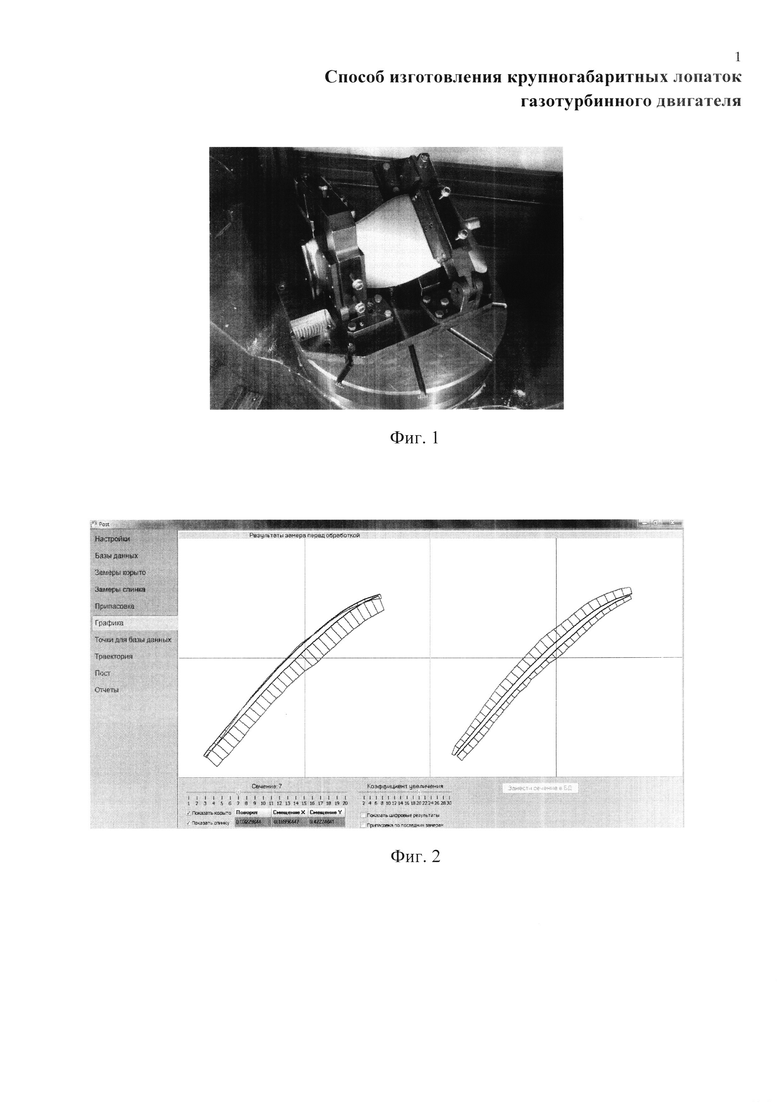
Фиг. 2 - Определение величины съема металла управляющей программой (сравнение геометрических характеристик заготовки с теоретической электронной моделью) на этапе шлифования профиля пера
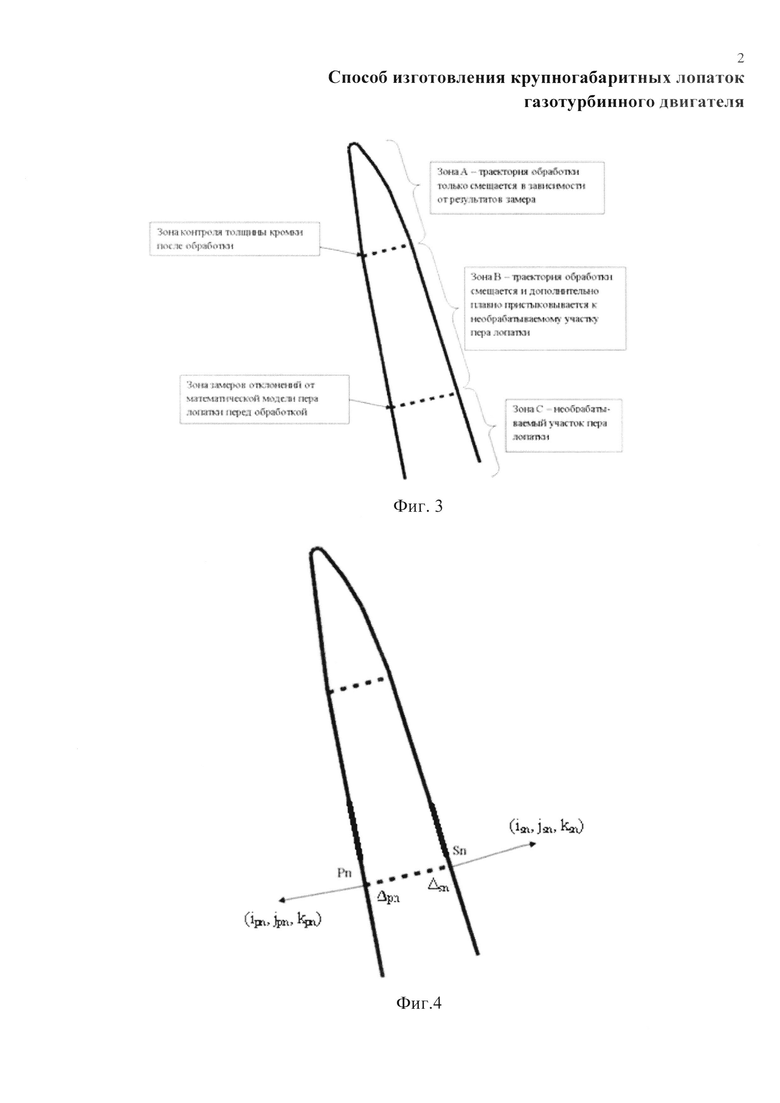
Фиг. 3 - Зоны обработки заготовки лопатки на этапе фрезерования;
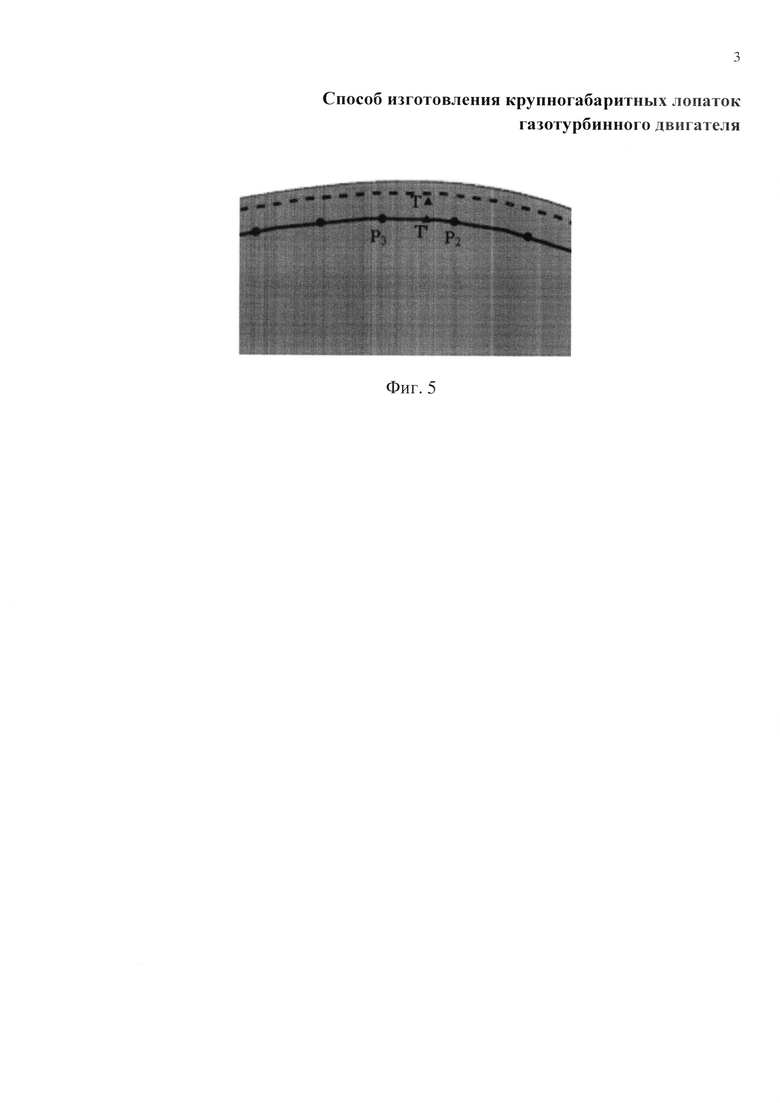
Фиг. 4 - Векторы нормали к поверхностям пера заготовки лопатки;
Фиг. 5 - Смещение точки траектории между двумя точками измерения.
Способ осуществляется следующим образом.
Заготовка лопатки, которую обрабатывают заявляемым способом, состоит из пера аэродинамического профиля, хвостовика и входной и выходной кромки. Геометрические характеристики заготовки лопатки заданы в теоретической электронной модели.
Механическая обработка заготовки лопатки заключается в комбинировании этапов механической обработки в зависимости от припуска на заготовке лопатки.
Лопатку закрепляют за перо в приспособлении (Фиг. 1), конструкция которого предусматривает выполнение измерений по электронной геометрической модели (3D-модель) участков профиля пера в заранее заданных точках для определения его фактического положения и отклонений от номинальных значений. По электронной геометрической модели разрабатывается управляющая программа обработки.
Обработку лопаток осуществляют с закреплением лопатки за перо, что позволяет осуществлять обработку хвостовика путем концентрации операций: прикорневого участка и радиуса сопряжения за один установ без раскрепления детали.
Автоматическая корректировка системы координат управляющей программы выполняется одним из методов совмещения путем расчета величин смещения по трем осям и величин поворота вокруг трех осей на основе сравнения измеренного на станке (функция оборудования или вне его с использованием измерительных машин/устройств) фактического отклонения (выраженного в цифровом электронном виде) лопатки от номинала в заданных точках.
При обработке применяется виртуальная корректировка системы координат управляющей программы, которая рассчитывается на основе результатов измерений фактических отклонений сечений пера лопатки близлежащих к хвостовику от номинального значения (на станке или вне станка).
Затем в соответствии с управляющей программой инструмент, (фрезу: специальной фасонной формы, либо концевую фрезу конической или цилиндрической формы; шлифовальный круг) подводят к исходной точке контакта с обрабатываемой поверхностью заготовки лопатки, и осуществляют обработку с приданием готовой формы хвостовику. Обработку хвостовика и зоны перехода пера в хвостовик на станке с ЧПУ (фрезерование, либо комбинация фрезерования и шлифования) осуществляют за несколько переходов.
Комплексную обработку хвостовика и корневой части пера лопатки, прикорневого участка пера и радиуса сопряжения осуществляют на станке с ЧПУ методами фрезерования, глубинного шлифования и их сочетанием.
После окончания обработки хвостовика заготовку лопатки подвергают измерению на координатно-измерительной машине (или на станке со специальным датчиком). Результаты измерений передаются управляющей программой для сравнения с теоретической электронной геометрической моделью. По результатам сравнения определяется величина съема металла в каждом сечении на этапе шлифования профиля пера абразивными лентами (Фиг. 2).
В целях управления съемом материала в зависимости от припуска в каждой точке траектории, учитывая расчетное время работы ленты и статистику по режущей способности инструмента (по результатам ранее обработанных лопаток) изменяются режимы шлифования: линейная подача и скорость шлифования. При необходимости увеличить съем подача уменьшается, а при необходимости уменьшить увеличивается. Кроме того, в точках с минимально необходимым съемом материала уменьшается скорость вращения ленты.
Затем идет этап фрезерования входной и выходной кромок пера или всего профиля пера заготовки лопатки по адаптивной траектории. Перед обработкой производится дополнительная калибровка измерительного щупа по высокоточной сфере, при этом направления калибровки определяются векторами измерения лопатки в каждой точке. Это необходимо для повышения точности замеров, так как стандартный цикл калибровки щупа производится только в одной плоскости и не учитывает погрешности измерения при перемещении одновременно по трем осям. Протоколы калибровки используются каждый раз при пересчете траектории обработки.
Точки замеров отклонений располагаются в контрольных сечениях (Фиг. 3), а также между сечениями, при этом расстояние между соседними точками зависит от кривизны кромки и профиля пера.
Перед обработкой заготовки лопатки производятся замеры прикромочной зоны пера, при этом точки замеров располагаются на большем расстоянии от кромки, чем зона контроля толщины кромки. Это необходимо для плавной стыковки зоны обработки и необрабатываемых поверхностей пера.
В каждой точке со стороны спинки и корыта определяем величину смещения:
 ,
,
где Δn - величина смещения припуска;
Δpn и Δsn - величина припуска со стороны корыта и спинки соответственно (Фиг. 4).
И с учетом этого смещения определяются припуска (Δpn и Δsn) для плавной стыковки зоны обработки и необрабатываемых поверхностей пера лопатки:
Δpn=Δsn=(Δpn-Δn).
Величина смещения точки траектории (Т) между двумя точками измерения (Р2 и Р3) определяется по формуле (Фиг. 5):
 ,
,
где ΔT - величина смещения в рассчитываемой точке (Т) траектории;
ΔР2 - величина смещения в точке Р2;
ΔР3 - величина смещения в точке Р3;
LP2T' - расстояние от точки Р2 до точки Т, спроецированной на отрезок Р2Р3;
LP3T' - расстояние от точки Р3 до точки Т, спроецированной на отрезок Р2Р3;
LP2P3 - расстояние между точками Р2 и Р3.
Определив смещение всех точек, стоят новую траекторию обработку, по которой производят обработку входной и выходной кромки пера или всего пера заготовки лопатки.
Далее на лопатке удаляют технологическую прибыль на торце пера методом фрезерования дисковыми фрезами, методом электроэрозионной обработки или методом гидроабразивной резки. После этого лопатка направляется на безразмерное косметическое полирование и прохождение технологических операций, обеспечивающих особые требования чертежа (упрочнение, специальные виды контроля и прочее).
Таким образом, заявленный способ позволит повысить точность и стабильность изготовления лопатки, сократить объемы ручной слесарно-абразивной доработки, а так же снизить трудоемкость изготовления.
Примеры реализации способа.
Пример №1
1. Получают заготовку лопатки (например, точной штамповку) с припуском по перу от 0,4 до 0,6 мм длиной 450 мм из материала TA6V.
2. Лопатку устанавливают в приспособлении, закрепляют за перо. Выполняется предварительное измерение фактического положения лопатки контактным щупом измерительной системы, встроенной в станок. Реализуется автоматическое смещение системы координат программы управления станком. Фрезеруется хвостовик и прикорневой участок пера с радиусом сопряжения, сверлится центровое отверстие в бобышке на торце пера; время обработки 120 минут.
Обработку центрового отверстий на торце пера при необходимости выполняют за отдельную операцию.
4. Измеряют профиль пера лопатки на предмет отклонений от цифровой геометрической модели. Разрабатывают индивидуальную программу управления станком.
5. Лопатку закрепляют за обработанный хвостовик, поджимают центром в отверстие в бобышке на торце пера на шлифовальном станке Metabo 6NC-1000. Выполняют адаптивное шлифование пера (с предварительным притуплением ленты), время обработки в зависимости от величины и распределения припуска до 200 минут. Шероховатость обработанной поверхности Ra 1.3…1,5 мкм. Неравномерность припуска составляет 0,06 мм.
6. Лопатку за обработанный хвостовик, поджимают центром в отверстие в бобышке на торце пера на фрезерном многокоординатном станке (обрабатывающем центре). Измеряют профиль пера лопатки в прикромочных зонах (в точках на расстоянии, большем, чем точки для контроля толщины) в нескольких сечениях на предмет установления фактического положения. Осуществляют автоматическую коррекцию траектории инструмента путем перерасчета исходной программы управления станком.
Выполняют фрезерование входной и выходной кромок пера лопатки, а также (в связи с более легким доступом, чем на первой операции) отдельные элементы на хвостовике; время обработки 180 минут.
7. Удаляют технологическую прибыль на торце пера (для лопаток без полки на торце пера) методом электроэрозионной обработки проволокой, время обработки 45 минут.
8. Осуществляют ручное полирование лопатки для сглаживания следов лезвийной обработки и обеспечения плавности участков сопряжения зон обработки.
9. Выполняют технологические операции, обеспечивающих особые требования чертежа (упрочнение, специальные виды контроля и прочее).
Пример №2
1. Получают заготовку лопатки (например, штамповку) с припуском по перу от 1,5 до 3,5 мм длиной 450 мм из материала ВТ3-1.
3. Лопатку устанавливают в приспособлении, закрепляют за перо. Выполняется предварительное измерение фактического положения лопатки контактным щупом измерительной системы, встроенной в станок. Реализуется автоматическое смещение системы координат программы управления станком. Фрезеруется хвостовик, сверлится центровое отверстие в бобышке на торце пера; время обработки 60 минут.
Обработку центрового отверстий на торце пера при необходимости выполняют за отдельную операцию.
4. Лопатку за обработанный хвостовик, поджимают центром в отверстие в бобышке на торце пера на фрезерном многокоординатном станке (обрабатывающем центре). Измеряют профиль пера лопатки в заданных зонах в нескольких сечениях на предмет установления фактического положения. Осуществляют автоматическую коррекцию траектории инструмента путем перерасчета исходной программы управления станком.
Выполняют фрезерование профиля пера лопатки (включая кромки и антивибрационные полки на пере), прикорневой участок и радиусом сопряжения с полкой; время обработки 230 минут.
5. Измеряют профиль пера лопатки на предмет отклонений от цифровой геометрической модели. Разрабатывают индивидуальную программу управления станком.
6. Лопатку закрепляют за обработанный хвостовик, поджимают центром в отверстие в бобышке на торце пера на шлифовальном станке Metabo 6NC-1000. Выполняют адаптивное шлифование пера (с предварительным притуплением ленты), время обработки в зависимости от величины и распределения припуска до 150 минут. Шероховатость обработанной поверхности Ra 1.3…1,5 мкм. Неравномерность припуска составляет 0,06 мм.
6. Осуществляют ручное полирование лопатки для сглаживания следов лезвийной обработки и обеспечения плавности участков сопряжения зон обработки.
7. Удаляют технологическую прибыль на торце пера (для лопаток без полки на торце пера) методом фрезерования.
8. Выполняют технологические операции, обеспечивающие особые требования чертежа (упрочнение, специальные виды контроля и прочее).
Благодаря тому, что в способе изготовления крупногабаритных лопаток газотурбинного двигателя, включающем механическую обработку заготовки лопатки, геометрические характеристики которой заданы в теоретической электронной модели, по которой для механической обработки разрабатывают управляющие программы, при этом механическая обработка включает этап шлифования абразивными лентами профиля пера заготовки лопатки, в котором осуществляют сравнение геометрических характеристик заготовки с теоретической электронной моделью, определяют количество металла, необходимого для снятия в каждом сечении пера, корректируют параметры абразивной ленты, в зависимости от припуска в каждой точке траектории движения ленты, учитывая расчетное время работы ленты и статические данные по режущей способности ленты, в отличие от известного механическая обработка заготовки лопатки содержит комбинирование этапов обработки в зависимости от припусков заготовки лопатки и включает этап обработки хвостовика и прямолинейного участка лопатки, с закреплением ее за перо, причем перед обработкой осуществляют автоматическую корректировку системы координат управляющей программы, этап шлифования абразивной лентой профиля пера, во время которого управление съемом металла осуществляется за счет изменения скорости подачи ленты или скорости вращения ленты, или обеих скоростей на основе эмпирических статистических коэффициентов, этап фрезерования входной и выходной кромок пера или всего профиля пера заготовки лопатки по адаптированной траектории, в ходе которого подвергают корректировке траекторию инструмента с учетом фактического положения лопатки и отклонений в заранее заданных точках, получаемых в результате измерения заготовки лопатки, для этого проводят замеры прикромочной зоны пера заготовки лопатки в каждой точке контрольных сечений со стороны спинки и корыта, определяют величину смещения припуска, определяют величину припуска между контрольными точками для плавной стыковки зоны обработки и необрабатываемого профиля пера и удаление технологической прибыли по управляющей программе, автоматическую корректировку системы координат управляющей программы на этапе обработки хвостовика и прямолинейного участка лопатки путем расчета величин смещений по трем осям и величин поворота вокруг трех осей на основе сравнения измеренного на станке фактического отклонения лопатки от номинального значения в заданных контрольных точках, достигается повышение точности и стабильности изготовления лопатки, снижение трудоемкости изготовления, сокращение объемов ручной слесарно-абразивной доработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ХВОСТОВИКА И КОРНЕВОЙ ЧАСТИ ПЕРА ЛОПАТКИ НА МНОГОКООРДИНАТНОМ СТАНКЕ С ЧПУ | 2017 |
|
RU2645633C1 |
| СПОСОБ ШЛИФОВАНИЯ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛИ НА РОБОТОТЕХНОЛОГИЧЕСКОМ КОМПЛЕКСЕ | 2016 |
|
RU2639584C1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ КОМПРЕССОРА | 2012 |
|
RU2498883C1 |
| СПОСОБ ШЛИФОВАНИЯ ПЕРА ЛОПАТКИ ГАЗОВОЙ ТУРБИНЫ ИНСТРУМЕНТОМ НА ГИБКОЙ СВЯЗКЕ В МАГНИТНОМ ПОЛЕ | 2004 |
|
RU2266188C1 |
| Способ обработки лопаток блиска газотурбинного двигателя | 2018 |
|
RU2689476C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАДНЕЙ КРОМКИ ЛОПАТКИ ТУРБОМАШИНЫ | 2013 |
|
RU2628453C2 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКИХ ПОВЕРХНОСТЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ НА СТАНКАХ С ЧПУ | 2012 |
|
RU2500506C1 |
Изобретение относится к области машиностроения и может быть использовано на операциях шлифования, фрезерования лопаток газотурбинных двигателей. Изготовление лопатки осуществляют путем механической обработки заготовки по разработанной управляющей программе, которую ведут в несколько комбинируемых в зависимости от припусков этапов обработки, включающих: этап обработки хвостовика и прикорневого участка лопатки с закреплением ее за перо, этап шлифования абразивной лентой профиля пера лопатки с закреплением ее за хвостовик и управлением съемом металла путем изменения скорости подачи ленты или скорости вращения ленты, или обеих скоростей, этап фрезерования входной и выходной кромок пера или всего профиля пера заготовки лопатки по адаптированной траектории с учетом замеров прикромочной зоны пера в каждой точке контрольных сечений со стороны ее спинки и корыта и с определением величины припуска между контрольными точками для плавной стыковки зоны обработки и необрабатываемых поверхностей пера и этап удаления технологической прибыли на торце пера лопатки по управляющей программе. В результате повышается точность изготовления лопатки и снижается трудоемкость ее изготовления. 5 ил., 2 пр.
Способ изготовления крупногабаритных лопаток газотурбинного двигателя, включающий механическую обработку заготовки лопатки, геометрические характеристики которой задают в виде теоретической электронной модели, по которой разрабатывают управляющие программы для упомянутой обработки, отличающийся тем, что механическую обработку заготовки лопатки осуществляют в несколько, комбинируемых в зависимости от припусков, этапов обработки, включающих:
этап обработки хвостовика и прикорневого участка лопатки с закреплением ее за перо, причем перед обработкой выполняют автоматическую корректировку системы координат управляющей программы на основе сравнения результатов измерений фактических отклонений сечений прикорневого участка лопатки от номинальных значений,
этап шлифования абразивной лентой профиля пера лопатки с закреплением ее за хвостовик, на котором осуществляют сравнение геометрических характеристик заготовки с теоретической электронной моделью, определение количества металла, необходимого для снятия в каждом сечении пера, корректирование параметров абразивной ленты в зависимости от припуска в каждой точке траектории движения ленты с учетом расчетного времени работы ленты и статистических данных ее режущей способности и управление съемом металла путем изменения скорости подачи ленты или скорости вращения ленты, или обеих скоростей,
этап фрезерования входной и выходной кромок пера или всего профиля пера заготовки лопатки по адаптированной траектории, в ходе которого подвергают корректировке траекторию инструмента с учетом фактического положения лопатки и отклонений в заранее заданных точках, получаемых в результате измерения заготовки лопатки, для этого проводят замеры прикромочной зоны пера заготовки лопатки в каждой точке контрольных сечений со стороны ее спинки и корыта, определяют величину смещения припуска, определяют величину припуска между контрольными точками для плавной стыковки зоны обработки и необрабатываемых поверхностей пера, и
этап удаления технологической прибыли на торце пера лопатки по управляющей программе.
| СПОСОБ ИЗГОТОВЛЕНИЯ КОВАНОЙ ДЕТАЛИ С АДАПТИВНОЙ ШЛИФОВКОЙ | 2010 |
|
RU2550449C2 |
| Способ обработки рабочих лопаток и устройство для его осуществления | 1991 |
|
SU1819739A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ КОВКОЙ | 2012 |
|
RU2598412C2 |
| DE 102007048588 A1, 02.04.2009. | |||

