Изобретение относится к способу изготовления упаковочных пакетов, имеющих треугольную конфигурацию, из полос пленки, а также к устройству для изготовления таких упаковочных пакетов указанным способом.
Различные порошкообразные, гранулированные, кусковые, а также жидкие продукты упаковывают в так называемые упаковочные пакеты из рукавной пленки, при изготовлении которых полоса пленки формуется в рукав. Рукав запечатывается по поперечным швам таким образом, что образуется замкнутое упаковочное пространство для приема упаковываемого продукта. Запечатанный таким способом пленочный рукав при необходимости образования отдельных упаковок из рукавной пленки можно разрезать по линии поперечных швов. Альтернативой резке может быть перфорация. Применение ее позволяет создать цепную упаковку, от которой при необходимости могут отрываться отдельные упаковочные пакеты.
Поскольку запечатывающие швы выполняются поперек продольного направления пленочного рукава, образуются упаковочные пакеты, имеющие конфигурацию четырехугольников. Однако для некоторых применений могут быть желательны упаковочные пакеты, имеющие треугольную конфигурацию. Для достижения этого запечатывающие швы должны быть расположены зигзагообразно под определенным углом к продольному направлению пленочного рукава. Согласно уровню техники сначала из полосы пленки формуют рукав, причем продольные кромки полосы пленки скрепляют вместе с образованием продольного шва. Затем попеременно выполняют диагонально проходящий запечатывающий шов, пересекающийся с продольным швом, наполняют упаковочный пакет и, наконец, запечатывают пакет дополнительным запечатывающим швом, также проходящим по диагонали, но наклоненным в противоположную сторону.
Для того чтобы упаковываемый материал мог поступать во внутреннее пространство пакета, пленочный рукав в процессе упаковки протягивается вертикально, т.е. параллельно направлению действия силы тяжести. При этом диагональные запечатывающие швы треугольных упаковочных пакетов проходят под углом к направлению действия силы тяжести, что затрудняет или делает невозможным полное наполнение упаковочного пакета. Существует опасность, что упаковываемый продукт попадет на участок запечатывания диагонально проходящих поперечных запечатывающих швов, что затрудняет или делает невозможным герметичное закрывание наполненной упаковки. Поэтому упаковочные пакеты из рукавной пленки, имеющие треугольную конфигурацию, должны иметь очень большие размеры, что приводит к излишнему расходованию пленки. Это обстоятельство усугубляется еще и тем, что пленка дополнительно расходуется на создание продольного запечатывающего шва.
Еще одна проблема состоит в том, что в определенном случае может происходить неполное или даже отсутствовать наполнение пакета. Такие отдельные, ненаполненные или наполненные с нарушением требований упаковочные пакеты должны выбраковываться. Данное обстоятельство приобретает особо важное значение тогда, когда должны изготавливаться цепные упаковки, в которых должен быть наполнен каждый из пакетов. В данном случае приходится выбраковывать всю цепную упаковку, что может существенно увеличить связанные с этим затраты на бракованную продукцию.
Задачей изобретения является разработка способа, применение которого позволяет легко и надежно изготавливать и наполнять упаковочные пакеты, имеющие треугольную конфигурацию.
Поставленная задача решается в способе, охарактеризованном признаками пункта 1 формулы изобретения.
Дополнительная задача изобретения заключается также в том, чтобы предложить устройство для осуществления способа согласно изобретению, при использовании которого могут надежно изготавливаться и наполняться упаковочные пакеты, имеющие треугольную конфигурацию.
Данная задача решается в устройстве, охарактеризованном признаками пункта 10 формулы изобретения.
Согласно изобретению предлагается наматывать полосу пленки вокруг формующей оправки с образованием спирали из пленки так, что продольные кромки пленки примыкают друг к другу. Спираль из пленки стягивают с формующей оправки до тех пор, пока не освободятся первый шовный участок, образованный продольными кромками и проходящий в окружном направлении вдоль дуги в 180° вокруг спирали из пленки, а также расположенный напротив первого шовного участка первый участок пленки. Спираль из пленки сдавливают в области первого шовного участка, при этом первый шовный участок запечатывают с первым участком пленки с образованием первого запечатывающего шва. После этого спираль из пленки стягивают с оправки до тех пор, пока не освободятся примыкающий к первому шовному участку второй шовный участок, образованный продольными кромками и проходящий в окружном направлении вдоль дуги в 180° вокруг спирали из пленки, а также расположенный напротив второго шовного участка второй участок пленки. Спираль из пленки сдавливают в области второго шовного участка, при этом второй шовный участок запечатывают со вторым участком пленки с образованием пересекающего первый запечатывающий шов второго запечатывающего шва.
Соответствующее способу устройство содержит устройство подачи полосы пленки, в частности, жестко закрепленное, формующую оправку, в частности, выполненную с возможностью вращения вокруг своей продольной оси и аксиального перемещения в направлении продольной оси, устройство управления формированием спирали из пленки при наматывании полосы пленки на формующую оправку, а также расположенное в области находящегося на выходной стороне конца формующей оправки запечатывающее устройство для запечатывания спирали из пленки при формировании упаковочных пакетов.
При формировании спирали из пленки можно обойтись без необходимого согласно уровню техники продольного шва, но при этом все-таки образуется закрытый пленочный рукав. Запечатывание должно происходить лишь на обоих упомянутых запечатываемых участках, что способствует экономии материалов и уменьшению расхода пленки. Стянутая с формующей оправки спираль из пленки после образования первого от формующей оправки запечатывающего шва принудительно удерживается в открытом состоянии в области второго запечатывающего шва, поэтому возможно надежное наполнение упаковочного пакета без брака. Упаковочные пакеты, имеющие треугольную конфигурацию, могут изготавливаться с высокой экономической эффективностью и надежностью.
В предпочтительном варианте осуществления изобретения спираль из пленки между этапом запечатывания первого шовного участка и этапом запечатывания второго шовного участка поворачивают вокруг ее продольной оси на 180°. Изготавливаемый упаковочный пакет имеет среднюю длину, причем, в частности, формующую оправку вместе со спиралью из пленки при упомянутом повороте на 180° перемещают аксиально из исходного положения на расстояние, равное упомянутой средней длине упаковочного пакета, при этом спираль из пленки прочно удерживают в этом повернутом и, в частности, аксиально смещенном положении, а затем формующую оправку и спираль из пленки аксиально перемещают относительно друг друга таким образом, что спираль из пленки стягивается аксиально с формующей оправки на расстояние, равное указанной средней длине.
В соответствующем устройстве спираль из пленки имеет определенный шаг, при этом устройство управления выполнено таким образом, что устройство подачи и формующая оправка вместе со спиралью из пленки аксиально перемещаются относительно друг друга на половину шага спирали при повороте на 180° из исходного положения.
Тем самьм достигается то, что каждый отдельный процесс запечатывания происходит всегда в одном и том же пространственном положении. Всякий раз подлежащие запечатыванию запечатывающие швы при каждом процессе запечатывания расположены одинаково, поэтому запечатывание может производиться одним и тем же жестко закрепленным устройством для запечатывания.
В одном из предпочтительных вариантов осуществления формующая оправка установлена наклонно по отношению к горизонтальной плоскости под углом наклона, обеспечивающим горизонтальное расположение первого или второго шовного участка при запечатывании. В соответствующем устройстве спираль из пленки имеет угол подъема, причем угол наклона формующей оправки равен углу подъема спирали из пленки. В частности, запечатывающее устройство при этом размещено горизонтально. В целом этим достигается то, что любой подлежащий запечатыванию запечатываемый шов расположен горизонтально. Таким образом, перед запечатыванием треугольный упаковочный пакет может быть наполнен почти до краев, без попадания упаковываемого продукта за пределы внутреннего пространства еще открытого и незапечатанного упаковочного пакета. Кроме того, даже при высоком уровне наполнения исключено попадание упаковываемого продукта в область запечатывающего шва. Несмотря на высокий уровень наполнения, треугольный упаковочный пакет может надежно и плотно закрываться или запечатываться. Для определенного количества упаковываемого продукта упаковочный пакет может быть выполнен относительно маленьким, что еще более уменьшает расход пленочного материала.
В одном из предпочтительных вариантов осуществления изобретения формующая оправка выполнена в виде трубчатой оправки, причем через нее происходит наполнение упаковочного пакета перед закрытием второго запечатывающего шва. Для этого внутри трубчатой оправки установлена наполняющая трубка для наполнения упаковочного пакета через трубчатую оправку. В результате обеспечивается принудительное наполнение расширенного трубчатой оправкой упаковочного пакета, без загрязнения еще открытого, раздвинутого участка запечатывающего шва упаковываемым продуктом. Упаковываемый продукт не может оказаться за пределами упаковочного пакета, поэтому гарантировано надежное наполнение и последующее, также надежное запечатывание пленочного пакета.
Согласно предпочтительному варианту осуществления формующая оправка выполнена в виде радиально расширяющейся, в частности, образованной из радиально перемещающихся сегментов трубчатой оправки. Рабочий диаметр трубчатой оправки регулируется или устанавливается во время наматывания спирали из пленки для обеспечения необходимой формы спирали. В частности, это предпочтительно тогда, когда определенный печатаемый на полосе пленки узор должен наноситься в определенном положении относительно упаковочного пакета. За счет подбора путем изменения или регулировки оптимального диаметра спирали при каждом повороте наматывается увеличенный или уменьшенный по длине участок полосы пленки, в результате чего нанесенный на полосу пленки печатный узор можно размещать в необходимом месте или корректировать его местоположение.
Для создания спирали из пленки продольные кромки полосы пленки целесообразно соединить на формующей оправке и, в частности, скрепить друг с другом внахлестку. Предпочтительно с этой целью радиально с внешней стороны формующей оправки устанавливают скрепляющее устройство для фиксирования полосы пленки в форме спирали. Этим гарантируется, что спираль из пленки сохраняет свою форму не только на формующей оправке или на трубчатой оправке, но и после стягивания с них до создания запечатывающего шва, что способствует надежности процесса.
В одном из предпочтительных вариантов осуществления со стороны запечатывающего устройства, удаленной от находящегося на выходной стороне конца формующей оправки, установлено опорное устройство для запечатанной полосы пленки, в частности, в форме направляющей трубы. За счет этого запечатанная и наполненная полоса пленки имеет опору для своего веса, поэтому ее вес не действует на еще не запечатанную спираль из пленки. Процесс запечатывания может проводиться без помех.
Предпочтительно, на стороне запечатывающего устройства, удаленной от находящегося на выходной стороне конца формующей оправки, установлено устройство для удерживания запечатанной полосы пленки, в частности, в форме зажимов. После того, как формующая оправка вместе со спиралью из пленки совершила свое комбинированное вращательно-поступательное движение, уже запечатанная полоса пленки захватывается или фиксируется устройством для удерживания. В этом состоянии оправка может оттягиваться назад в свое исходное положение, не утаскивая за собой спираль из пленки. Напротив, спираль из пленки остается на прежнем месте и при этом стягивается с оправки, поэтому может создаваться ближайший, очередной запечатывающий шов.
Для облегчения протекания выше упомянутого процесса формующая оправка изготавливается предпочтительно в виде трубчатой оправки, образованной из радиально перемещающихся сегментов. При этом спираль из пленки наматывается на радиально расширенную трубчатую оправку. При стягивании спирали из пленки с трубчатой оправки сегменты перемещаются внутрь, поэтому рабочий диаметр трубчатой оправки уменьшается. Это упрощает оттягивание назад трубчатой оправки, так как она при этом не захватывает с собой спираль из пленки.
В одном из предпочтительных вариантов осуществления в области расположенного на выходной стороне конца формующей оправки установлено устройство для растягивания спирали из пленки. Это упрощает достижение бесскладочного запечатывания запечатывающих швов.
При необходимости в способе и в устройстве согласно изобретению можно выполнять перфорацию между примыкающими запечатывающими швами для изготовления состоящей из нескольких упаковочных пакетов цепной упаковки или выполнять разделительную резку для изготовления отдельных упаковочных пакетов. Благодаря этому применение изобретения имеет очень многосторонний характер.
Далее более подробно описаны примеры вариантов осуществления изобретения со ссылками на чертежи, на которых:
На фиг.1 схематично показаны отдельные упаковочные пакеты, имеющие треугольную конфигурацию, которые изготовлены согласно изобретению из свернутой в спираль полосы пленки, вид сверху;
На фиг.2 схематично показана цепная упаковка, содержащая связанные между собой упаковочные пакеты, показанные на фиг.1, вид сверху;
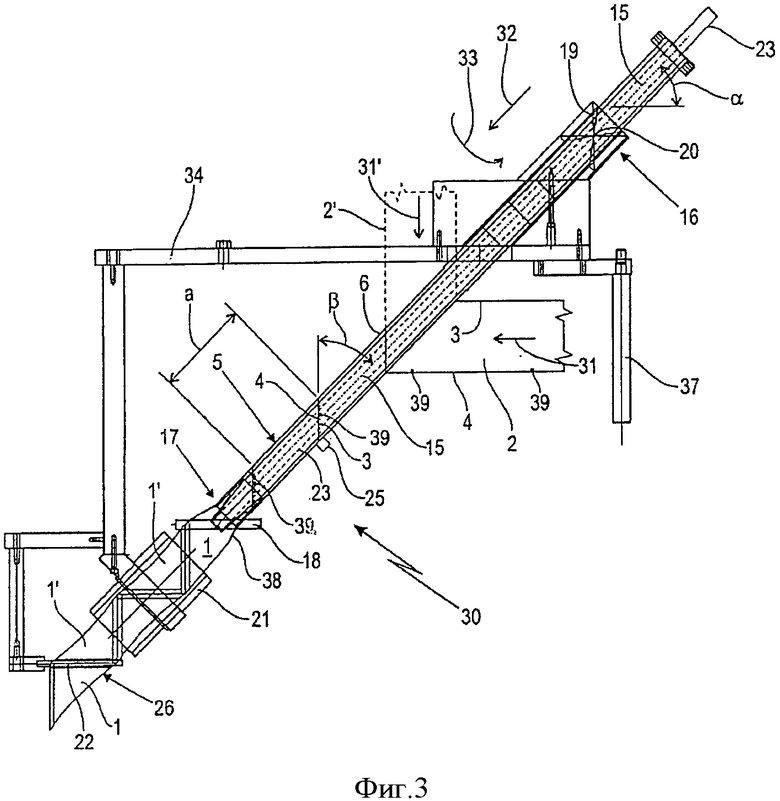
На фиг.3 показано устройство согласно изобретению для изготовления упаковочных пакетов, показанных на фиг.1 и 2, с наклонной трубчатой оправкой и намотанной на нее под углом пленочной спиралью, вид сбоку;
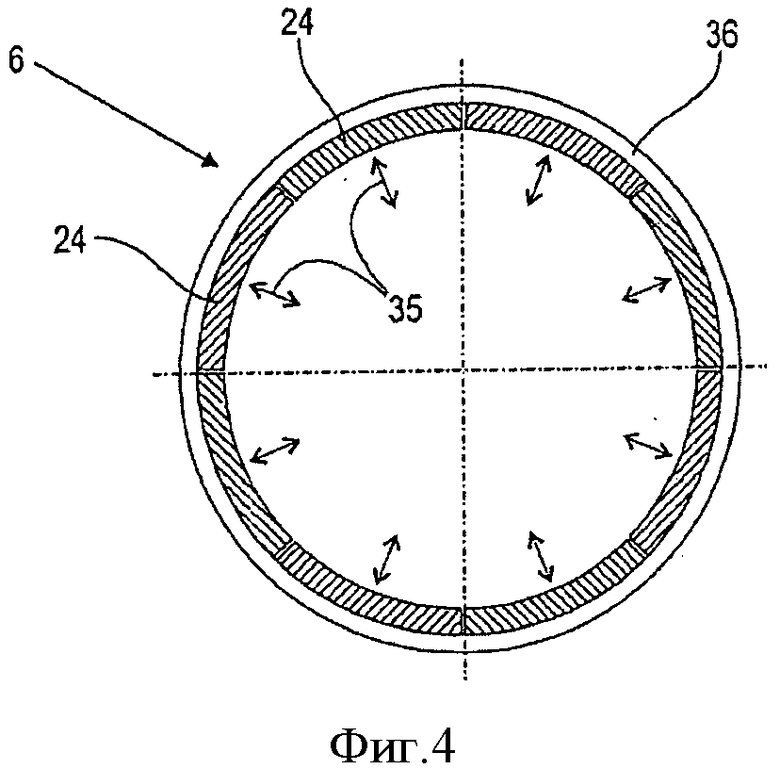
На фиг.4 схематично показана трубчатая оправка, показанная на фиг.3, с отдельными, перемещаемыми в радиальном направлении сегментами, вид в поперечном разрезе;
На фиг.5 схематично, в деталях представлено устройство, показанное на фиг.3, в области конца трубчатой оправки при создании первого запечатывающего шва;
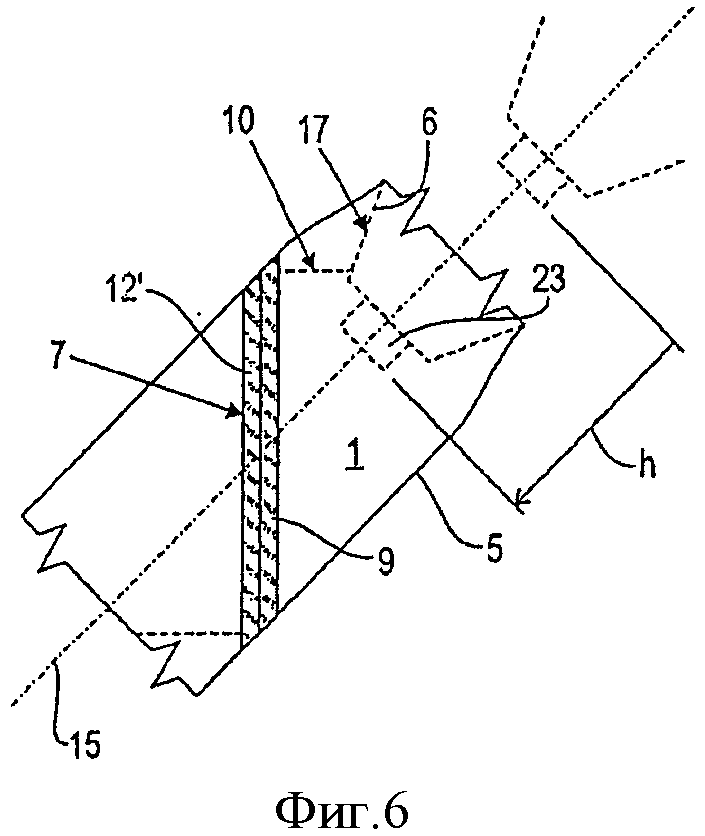
На фиг.6 - то же, когда спираль из пленки и трубчатая оправка перемещены аксиально и повернуты на 180° для наполнения упаковочного пакета;
На фиг.7 - то же, с оттянутой назад трубчатой оправкой при запечатывании второго запечатывающего шва;
На фиг.8 - то же, когда трубчатая оправка и пленочная спираль снова перемещены аксиально и повернуты на 180° для наполнения следующего упаковочного пакета;
На фиг.9 - то же, с оттянутой назад трубчатой оправкой при запечатывании следующего запечатывающего шва.
На фиг.1 на виде сверху схематично показаны нескольких упаковочных пакетов 1, 1′, имеющих треугольную конфигурацию, которые согласно изобретению изготовлены из изображенной на фиг.3 полосы 2 пленки. В показанном примере осуществления упаковочные пакеты 1, 1′ наполнены кофе тонкого помола. Однако они могут также содержать другой, порошкообразный, гранулированный, кусковой или жидкий упаковываемый продукт.
Упаковочные пакеты 1, 1′ выполнены в виде единой части. Для этого пленочный материал полосы 2 пленки (фиг.3) сложен вдоль согнутой кромки 29 без образования шва и плотно закрыт или запечатан вдоль двух прилегающих шовных кромок 27, 28 первым запечатывающим швом 9, 9′ и вторым запечатывающим швом 12, 12′, пересекающим первый запечатывающий шов 9, 9′. Благодаря согнутой кромке 29 и запечатывающим швам 9, 9′, 12, 12′ в упаковочных пакетах 1, 1′ образуются герметично закрытые внутренние пространства, в которые заключен упаковываемый продукт.
Конфигурация упаковочного пакета 1, 1′ образована кромками 27, 27′, 28, 28′, 29, 29′, которые расположены в форме равнобедренного треугольника. Обе шовных кромки 27, 28 упаковочного пакета 1 образуют угол δ, который в показанном примере осуществления составляет 90°, но может иметь иную величину. Согнутая кромка 29 образует с шовными кромками 27, 28, соответственно, острые углы γ, которые в показанном примере осуществления равны 45°, но могут также иметь и другую величину. Само собой разумеется, сказанное относится и к упаковочному пакету 1′ с шовными кромками 27′, 28′ и согнутой кромкой 29′.
На фиг.2 на виде сверху схематически показана цепная упаковка 26, которая образована соединенными друг с другом упаковочными пакетами 1, 1′, показанными на фиг.1. В этом случае упаковочные пакеты расположены в один ряд таким образом, что первый запечатывающий шов 9 упаковочного пакета 1 примыкает ко второму запечатывающему шву 12′ соседнего упаковочного пакета 1′, в то время как второй запечатывающий шов 12′ упаковочного пакета 1′ примыкает к первому запечатывающему шву 9 соседнего упаковочного пакета 1. Там, где первый запечатывающий шов 9 упаковочного пакета 1 примыкает ко второму запечатывающему шву 12′ упаковочного пакета 1′, образуется первый шовный участок 7, в то время как там, где первый запечатывающий шов 9′ упаковочного пакета 1′ примыкает ко второму запечатывающему шву 12 упаковочного пакета 1, образуется второй шовный участок 10. Если изготавливается цепная упаковка 26 из следующих друг за другом треугольных упаковочных пакетов 1, 1′, как показано на фиг.2, то первые шовные участки 7 между примыкающими друг к другу запечатывающими швами 9, 12′ и вторые шовные участки 10 между примыкающими друг с другом запечатывающими швами 9′, 12, соответственно, имеют прерывистую перфорацию 13. В результате этого упаковочные пакеты 1, 1′ связаны друг с другом в форме цепной упаковки 26, но могут при необходимости быть отделены друг от друга путем отрыва вручную.
Альтернативно, может осуществляться разделительная резка соответственно на первом шовном участке 7 между примыкающими друг к другу запечатывающими швами 9, 12′ и на втором шовном участке 10 между примыкающими друг к другу запечатывающими швами 9′, 12 вдоль линии реза 14, показанной на фиг.2 сплошной линией. В результате осуществления разделительной резки вдоль линий реза 14 упаковочные пакеты 1, 1′ отделяются друг от друга, как показано на фиг.1.
На фиг.3 на виде сбоку показан пример выполнения устройства согласно изобретению для изготовления и наполнения упаковочных пакетов 1, 1′, показанных на фиг.1, 2. Устройство включает в себя упаковочную машину 30, а также полосу 2 пленки. Упаковочная машина 30 имеет раму 34, на которой установлена формующая оправка с возможностью аксиального перемещения в направлении своей продольной оси 15, при этом формующая оправка может также вращаться вокруг своей продольной оси 15. Оправка может быть выполнена сплошной, а в показанном примере осуществления она представляет собой трубчатую оправку 6, описанную подробно далее. Продольная ось 15 трубчатой оправки наклонена по отношению к горизонтальной плоскости под углом наклона α, который равен в показанном примере осуществления 45°. Полоса 2 пленки подается горизонтально в направлении стрелки 31 к трубчатой оправке 6 с помощью неподвижно закрепленного на раме 34 устройства 37 подачи и наматывается по спирали на внешнюю окружную поверхность трубчатой оправки 6 при вращении и одновременном аксиальном перемещении последней в направлении стрелок 33, 32, в результате чего на оправке образуется спираль 5 из пленки. Альтернативно, полоса 2′ пленки может также подаваться к трубчатой оправке вертикально в направлении стрелки 31′ или вдоль другого направления. Кроме того, может быть целесообразным устройство, в котором трубчатая оправка 6 жестко закреплена на раме 34, а устройство 37 подачи вращается вокруг трубчатой оправки 6 для образования спирали 5 из пленки. В любом случае предусматривается устройство 16 управления для того, чтобы устройство 37 подачи, с одной стороны, и трубчатая оправка 6 вместе со спиралью 5 из пленки, с другой стороны, при повороте на 180° из исходного положения перемещались аксиально на половину шага а спирали относительно друг друга или совместно друг с другом.
Полоса 2 пленки ограничена двумя боковыми противолежащими продольными кромками 3, 4, определяющими ширину полосы 2 пленки. Ширина полосы 2 пленки, диаметр трубчатой оправки 6 и угол подачи полосы 2 пленки к трубчатой оправке 6 согласованы друг с другом таким образом, чтобы полоса 2 пленки при образовании спирали 5 из пленки оборачивалась вокруг трубчатой оправки 6 так, что продольная кромка 4 витка спирали из пленки примыкала к продольной кромке 3 соседнего витка спирали из пленки. В показанном примере осуществления продольная кромка 4 внутри спирали 5 из пленки перекрывает соседнюю, показанную штриховой линией продольную кромку 3 на определенное заранее заданное расстояние. Для взаимного фиксирования налегающих друг на друга продольных кромок 3, 4 радиально с внешней стороны трубчатой оправки 6 установлено скрепляющее устройство 25. С помощью показанного схематически скрепляющего устройства 25 налегающие друг на друга продольные кромки 3, 4 полосы 2 пленки соединяются друг с другом в процессе скрепления для образования спирали 5 из пленки на трубчатой оправке 6. Вместо процесса скрепления горячим или холодным клеем при необходимости может быть целесообразной и другая пригодная форма скрепления, в том числе и без расположения продольных кромок 3, 4 внахлестку.
Продольные кромки 3, 4 намотанной на трубчатую оправку 6 спирали 5 из пленки расположены под углом подъема β относительно продольной оси 15 трубчатой оправки 6. Кроме того, угол подъема β и длина обхвата трубчатой оправки 6 определяют шаг спирали a, измеряемый в направлении продольной оси 15 как расстояние между двумя примыкающими друг к другу витками спирали. Угол подъема β является равным показанному на фиг.1 острому углу γ упаковочного пакета 1, 1′, в данном случае, следовательно, выбран равным 45°. Конечно, путем геометрической корректировки может быть установлен иной угол β. Кроме того, упаковочные пакеты 1, 1′, как показано на фиг.1, имеют измеряемую параллельно согнутой кромке 29 среднюю длину l. Шаг спирали a (фиг.3) равен удвоенному значению упомянутой средней длины l.
Упаковочная машина 30 оборудована устройством 16 управления формирования спирали 5 из пленки путем наматывания полосы 2 пленки на трубчатую оправку 6. Устройство 16 управления обеспечивает равномерное аксиальное перемещение трубчатой оправки 6 в направлении стрелки 32 при вращении в направлении стрелки 33. Вращательное движение в направлении стрелки 33 и аксиальное поступательное движение в направлении стрелки 32 согласованы друг с другом таким образом, что полоса пленки может оставаться в своем прежнем пространственном положении без повторной подачи, и при этом она лишь стягивается с устройства 37 подачи в направлении стрелки 31 и наматывается на трубчатую оправку 6 для формирования равномерной спирали 5 из пленки. Устройство 16 управления может управляться электронно и, например, быть приводимьм в действие шаговыми двигателями скоординировано в обеих степенях свободы движения. В показанном примере варианте осуществления устройство 16 управления образовано винтообразной спиральной поверхностью 19 и прилегающей к спиральной поверхности 19 направляющей оправкой 20. Спиральная поверхность 19 жестко соединена с рамой 34, в то время как направляющая оправка 20 жестко соединена с трубчатой оправкой 6. Может быть, однако, целесообразным и обратное выполнение. Спиральная поверхность 19 проходит вокруг продольной оси 15 по дуге в 180°, а в аксиальном направлении простирается на половину шага a спирали. При повороте трубчатой оправки 6 на 180°, прилегающая к спиральной поверхности 19 направляющая оправка 20 обеспечивает то, что упомянутое поворотное движение в направлении стрелки 33 преобразуется в аксиальный ход в направлении стрелки 32, причем упомянутый аксиальный ход равен половине шага a спирали.
При совместном рассмотрении изображений на фиг.3 и фиг.4 можно видеть, что трубчатая оправка 6 в той области, в которой в результате наматывания полосы 2 пленки образуется спираль 5 из пленки, выполнена цилиндрической. Однако может быть целесообразной и другая форма поперечного сечения. Альтернативно поперечное сечение трубчатой оправки 6 в области ее нижнего конца 17, расположенного с выходной стороны, может быть меньше. В области этого суженного конца 17 расположено запечатывающее устройство 18 для запечатывания спирали 5 из пленки при изготовлении упаковочных пакетов 1, 1′ (фиг.1, 2). Для оптимизации указанного процесса запечатывания в области выходного конца 17 также расположено устройство 38 растягивания спирали 5 из пленки, которое в показанном примере варианта выполнения образовано парой растягивающих лапок. С помощью устройства 38 растягивания цилиндрическая спираль 5 из пленки растягивается на входной стороне запечатывающего устройства 18 до плоского, двухслойного полотна и в этом растянутом состоянии подается к запечатывающему устройству 18. Кроме того, внутри трубчатой оправки 6 проходит насквозь наполняющая трубка 23 для наполнения упаковочного пакета 1, 1′ через трубчатую оправку 6. Функция названных последними деталей подробнее излагается ниже.
На фиг.5 схематично в деталях и увеличенном масштабе показано устройство, представленное на фиг.3, в области нижнего конца 17 трубчатой оправки 6 с нижним концом наполняющей трубки 23. Спираль 5 из пленки стянута с формующей оправки 6 дальше ее конца 17 настолько, что первый шовный участок 7, образованный продольными кромками 3, 4 (фиг.3) и проходящий в окружном направлении вдоль дуги в 180° вокруг спирали 5 из пленки в окружном направлении, освобождается, т.е. больше не поддерживается формующей оправкой 6. В данном случае первый шовный участок 7 расположен на направленной от наблюдателя стороне спирали 5 из пленки и поэтому изображен штриховыми линиями. Напротив первого шовного участка 7 расположен сплошной, непрерывный первый участок 8 пленки. Первый участок 8 пленки находится на обращенной к наблюдателю стороне спирали 5 из пленки и также как первый шовный участок 7 не поддерживается формующей оправкой, т.е. является свободным.
При одновременном рассмотрении фиг.3 и 5 можно видеть, что угол наклона α трубчатой оправки 6 выбран равным углу подъема β спирали 5 из пленки, поэтому первый шовный участок 7 (фиг.5) в такой ситуации расположен горизонтально. Показанное на фиг.3 запечатывающее устройство 18 также расположено горизонтально и захватывает при этом первый шовный участок 7 (фиг.5). Запечатывающее устройство 18 (фиг.3) включает в себя два непоказанных более крупным планом запечатывающих зажима, между которыми протягивается растянутая и плоско сложенная устройством 38 для растягивания (фиг.3) спираль 5 из пленки. В результате сжимания запечатывающих зажимов пленочная спираль 5 также сжимается в области первого шовного участка 7, как показано на фиг.5, причем первый шовный участок 7 запечатывается с участком 8 пленки. При этом образуются первый запечатывающий шов 9 упаковочного пакета 1, а также второй запечатывающий шов 12′. В результате этого упаковочный пакет 1 оказывается плотно запечатанным в области первого запечатывающего шва 9. Для осуществления процесса запечатывания полоса 2 пленки (фиг.3) на внутренней стороне имеет запечатывающий слой, которым может быть запечатывающаяся в холодном или горячем состоянии пленка. Могут быть целесообразными также и другие вспомогательные средства для запечатывания.
Кроме того, к горизонтально расположенному первому шовному участку 7 примыкает второй шовный участок 10, который в положении, показанном на фиг.5, проходит вертикально через конец 17 трубчатой оправки 6 и, следовательно, еще поддерживается ею.
Из исходного положения, показанного на фиг.5, устройство поворачивается вокруг продольной оси 15 на угол 180°, как показано на фиг.6. При этом устройство 16 управления (фиг.3) обеспечивает то, что трубчатая оправка 6 вместе со спиралью 5 из пленки и наполняющей трубкой 23 из исходного положения, показанного на фиг.5, совершает аксиальное перемещение в направлении продольной оси 15 на расстояние h, равное половине шага спирали а (фиг.3) и, таким образом, средней длине l (фиг.10). После поворота в положение, показанное на фиг.6, первый шовный участок 7 располагается вертикально, в то время как примыкающий к нему второй шовный участок 10 упаковочного пакета 1 располагается горизонтально. Поскольку второй шовный участок 10, кроме того, расположен над концом 17 трубчатой оправки 6, упаковочный пакет 1 в области второго шовного участка 10 расширяется, так что образуется отверстие для наполнения упаковочного пакета 1. Кроме того, конец наполняющей трубки 23 находится во внутреннем пространстве еще незакрытого упаковочного пакета 1. Упаковочный пакет 1 в положении, показанном на фиг.6, наполняется через наполнительное отверстие 23. Вследствие горизонтального положения второго шовного участка 10 наполнение может быть почти полным, без выхода упаковываемого продукта за пределы открытого второго шовного участка 10 или загрязнения второго шовного участка 10.
На фиг.3 показано устройство для удерживания запечатанной полосы 2 пленки, которое в показанном примере варианта осуществления выполнено в форме двух зажимов 22. Как показано на фиг.5, в наполненном состоянии полоса 2 пленки (фиг.3) или созданная из нее цепная упаковка 26 прочно удерживается зажимами 22. При этом трубчатая оправка 6 вместе наполняющей трубкой 23 из положения, показанного на фиг.6, оттягивается аксиально назад на величину хода h, как показано на фиг.7. Следовательно, в варианте осуществления с зафиксированной трубчатой оправкой 6, наоборот спираль 5 из пленки стягивается на величину хода h с трубчатой оправки 6 перемещающимся устройством для удерживания. В любом случае относительное аксиальное перемещение спирали 5 из пленки и трубчатой оправки 6 происходит таким образом, что в итоге спираль 5 из пленки стягивается с трубчатой оправки 6 на величину хода h или среднюю длину l.
Чтобы это происходило легко и без пробуксовывания спирали 5 из пленки, формующая оправка выполнена в виде радиально расширяющейся трубчатой оправки 6, в данном случае состоящей из радиально перемещающихся сегментов 24. На фиг.4 схематически показан поперечный разрез трубчатой оправки 6 согласно указанному варианту осуществления.
Таким образом, как видно на поперечном разрезе трубчатая оправка 6 может состоять, например, из восьми сегментов 24, которые установлены с возможностью радиального перемещения вдоль направлений, показанных стрелками 35. С внешней стороны сегменты 24 окружены эластичной, цилиндрической оболочкой 36, которая может быть изготовлена, например, из эластичного силиконового пластика или аналогичного материала. Спираль 5 из пленки (фиг.3) наматывается на внешнюю поверхность эластичной оболочки 36, когда поперечное сечение увеличено в радиальном направлении до номинального размера. При аксиальном вытаскивании трубчатой оправки 6, как показано на фиг.7, сегменты 24 (фиг.4) перемещаются радиально внутрь, причем уменьшается и внешний диаметр эластичной оболочки 36. Однако в отдельных случаях необходимость в эластичной оболочке 36 может отсутствовать, причем тогда спираль 5 из пленки (фиг.3) прилегает непосредственно к внешней поверхности сегментов 24. В любом случае направленное радиально внутрь перемещение сегментов 24 приводит к тому, что поперечное сечение трубчатой оправки 6 уменьшается, в результате чего устраняется существенное трение сцепления между спиралью 5 из пленки и внешней поверхностью трубчатой оправки 6 при стягивании спирали 5. Необходимо малое усилие, чтобы трубчатая оправка 6 отодвигалась аксиально на величину хода h, как показано на фиг.7, не увлекая за собой спираль 5 из пленки (фиг.3), удерживаемую зажимами 22.
Как показано на фиг.7, вследствие вышеизложенного складывается ситуация, при которой спираль 5 из пленки стянута с трубчатой оправки 6 на величину хода h так, что освобождается также второй шовный участок 10, образованный продольными кромками 3, 4, проходящий в окружном направлении вдоль дуги в 180° вокруг спирали 5 из пленки и примыкающий к первому шовному участку 7. Второй шовный участок 10 расположен напротив непрерывного, также освобожденного участка 11 пленки, причем ко второму шовному участку 10 и второму участку 11 пленки относится то же самое, что сказано относительно первого шовного участка 7 и первого участка 8 пленки со ссылкой на фиг.5. Второй шовный участок 10 пересекает первый шовный участок 7. Как показано на фиг.7, второй шовный участок 10 расположен также горизонтально и захватывается запечатывающим устройством 18 (фиг.3). Спираль 5 из пленки теперь сжимается в области второго шовного участка 10, причем второй шовный участок 10 запечатывается со вторым участком 11 пленки с образованием пересекающего первый запечатывающий шов 9 второго запечатывающего шва 12. В результате этого упаковочный пакет 1 с выполненным первым запечатывающим швом 9, как показано на фиг.5, и наполненный, как показано на фиг.6, полностью запечатывается. Кроме того, в результате упомянутого последним процесса запечатывания на втором шовном участке 10 одновременно образуется первый запечатывающий шов 9′ следующего упаковочного пакета 1′.
Аналогично показанному на фиг.6, устройство из положения, показанного на фиг.7, поворачивается в очередной раз на 180° вокруг продольной оси 15 и при этом перемещается аксиально на величину хода h, так что теперь второй шовный участок 10 располагается вертикально, как показано на фиг.8. К этому вертикально расположенному второму шовному участку 10 снова примыкает первый, расположенный горизонтально шовный участок 7, внутри которого расположен конец 17 трубчатой оправки 6, аналогично положению на фиг.6. В показанном положении теперь наполняется следующий за уже наполненным упаковочным пакетом 1 упаковочный пакет 1′, имеющий первый запечатывающий шов 9′, таким же образом, как показано на фиг.6.
Кроме того, полоса 2 пленки или цепная упаковка 26 (фиг.3) снова прочно удерживается зажимами 22 для возможности вслед за наполнением упаковочного пакета 1 осуществить аксиальное перемещение трубчатой оправки 6 на величину хода h, как показано на фиг.9. Затем, в состоянии, показанном на фиг.9, запечатывается теперь уже горизонтально расположенный шовный участок 7 таким же образом, как показано на фиг.5 и 7, причем образуется пересекающий первый запечатывающий шов 9′ второй запечатывающий шов 12′ упаковочного пакета 1′, за счет которого упаковочный пакет 1′ закрывается. Одновременно образуется первый запечатывающий шов 9 следующего за пакетом 1′, еще не наполненного упаковочного пакета 1, образованием которого заканчивается полный цикл запечатывания. Таким образом, показанное на фиг.9 состояние соответствует исходному состоянию на фиг.5.
Показанный на фиг.5-9 цикл может повторяться любое количество раз, до тех пор, пока не будет изготовлена цепная упаковка 26 (фиг.2) какой угодно длины или какое угодно число отдельных упаковочных пакетов 1,1′ (фиг.1).
На фиг.3 также можно видеть, что со стороны запечатывающего устройства 18, обращенной от выходного конца 17 трубчатой оправки 6, между запечатывающим устройством 18 и зажимом 22 установлено опорное устройство для запечатанной полосы 2 пленки или изготовленной из нее наполненной цепной упаковки 26. В показанном примере осуществления опорное устройство выполнено в форме направляющей трубы 21, через которую направляется запечатанная полоса 2 пленки. Направляющая труба 21 вращается синхронно вместе с трубчатой оправкой 6 и принимает вес превращенной в треугольные пакеты 1, 1′ и наполненной полосы 2 пленки на себя, поэтому спираль 5 из пленки, в частности в области запечатывающего устройства 18, разгружена.
При одновременном рассмотрении фиг.2 и 3 также можно сделать заключение, что разделительная резка по линии 14 реза или перфорация 13 могут осуществляться за зажимами 22 или непосредственно у зажимов 22. В последнем случае зажимы 22 снабжены для этой цели непоказанным разделительным ножом. В случае, когда изготавливается цепная упаковка 26 и поэтому должна проводиться только перфорация 13, она может осуществляться также соответствующим ножом на запечатывающем устройстве 18.
На фиг.3 также видно, что на полосу 2 пленки через одинаковые промежутки нанесены указанные печатные метки 39. При нанесении на полосу 2 пленки неизображенного печатного узора может быть необходимым, чтобы этот печатный узор наносился на упаковочные пакеты 1, 1′ (фиг.1, 2) в определенном повторяющемся положении, что должно обеспечиваться печатными метками 39 и, например, неизображенным оптоэлектронным устройством для распознавания печатных меток. На фиг.3 можно видеть, что печатные метки 39 в области спирали 5 из пленки всегда находятся в одинаковом окружном положении на трубчатой оправке 6. Это приводит к тому, что и выше упомянутый печатный узор всегда наносится на упаковочные пакеты 1, 1′ (фиг.1, 2) в нужном месте. Однако могут возникать отклонения в местоположении печатных меток 39 относительно их заданного положения на трубчатой оправке 6, которые должны определяться выше упомянутым распознающим печатные метки устройством.
Длина снятого с подающего устройства 37 и намотанного отрезка полосы 2 пленки функционально зависит непосредственно от действительного или эффективного обхвата трубчатой оправки 6. Как показано на фиг.4, рабочий диаметр или обхват трубчатой оправки 6 с регулируемым поперечным сечением регулируется устройством управления или системой автоматического регулирования на основе распознавания печатных меток таким образом, что при каждом повороте трубчатой оправки 6 может наматываться увеличенный или уменьшенный отрезок полосы 2 пленки. Такая адаптация отрезков может проводиться так, что упомянутые выше отклонения устраняются, и печатные метки 39 находятся в своих заданных положениях. Тем самым обеспечивается точное расположение печатных узоров на упаковочных пакетах 1,1′ (фиг.1, 2).






Пакеты изготавливают из полосы пленки с двумя противоположными продольными кромками, которую наматывают вокруг формующей оправки с образованием спирали так, что продольные кромки пленки примыкают друг к другу, стягивают спираль с оправки до тех пор, пока не освободятся образованный продольными кромками и проходящий в окружном направлении вдоль дуги в 180° вокруг спирали первый шовный участок, а также расположенный напротив него первый участок пленки. Затем спираль сдавливают в области первого шовного участка, при этом этот участок запечатывают с первым участком с образованием первого запечатывающего шва, стягивают спираль с оправки до тех пор, пока не освободятся образованный продольными кромками, проходящий в окружном направлении вдоль дуги в 180° вокруг спирали и примыкающий к первому шовному участку второй шовный участок, а также расположенный напротив второго шовного участка второй участок пленки и сдавливают спираль в области второго шовного участка. При этом второй шовный участок запечатывают со вторым участком с образованием пересекающего первый запечатывающий шов второго запечатывающего шва. Устройство для осуществления способа содержит формующую оправку, устройство подачи полосы пленки с продольными кромками, устройство управления формированием спирали из пленки при наматывании ее на оправку так, что продольные кромки примыкают друг к другу, а также установленное в области расположенного на выходной стороне конца оправки запечатывающее устройство для запечатывания спирали при формировании пакетов. Причем запечатывающее устройство выполнено с возможностью запечатывания первого шовного участка, образованного продольными кромками и проходящего в окружном направлении вдоль дуги в 180° вокруг спирали, с расположенным напротив первого шовного участка первым участком пленки, а также примыкающего к первому шовному участку второго шовного участка, образованного продольными кромками и проходящего в окружном направлении вдоль дуги в 180° вокруг спирали, с расположенным напротив второго шовного участка вторым участком пленки. Группа изобретений обеспечивает повышение качества изготовления и надежности. 2 н. и 19 з.п. ф-лы, 9 ил.
1. Способ изготовления упаковочных пакетов (1, 1′), имеющих треугольную конфигурацию, из полосы (2) пленки с двумя противоположными продольными кромками (3, 4), включающий в себя следующие этапы, на которых:
- наматывают полосу (2) пленки вокруг формующей оправки (5) с образованием спирали (5) из пленки так, что продольные кромки (3, 4) пленки примыкают друг к другу;
- стягивают спираль (5) из пленки с формующей оправки до тех пор, пока не освободятся образованный продольными кромками (3, 4) и проходящий в окружном направлении вдоль дуги в 180° вокруг спирали (5) из пленки первый шовный участок (7), а также расположенный напротив первого шовного участка (7) первый участок (8) пленки;
- сдавливают спираль (5) из пленки в области первого шовного участка (7), при этом первый шовный участок (7) запечатывают с первым участком (8) пленки с образованием первого запечатывающего шва (9, 9′);
- стягивают спираль (5) из пленки с формующей оправки до тех пор, пока не освободятся образованный продольными кромками (3, 4), проходящий в окружном направлении вдоль дуги в 180° вокруг спирали (5) из пленки и примыкающий к первому шовному участку (7) второй шовный участок (10), а также расположенный напротив второго шовного участка (10) второй участок (11) пленки;
- сдавливают спираль (5) из пленки в области второго шовного участка (10), при этом второй шовный участок (10) запечатывают со вторым участком (11) пленки с образованием пересекающего первый запечатывающий шов (9, 9′) второго запечатывающего шва (12, 12′).
2. Способ по п.1, отличающийся тем, что спираль (5) из пленки поворачивают на 180° относительно ее продольной оси между этапом запечатывания первого шовного участка (7) и этапом запечатывания второго шовного участка (10).
3. Способ по п.2, отличающийся тем, что получают упаковочный пакет (1, 1′), имеющий среднюю длину (l); формующую оправку поворачивают вместе со спиралью (5) из пленки на 180° и в процессе этого их аксиально перемещают, в частности, из исходного положения на среднюю длину (l); спираль (5) из пленки удерживают в этом повернутом и, в частности, аксиально смещенном состоянии, а затем формующую оправку и спираль (5) из пленки аксиально перемещают относительно друг друга таким образом, что спираль (5) из пленки аксиально стягивается с формующей оправки на среднюю длину (l).
4. Способ по п.2 или 3, отличающийся тем, что формующую оправку располагают наклонно относительно горизонтальной плоскости под углом наклона (α) так, что первый или второй участки (7, 10) шва при запечатывании расположены горизонтально.
5. Способ по п.1, отличающийся тем, что формующая оправка выполнена в виде трубчатой оправки (6), при этом наполнение упаковочного пакета (1, 1′) перед закрыванием второго запечатывающего шва (12, 12′) производят через трубчатую оправку (6).
6. Способ по п.1, отличающийся тем, что формующая оправка выполнена в виде радиально расширяющейся трубчатой оправки (6), образованной, в частности, из радиально перемещающихся сегментов (24), при этом во время наматывания спирали (5) регулируют или изменяют рабочий диаметр трубчатой оправки (6) для достижения желаемой формы спирали.
7. Способ по п.1, отличающийся тем, что для образования спирали (5) из пленки продольные кромки (3, 4) полосы (2) пленки скрепляют вместе на формующей оправке, в частности, прочно скрепляют внахлестку.
8. Способ по п.1, отличающийся тем, что на первом или втором шовных участках (7, 10) выполняют перфорацию (13) между примыкающими запечатывающими швами (9, 12′, 9′, 12) для образования состоящей из нескольких упаковочных пакетов (1, 1′) цепной упаковки.
9. Способ по п.1, отличающийся тем, что на первом или на втором шовных участках (7, 10) производят разделительную резку вдоль линии реза (14) между примыкающими запечатывающими швами (9, 12′, 9′, 12) для образования отдельных упаковочных пакетов (1, 1′).
10. Устройство для изготовления упаковочных пакетов (1, 1′), имеющих треугольную конфигурацию, способом по любому из пп.1-9, содержащее формующую оправку, устройство (37) подачи полосы (2) пленки с продольными кромками (3, 4), устройство (16) управления формированием спирали (5) из пленки при наматывании полосы (2) пленки на формующую оправку таким образом, что продольные кромки (2, 3) примыкают друг к другу, а также установленное в области расположенного на выходной стороне конца (17) формующей оправки запечатывающее устройство (18) для запечатывания спирали (5) из пленки при формировании упаковочных пакетов (1, 1′), причем запечатывающее устройство (18) выполнено с возможностью запечатывания первого шовного участка (7), образованного продольными кромками (3, 4) и проходящего в окружном направлении вдоль дуги в 180° вокруг спирали (5) из пленки, с расположенным напротив первого шовного участка (7) первым участком (8) пленки, а также примыкающего к первому шовному участку (7) второго шовного участка (10), образованного продольными кромками (3, 4) и проходящего в окружном направлении вдоль дуги в 180° вокруг спирали (5) из пленки, с расположенным напротив второго шовного участка (10) вторым участком (11) пленки.
11. Устройство по п.10, отличающееся тем, что устройство (37) подачи полосы (2) пленки жестко закреплено, а формующая оправка для образования спирали (5) из пленки выполнена с возможностью вращения вокруг продольной оси (15) и установлена с возможностью аксиального перемещения в направлении продольной оси (15).
12. Устройство по п.10 или 11, отличающееся тем, что спираль (5) из пленки имеет шаг (а), при этом устройство (16) управления выполнено таким образом, что устройство (37) подачи полосы пленки и формующая оправка вместе со спиралью (5) из пленки аксиально перемещаются относительно друг друга на половину шага спирали (а) при повороте из исходного положения на 180°.
13. Устройство по п.12, отличающееся тем, что устройство (16) управления образовано винтовой поверхностью (19) и прилегающей к ней направляющей оправкой (20).
14. Устройство по п.10, отличающееся тем, что спираль (5) из пленки имеет угол подъема (β), а формующая оправка расположена наклонно относительно горизонтальной плоскости под углом наклона (α), причем угол наклона (α) равен углу подъема (β).
15. Устройство по п.14, отличающееся тем, что запечатывающее устройство (18) расположено горизонтально.
16. Устройство по п.10, отличающееся тем, что со стороны запечатывающего устройства (18), удаленной от расположенного на выходной стороне конца (17) формующей оправки, расположено опорное устройство для запечатанной пленочной полосы (2), в частности, в форме направляющей трубы (21).
17. Устройство по п.10, отличающееся тем, что со стороны запечатывающего устройства (18), удаленной от расположенного на выходной стороне конца (17) формующей оправки, расположено устройство для удерживания запечатанной полосы (2) пленки, в частности, в форме зажимов (22).
18. Устройство по п.10, отличающееся тем, что формующая оправка выполнена в виде трубчатой оправки (6), внутри которой расположена наполняющая трубка (23) для наполнения упаковочного пакета (1, 1′) через трубчатую оправку (6).
19. Устройство по п.10, отличающееся тем, что формующая оправка выполнена в виде радиально расширяющейся трубчатой оправки (6), в частности, состоящей из радиально перемещающихся сегментов (24).
20. Устройство по п.10, отличающееся тем, что с внешней стороны формующей оправки радиально расположено скрепляющее устройство (25) для фиксирования полосы (2) пленки в форме спирали (5) из пленки.
21. Устройство по п.10, отличающееся тем, что в области выходного конца (17) формующей оправки расположено устройство (38) для растягивания спирали (5) из пленки.
| Выгрузной бункер с разделителем потока сыпучих материалов | 2022 |
|
RU2793477C1 |
| DE 29503127 U1, 20.06,1996 | |||
| Устройство для изготовления пакетов с плоским дном из ленточного термосклеивающегося материала | 1976 |
|
SU655597A1 |

