ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
Изобретение относится к усовершенствованному способу изготовления пакетов-саше в виде большого количества рядов в машине для формирования, заполнения и запечатывания.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ И ИЗВЕСТНЫЙ УРОВЕНЬ ТЕХНИКИ
Пакеты-саше используют для упаковывания различных видов продуктов, подобных кремам, порошкам, жидкостям, таблеткам, лентовидным макаронным изделиям, гранулам и пастам в различных технологических областях. Пакеты-саше обеспечивают возможность упаковывания и запечатывания этих продуктов в небольших количествах по сравнению с обычными упаковками, подобными бутылям и банкам. Пакеты-саше также обеспечивают удобное использование в течение путешествия, когда они без потерь из-за утечек могут удерживать уменьшенные количества в виде так называемых «одноразовых доз». Продукты подают посредством разрыва пакетов-саше, при этом продукт используют за один раз, после чего такую упаковку выбрасывают. Пакеты-саше также весьма удобны для продажи продуктов новым покупателям, которые не хотят затрачивать большие деньги на то, чтобы испробовать новые продукты, поскольку стоимость продукта в пакете-саше значительно ниже по сравнению с его стоимостью в обычных упаковках, подобных бутыли или банке. Таким образом, нет необходимости в том, чтобы потребитель, который хочет попробовать новый продукт, затрачивал много денег на покупку большого количества продукта в обычной бутыли или банке. Упаковка в виде пакета-саше также позволяет покупателям в развивающихся странах, не имеющих лишних денег, приобретать эти продукты в небольших количествах в такой упаковке.
Пакеты-саше изготавливают в машинах, в которых формируют и заполняют несколько таких пакетов, при этом каждый пакет-саше будет соединен с последующим пакетом в виде длинной цепочки. Такая цепочка пакетов-саше затем может быть подвешена в месте продажи, так чтобы она была хорошо видна. Каждый пакет в ряду отделен перфорациями, которые обеспечивают возможность легкого отрыва желаемого количества пакетов-саше от цепочки по требованию покупателей. С недавнего времени стало возможным приобретение большого количества рядов пакетов-саше, которые выставляют в месте продажи в так называемом формате занавески. Пакеты-саше в формате занавески отделяют посредством перфораций вдоль двух их продольных краев, а также вдоль верхнего и нижнего пакета.
Пакеты-саше изготавливают из разнообразных материалов, исходя из продукта, который должен быть упакован. Продукты, подобные чаю и кофе, упаковывают в пористую бумагу, которая обеспечивает возможность настаивания чая/кофе, когда пакет-саше погружен в горячую воду. Для большинства других продуктов в отрасли, занимающейся моющими и косметическими средствами, пакеты-саше изготавливают из синтетических полимеров. Разработка автоматических машин, подобных машине для формирования, заполнения и запечатывания, позволила использовать весьма высокие скорости изготовления пакетов-саше. Эти машины формируют пакеты-саше из двух пленок, которые образуют переднюю поверхность и заднюю поверхность, обычно посредством запечатывания трех кромок путем их нагревания для формирования трехкромочного пакета, после чего пакет заполняют продуктом, а затем запечатывают четвертую кромку пакета. Пакеты-саше могут быть нарезаны в виде единичных рядов либо могут быть проданы в формате занавески. Там, где это требуется, вдоль запечатывающих швов создают перфорации, чтобы обеспечить возможность легкого отделения посредством отрыва одного или более пакетов-саше от остальной части цепочки или «занавески».
Хотя обычным пакетам-саше, как правило, придают прямоугольную или квадратную форму, имеются сообщения о способах/процессах изготовления пакетов-саше/мешочков с нелинейными кромками. Такие пакеты-саше/мешочки создают для получения привлекательных форм и придания отличий упаковке, а также упакованным в ней продуктам.
В документе ЕР 0378027 (Современная упаковка, 1990) описан способ изготовления отдельных пакетов-саше, каждый из которых включает в себя продукт, при этом способ содержит операции (а) предварительной печати на двух пленках, которые формируют противоположные стороны пакетов-саше и могут быть запечатаны по внутренним сторонам под действием тепла, а также имеют желаемые надписи на наружной стороне, (b) подведения двух пленок весьма близко друг к другу для осаждения продукта, (с) частичного запечатывания пакета-саше под действием тепла вокруг зоны осаждения, чтобы сформировать пакет-саше на первом посту запечатывания, (d) перемещения спрофилированного таким образом пакета-саше ко второму посту запечатывания, (е) завершения запечатывания на втором посту запечатывания; (f) штампования пакета-саше из полотна на посту вырезки, используя штамп и форму, соответствующие желаемому профилю такого пакета, (g) сбора вырезанных таким образом пакетов-саше с удалением полотна, в котором выполнены вырезы, (h) при этом пакет-саше вырезают вдоль запечатанной под действием тепла боковой части полотна, причем способ отличается тем, что (i) кромочные зоны, которые создают изображение контейнера, будут избыточными по отношению к будущей линии отреза, обеспечивая определенный допуск для согласованности между линией отреза и краем указанного изображения, (j) выполняют осаждение поверхностного слоя в виде пленки для переноса изображения на любой стадии способа, при этом пленка для переноса изображения имеет украшение, соответствующее упомянутым изображениям на видимой стороне пленки или полотна, которое должно образовывать пакет-саше.
В документе WO 01/23271 (Cryovac 2001) описаны мешочек, а также способ и устройство для изготовления мешочка, при этом мешочек содержит первый боковой край и второй боковой край, каждый из первого и второго боковых краев содержит вогнутую поверхность и выпуклую поверхность, причем вогнутая поверхность первого бокового края фактически противоположна выпуклой поверхности второго бокового края, а выпуклая поверхность первого бокового края фактически противоположна вогнутой поверхности второго бокового края.
В каждом из этих известных документов раскрыты способы изготовления фасонных пакетов-саше/мешочков, когда пакеты-саше/мешочки по существу необходимо вырезать из полотен в виде единичных предметов, либо пакеты саше вырезают из полотна самое большее в виде цепочки. В документе ЕР 0378027 описан способ, в случае которого отдельные пакеты-саше вырезают из полотна, при этом остальную часть материала выбрасывают. Этот известный способ предполагает расточительное расходование большого количества неиспользуемого материала полотна. Кроме того, это известное решение не позволяет изготавливать пакеты-саше в виде большого количества рядов, которые затем могли бы быть выставлены в месте продажи для хорошей видимости таких пакетов и выполненного на них украшения.
В документе WO 01/23271 также описаны мешочки и способ их изготовления, который фактически требует того, чтобы мешочки были вырезаны в виде единичных полос, следовательно, без создания формата занавески. Кроме того, для этих известных мешочков характерен недостаток, заключающийся в том, что криволинейная форма одного бокового края должна быть дополнена формой другого бокового края, ограничивая таким образом гибкость создания различных конфигураций, которые было бы желательно придавать упаковке.
Таким образом, очевидно, что в этой области имеется необходимость создания способа изготовления пакетов-саше, которые содержат разнообразие нелинейных кромок и которые могут быть изготовлены в виде большого количества рядов, так чтобы они были максимально видны в месте продажи.
ЦЕЛИ ИЗОБРЕТЕНИЯ
Итак, цель настоящего изобретения заключается в создании способа изготовления пакетов-саше, имеющих нелинейный кромочный профиль, которые могут быть выставлены в виде большого количества рядов, так чтобы они были максимально видны в месте продажи.
Еще одна цель изобретения заключается в создании способа изготовления пакетов-саше, имеющих нелинейный профиль по кромке, который, помимо возможности их изготовления в виде большого количества рядов, обеспечивает возможность легкого отделения любого количества таких пакетов-саше от большого количества рядов без повреждения запечатывающего шва и последующей утечки продукта.
Еще одна цель изобретения заключается в создании способа изготовления пакетов-саше, которые имеют нелинейный профиль по кромке и могут быть изготовлены в виде большого количества рядов, позволяющего легко отделять любое количество пакетов-саше от большого количества рядов без повреждения запечатывающего шва и, кроме того, обеспечивающего доведение до минимума отходов материала полотна, способствуя тем самым эффективности производственных затрат.
Еще одна цель изобретения заключается в создании способа изготовления пакетов-саше, которые имеют нелинейный профиль по кромке и могут быть изготовлены в виде большого количества рядов, обеспечивающего возможность легкого отделения любого количества пакетов-саше от большого количества рядов без повреждения запечатывающего шва, позволяющего довести до минимума отходы материала полотна, способствуя тем самым эффективности производимых затрат, и, кроме того, позволяющего создавать разнообразие нелинейных конфигураций на одной или более кромках, обеспечивая таким образом характерное отличие упаковки и упакованного в ней продукта.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно изобретению создан способ изготовления пакетов-саше в виде большого количества рядов в машине для заполнения и запечатывания форм, при этом одна или более кромок пакетов-саше содержат нелинейные профили, по меньшей мере, на 10% длины кромки, причем способ изготовления пакетов-саше содержит
(i) запечатывание двух пленок в продольном направлении для формирования большого количества параллельных друг другу трубок;
(ii) запечатывание трубок вдоль одного конца;
(iii) заполнение трубок желаемым материалом;
(iv) запечатывание трубок у второго конца для формирования большого количества пакетов-саше;
(v) вырубку частей запечатанных кромок пакетов-саше для образования нелинейных кромок.
Особенно предпочтительно, чтобы нелинейный профиль по кромке пакета-саше представлял собой криволинейный профиль.
Также особенно предпочтительно, чтобы нелинейные профили были выполнены на продольных кромках пакетов-саше.
Далее настоящее изобретение будет описано со ссылками на не налагающие ограничений варианты осуществления изобретения с помощью прилагаемых фигур.
КРАТКОЕ ОПИСАНИЕ ФИГУР
На фигурах представлено следующее:
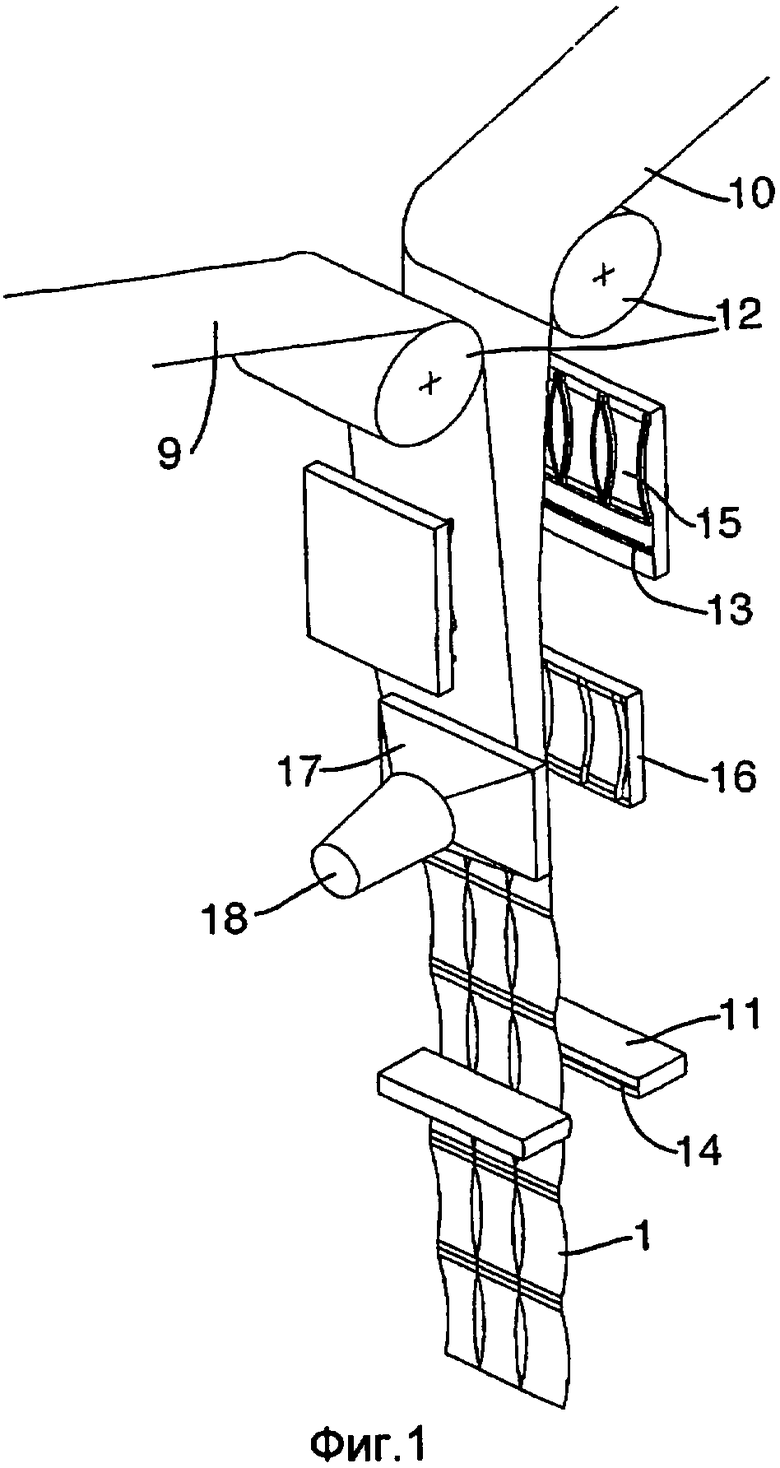
на фиг.1 схематически представлен один из вариантов осуществления способа изготовления пакетов-саше в виде большого количества рядов в машине для формирования, заполнения и уплотнения;
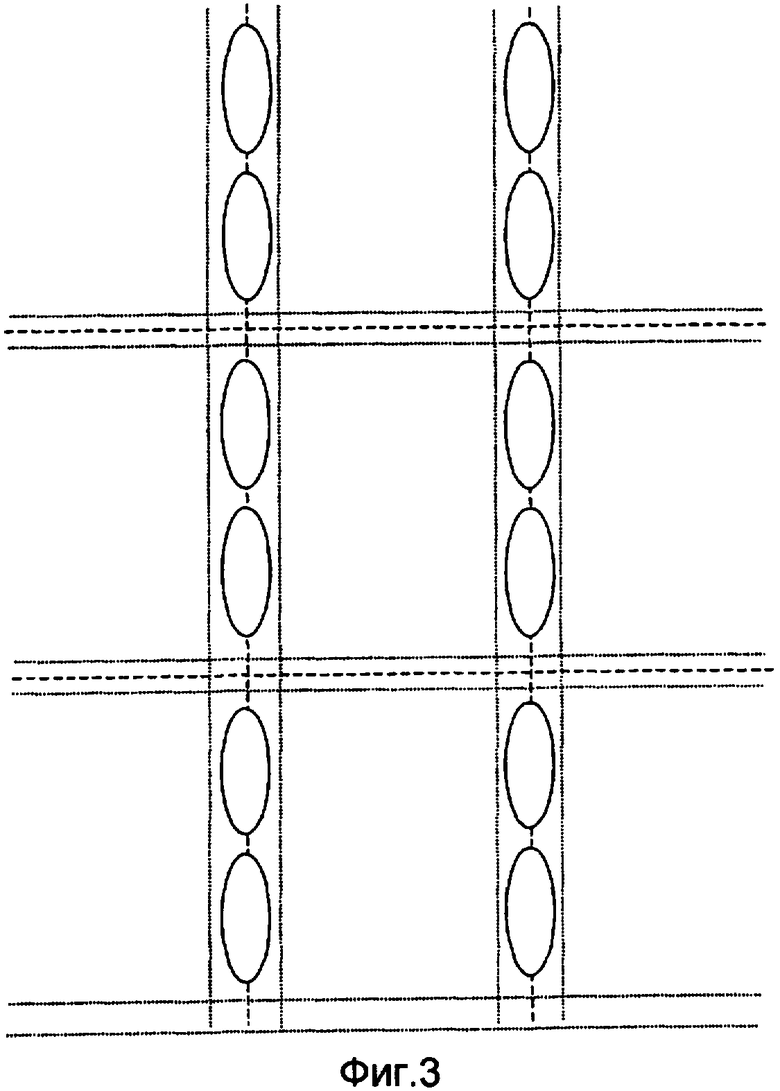
на фиг.2 представлен схематический вид спереди части пакетов-саше в формате занавески, когда каждая продольная кромка имеет одну вырезанную часть, охватывающую примерно 95% длины продольной кромки;
на фиг.3 - схематический вид спереди части других пакетов-саше в сборе в формате занавески, где каждый продольный край имеет две вырезанных части, охватывающих примерно 85% длины продольной кромки.
ПОДРОБНОЕ ОПИСАНИЕ
В изобретении создан способ изготовления пакетов-саше в виде большого количества рядов в машине для формирования, заполнения и запечатывания. Хотя пакеты-саше согласно изобретению могут быть изготовлены как в горизонтальной, так и в вертикальной машине для формирования, заполнения и запечатывания, предпочтительно их изготовление в вертикальной машине.
Изобретение касается способа изготовления пакетов-саше, имеющих, по меньшей мере, одну кромку, которая содержит нелинейную часть. Для тех целей, которые поставлены в этом изобретении, термин «нелинейный» означает профили, которые не могут быть образованы одной прямой линией. Термин «нелинейный» включает в себя изгибы под углом, образуемые в том случае, когда две или более линий соединяют друг с другом, кривые какой-либо формы, а также их сочетания. Предпочтительно, чтобы нелинейные профили представляли собой изогнутые профили. Нелинейными кромками могут быть продольные либо поперечные кромки пакетов-саше, хотя предпочтительно, чтобы нелинейными кромками были продольные кромки. Под термином «продольные кромки» следует понимать кромки, образуемые посредством запечатывания пленок в их продольном направлении, то есть в направлении по длине пленок. Продольными кромками иногда называют боковые кромки пакетов-саше, например левую боковую кромку и правую боковую кромку. Поперечными кромками пакетов-саше являются кромки, проходящие в направлении, перпендикулярном продольным кромкам, то есть их уплотняют по ширине пленки. Поперечные кромки обычно образуют верхнюю часть и нижнюю часть пакета-саше.
Кромки пакетов-саше содержат нелинейные профили, проходящие, по меньшей мере, 10% длины кромки, более предпочтительно, по меньшей мере, 30%, еще более предпочтительно, по меньшей мере, 60%, а наиболее предпочтительно, по меньшей мере, 90% длины кромки. Спрофилированные кромки выглядят как вырезанная часть, когда пакеты-саше изготавливают в виде большого количества рядов в машине для формирования, заполнения и запечатывания. Профили кромок могут быть образованы из одной или более вырезанных частей. Хотя количество рядов пакетов-саше, которое может быть создано в машине для формирования, заполнения и запечатывания, продиктовано шириной пакета-саше, предпочтительно, чтобы количество рядов находилось между двумя и шестнадцатью, более предпочтительно между 4 и 12, а наиболее предпочтительно между шестью и двенадцатью. Также возможно наличие одного профиля на одной кромке пакета-саше и иного профиля на другой его кромке.
При выполнении способа согласно изобретению может быть использовано несколько типов полимерных материалов. Предпочтительные материалы включают в себя полиэтилен высокой плотности, полиэтилен низкой плотности, линейный полиэтилен низкой плотности либо слоистые материалы, содержащие полиэтилентерефталат, двуосноориентированный полипропилен, металлизированные полиэтилентерефталат, тонкую пленку или полиэтилены. Весьма часто для повышения физических, термических, механических свойств и свойств, касающихся пригодности для получения отпечатка, используют слоистые материалы, состоящие из более чем одного материала. Особенно предпочтительно, чтобы две поверхности, которые приводят в соприкосновение друг с другом для формирования внутренней поверхности пакета-саше, можно было запечатывать посредством воздействия тепла.
На виде согласно фиг.1 показан вариант осуществления машины для формирования, заполнения и запечатывания, предназначенной для формирования пакетов-саше согласно изобретению. Пакеты-саше в такой машине изготавливают из двух пленок или полотен, которые образуют переднюю (9) и заднюю (10) поверхности пакета-саше. Предпочтительно, чтобы две пленки были взяты из одного полотна, которое разматывают на посту размотки, содержащем подающий валок (на фигуре не показан). Подаваемое полотно предпочтительно разрезают на две половины в продольном направлении для формирования передней и задней поверхностей пакета-саше. Как вариант, две пленки могут быть поданы от двух отдельных подающих валков.
Натяжение пленки сохраняют с помощью какого-либо средства, которое удерживает пленку в натянутом состоянии. Может быть использована обычная тянущая система на основе роликов, но более предпочтительно, чтобы был использован тянущий узел (11) с механическим приводом.
На виде согласно фиг.2 представлен вариант осуществления пакетов-саше, согласно изобретению изготавливаемых в формате занавески. Пленки, формирующие переднюю и заднюю поверхности пакета-саше, подают к машине для формирования, заполнения и запечатывания с помощью соответствующего подающего узла (12).
Пленки запечатывают в продольном направлении (41, 51, 61) для формирования большого количества трубок (А1, А2, А3), используя систему с вертикальными запечатывающими захватами (15). Вертикальные запечатывающие захваты предпочтительно конструируют таким образом, чтобы они имели желаемые размеры, особенно соответствующие ширине части (8), которую желательно вырезать для образования профиля пакета-саше. Предпочтительно, чтобы после этого части, запечатанные в продольном направлении, были перфорированы (6) с использованием перфорационных средств (на фигуре не показаны).
В этом варианте осуществления способа нижняя кромка (2) одного ряда пакетов-саше (например, А1, А2, А3), которая представляет собой верхний конец пакетов-саше, находящихся ниже (на фигуре не показаны), запечатана посредством использования той же самой запечатывающей системы (15, 13), которая запечатывает продольные края последующего ряда пакетов-саше (В1, В2, В3). Однако эта система запечатывания не ограничивает изобретение и может быть предусмотрено использование альтернативных запечатывающих систем, в случае которых запечатывание продольных кромок и поперечных кромок, например, выполняют по отдельности.
Таким образом, нижнюю кромку (2) трубок (А1, А2, А3) формируют посредством запечатывания двух пленок, используя средство запечатывания (13, 15), которое одновременно формирует трубки (В1, В2, В3) путем запечатывания по линиям (42, 52, 62). Предпочтительно, чтобы запечатывание было выполнено посредством использования машины, предназначенной для запечатывания с использованием тепла. Запечатывающие захваты приводят в действие периодически предпочтительно посредством использования механического привода. Предпочтительно, чтобы было обеспечено пропорционально-интегрально-дифференциальное регулирование нагревательных элементов.
После этого осуществляют заполнение образованных пакетов-саше (А1, А2, А3) продуктом через отверстие еще не запечатанной кромки (22).
Далее незапечатанную кромку (22), которая представляет собой верхнюю кромку пакетов-саше (А1, А2, А3) и нижнюю кромку пакетов-саше (В1, В2, В3), запечатывают, используя средство запечатывания (13, 15), которое одновременно формирует трубки (С1, С2, С3) путем запечатывания по линиям (43, 53, 63).
Профили (7) формируют посредством вырубки вырезаемых частей (8). Предпочтительно, чтобы эту операцию выполняли на посту вырубки. Предпочтительно, чтобы пост вырубки содержал вырубную пластину (16), имеющую пробойники с одной стороны пленки и матричную пластину (17) с другой стороны пленки, которые соответствующим образом сцентрированы. Вырубная пластина (16) может быть приведена в действие механически или пневматически. Предпочтительно, чтобы придание направления вырубной пластине (16) и матричной пластине (17) осуществляла направляющая пробойников.
Предпочтительно, чтобы вырезаемые части (8) были удалены с поста вырубки путем использования средства (18) для дутья воздуха/всасывания. Предпочтительно, чтобы для удаления вырезаемых частей было использовано средство для дутья воздуха со следующим за ним всасывающим средством.
Пакеты-саше (А1, А2, А3) имеют профили желаемой формы и, следовательно, изготовлены посредством изобретения.
После этого пакеты-саше (В1, В2, В3) заполняют желаемым материалом. Далее запечатывают верхнюю кромку 32 пакетов-саше (В1, В2, В3), которая также представляет собой нижнюю кромку пакетов-саше (С1, С2, С3). Затем пакетам-саше (В1, В2, В3) придают форму так, как описано применительно к пакетам-саше (А1, А2, А3).
Предпочтительно, чтобы запечатывающие швы в поперечном направлении можно было перфорировать (3), используя перфорационное средство (14). Предпочтительно, чтобы перфорационное средство было приведено в действие пневматически.
Затем производственную операцию продолжают так, как описано применительно к пакетам-саше (А1, А2, А3) и (В1, В2, В3), пока не будет использована вся пленка, после чего в систему загружают следующий рулон пленки.
На фиг.3 представлен вариант выполнения пакетов-саше, изготавливаемых способом согласно изобретению, когда имеются две вырезаемых части. Эти вырезаемые части совместно отделяют смежные пакеты-саше примерно на 85% длины продольной кромки.
Таким образом, согласно предпочтительному аспекту изобретения создан способ изготовления пакетов-саше в виде большого количества рядов в машине для формирования, заполнения и запечатывания, в случае которого продольные кромки пакетов-саше содержат криволинейные профили, по меньшей мере, на протяжении 10% длины продольной кромки, при этом способ содержит
(i) запечатывание двух пленок в продольном направлении для формирования большого количества трубок, параллельных друг другу;
(ii) перфорирование первой и второй продольных кромок сформированных трубок;
(iii) запечатывание трубок вдоль донного конца;
(iv) заполнение трубок желаемым материалом;
(v) запечатывание трубок у верхнего конца;
(vi) вырубку частей запечатанных продольных кромок для образования криволинейных профилей;
(vii) удаление частей с использованием средства для дутья воздуха/всасывания;
(viii) перфорирование донного запечатывающего шва вторым перфорационным средством.
Таким образом, посредством изобретения можно изготавливать пакеты-саше, имеющие нелинейные кромочные профили, в формате занавески. Такие пакеты-саше обеспечивают отличительный характер упаковки и, следовательно, продаваемых в них продуктов, тем самым максимально привлекая к себе взгляд, когда они выставлены в месте продажи. Кроме того, пакеты-саше выполняют прочными и гарантирующими отсутствие утечек, когда некоторое количество пакетов отделяют от «занавески» путем отрыва. Важно то, что изобретение обеспечивает все указанные выше отличительные признаки с сохранением низких производственных затрат за счет доведения до минимума отходов полотна в виде обрезков.
Изобретение относится к усовершенствованному способу изготовления пакетов-саше в виде большого количества рядов в машине для формирования, заполнения и запечатывания. Способ заключается в запечатывании двух пленок в продольном направлении для формирования большого количества трубок, параллельных друг другу, запечатывании трубок вдоль одного конца, заполнении трубок материалом, запечатывании трубок у второго конца для формирования большого количества пакетов-саше и вырубке частей запечатанных кромок пакетов-саше для образования нелинейных кромок. Одна или более кромок пакетов-саше содержит нелинейные профили на протяжении 10% длины кромки. Достигается легкое отделение любого количества пакетов-саше от большого количества рядов без повреждения запечатывающего шва и доведение до минимума отходов материала полотна. 11 з.п. ф-лы, 3 ил.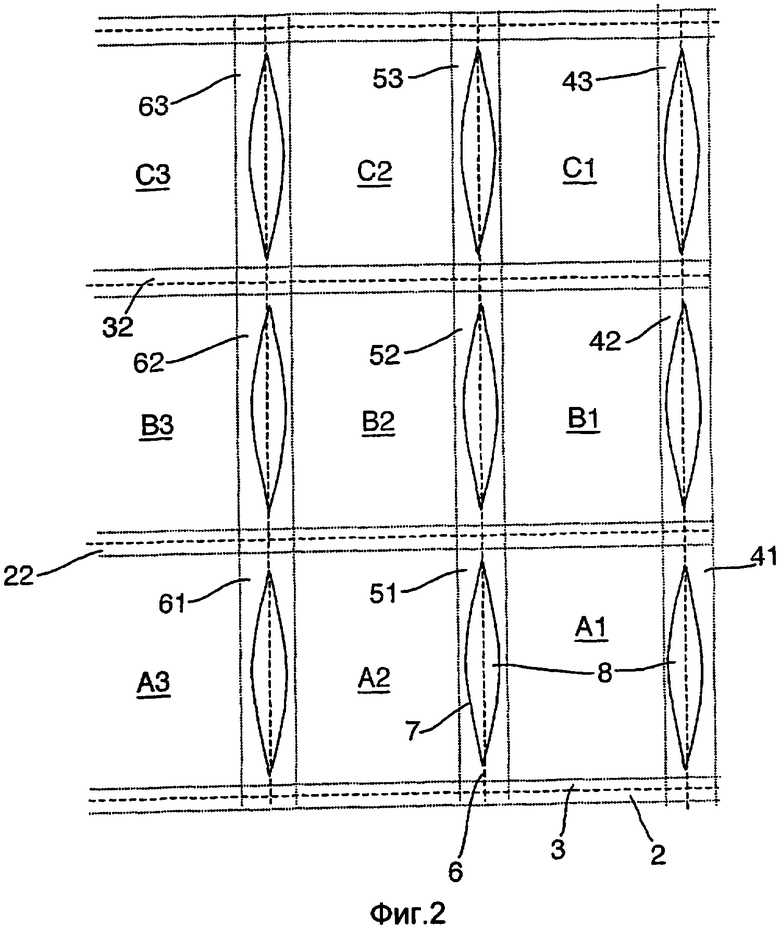
1. Способ изготовления пакетов-саше в виде большого количества рядов в машине для формирования, заполнения и запечатывания, так что одна или более кромок пакетов-саше содержат нелинейные профили, по меньшей мере, на протяжении 10% длины кромки, при этом способ изготовления пакетов-саше содержит
(i) запечатывание двух пленок в продольном направлении для формирования большого количества трубок, параллельных друг другу;
(ii) запечатывание трубок вдоль одного конца;
(iii) заполнение трубок желаемым материалом;
(iv) запечатывание трубок у второго конца для формирования большого количества пакетов-саше;
(v) вырубку частей запечатанных кромок пакетов-саше для образования нелинейных кромок.
2. Способ по п.1, при котором нелинейные профили представляют собой криволинейные профили.
3. Способ по п.1 или 2, при котором нелинейный профиль проходит вдоль продольной кромки пакета-саше.
4. Способ по п.1, при котором нелинейный профиль составляет, по меньшей мере, 30% длины кромки.
5. Способ по п.4, при котором нелинейный профиль составляет, по меньшей мере, 60% длины кромки.
6. Способ по п.5, при котором нелинейный профиль составляет, по меньшей мере, 90% длины кромки.
7. Способ по п.1, при котором натяжение пленок сохраняют посредством использования тянущего узла с механическим приводом.
8. Способ по п.1, при котором пакеты-саше в виде большого количества рядов перфорируют вдоль продольных кромок.
9. Способ по п.1, при котором пакеты-саше в виде большого количества рядов перфорируют вдоль поперечных кромок.
10. Способ по п.1, при котором пленки запечатывают посредством тепла.
11. Способ по п.1, при котором вырубку выполняют на посту вырубки, который содержит вырубную пластину, содержащую пробойники, с одной стороны пленки, и матричную пластину с другой стороны пленки, которые соответствующим образом сцентрированы.
12. Способ по п.1, при котором упомянутые части удаляют, используя средство для дутья воздуха и/или всасывающее средство.
| СПОСОБ КРАШЕНИЯ СМЕСИ ЦЕЛЛЮЛОЗНЫХ И АКРИЛОНИТРИЛЬНЫХ ВОЛОКОН | 0 |
|
SU378027A1 |
| US 6244747 B1, 12.06.2001 | |||
| Домкратная рама скользящей опалубки | 1978 |
|
SU712485A1 |
| US 2999627 A, 12.09.1961 | |||
| Способ упаковывания продукта между двумя лентами упаковочного материала | 1989 |
|
SU1742135A1 |

