Настоящее изобретение относится к способу нанесения термоплавкого клея на склеиваемые или приклеиваемые поверхности крепежных элементов, а также к устройству для осуществления этого способа.
Настоящее изобретение относится, в частности, к нанесению высокоактивных термоплавких клеев, которые при температуре до 50°С образуют износостойкие и неклейкие покрытия и которые для создания долговременного клеевого соединения можно реактивировать путем подвода к ним тепловой или иной энергии. Нанесенный на конструктивный или несущий элемент клеевой слой должен при этом оставаться абсолютно не липким до момента создания клеевого соединения и должен проявлять свойственную клею адгезионную способность лишь в результате реактивирования клея по месту создания клеевого соединения.
Из публикации WO 98/18612 уже известно нанесение на склеиваемые или приклеиваемые поверхности крепежных элементов термоплавкого клея в виде готовой смеси в твердом, предпочтительно порошкообразном, состоянии, который затем подвергают достаточному для прилипания или приплавления клея к снабженной им поверхности тепловому воздействию с одновременным приложением прижимного усилия. Согласно указанной публикации склеиваемую или приклеиваемую поверхность полностью покрывают равномерным тонким клеевым слоем, получаемым путем надавливания на клей пуансоном со строго параллельной покрываемой клеем поверхности рабочей поверхностью. Подобный способ предназначен преимущественно для нанесения небольших количеств клея, например, в лабораторных условиях, и лишь на ровные склеиваемые или приклеиваемые поверхности простой геометрической формы, например на шляпки крепежных штырей.
В основу настоящего изобретения была положена задача расширить возможности такого известного способа приплавления термоплавкого клея к покрываемой им поверхности, сделав его пригодным для нанесения термоплавкого клея и на крепежные элементы со склеиваемыми или приклеиваемыми поверхностями более сложной формы, и полностью автоматизировать его, а также разработать соответствующее устройство для осуществления этого способа, которое позволяло бы равномерно наносить термоплавкий клей и на крепежные элементы с неровными склеиваемыми или приклеиваемыми поверхностями.
Указанная задача решается согласно изобретению с помощью заявленного в п.1 формулы изобретения способа, заключающегося в основном в том, что сначала порошковым клеем заполняют предусмотренные в рабочей плите углубления, контуры которых соответствуют контурам склеиваемой или приклеиваемой поверхности крепежного элемента, с последующим сравниванием порошкового клея до слоя требуемой толщины, после чего крепежный элемент после его предварительного нагрева на позиции нагрева до необходимой для прилипания или приплавления к нему термоплавкого клея температуры помещают в положение, в котором его склеиваемые или приклеиваемые поверхности располагаются над заполненными порошковым клеем углублениями в рабочей плите, и затем порошковый клей снизу прижимают к склеиваемым или приклеиваемым поверхностям крепежного элемента пуансонами, форма поперечного сечения которых согласована с формой поперечного сечения углублений в рабочей плите и верхние рабочие поверхности которых по своей конфигурации точно согласованы с конфигурацией склеиваемых или приклеиваемых поверхностей крепежного элемента.
Устройство для осуществления предлагаемого в изобретении способа заявлено в п.2 формулы изобретения и отличается тем, что оно содержит рабочую плиту с углублениями, контуры которых соответствуют контурам склеиваемой или приклеиваемой поверхности крепежного элемента и нижние или донные поверхности которых образованы верхними рабочими поверхностями пуансонов, которые выполнены с возможностью направленного перемещения своими боковыми стенками в углублениях в рабочей плите и верхние рабочие поверхности которых по своей конфигурации точно согласованы с конфигурацией склеиваемых или приклеиваемых поверхностей крепежного элемента, расположенную на рабочей плите сбоку от углублений в ней, содержащую порошковый клей для заполнения им углублений в рабочей плите емкость, выполненную с возможностью направленного перемещения в горизонтальном направлении со скольжением ее боковых краев по рабочей плите вровень с ее поверхностью, расположенные по другую сторону от углублений в рабочей плите салазки, которые также выполнены с возможностью направленного перемещения по ней в горизонтальном направлении и служат опорой для помещаемого на них или в них крепежного элемента и в которых предусмотрены сквозные отверстия под выдвигающиеся вверх из рабочей плиты пуансоны, расположенный над углублениями в рабочей плите вертикально перемещаемый нажимной пуансон с прижимной плитой, опускаемой на крепежный элемент, и расположенную на удалении от салазок позицию нагрева крепежных элементов перед их помещением в положение над углублениями в рабочей плите до необходимой для прилипания или приплавления к ним термоплавкого клея температуры.
В качестве порошкового клея может использоваться любой клей, имеющий в исходном состоянии форму порошка, частицы которого при приложении давления слипаются и прилипают к поверхности. В частности, могут использоваться порошковые клеи на основе эпоксидных смол, раскрытые, например, в DE 3938376 А1, или порошковые клеи на основе полиуретана.
Другие отличительные признаки изобретения представлены в зависимых пунктах формулы изобретения и более подробно рассмотрены ниже на примере некоторых вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
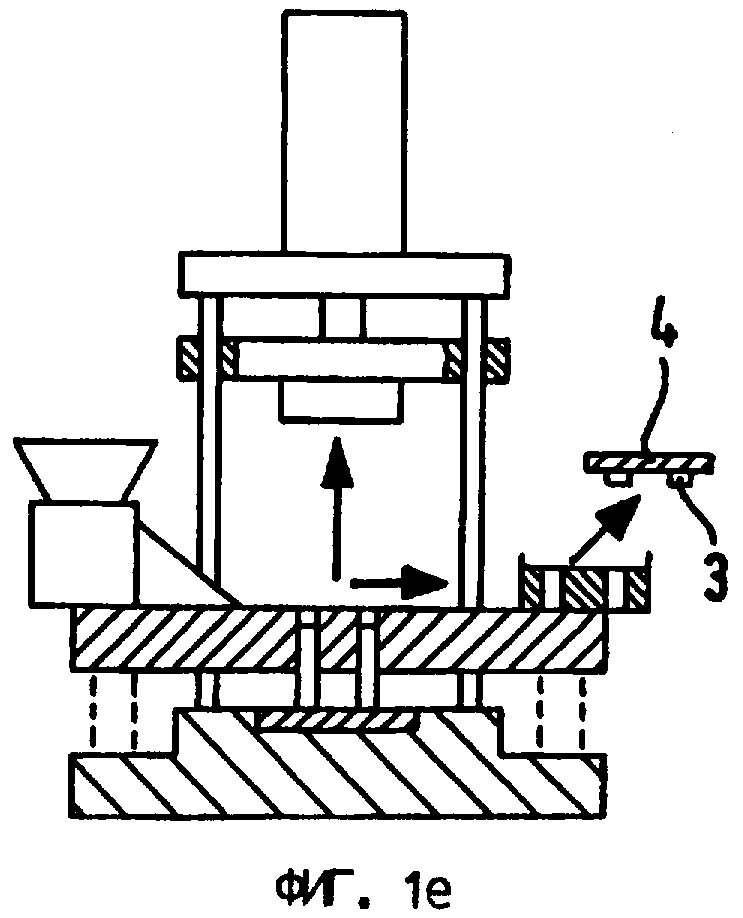
на фиг.1a-1e - схематичный вид устройства для осуществления предлагаемого в изобретении способа на его различных последовательно выполняемых стадиях,
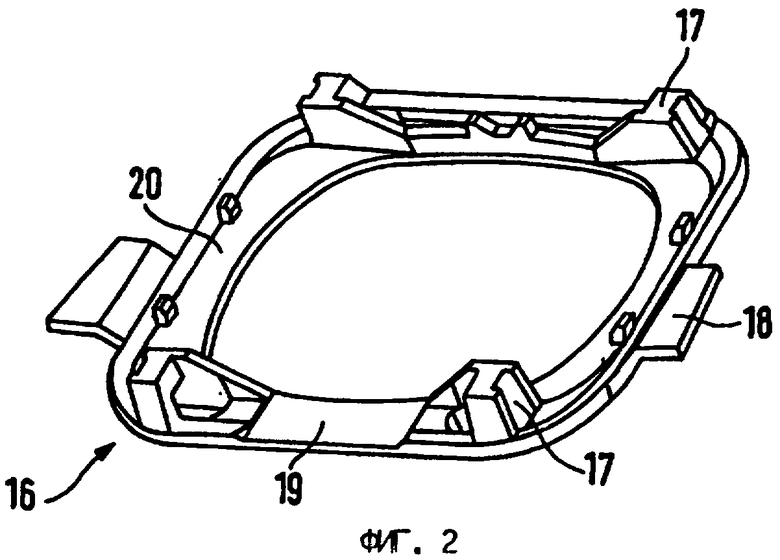
на фиг.2 - вид в аксонометрии держателя датчиков дождя, на который предлагаемым в изобретении способом нанесен термоплавкий клей и который предназначен для приклеивания к криволинейной поверхности ветрового стекла автомобиля,
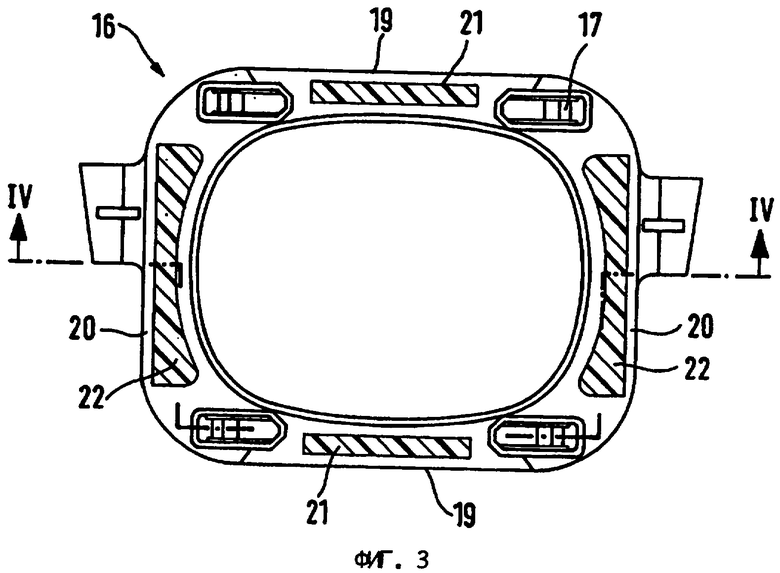
на фиг.3 - вид снизу держателя датчиков дождя со стороны его приклеиваемых поверхностей,
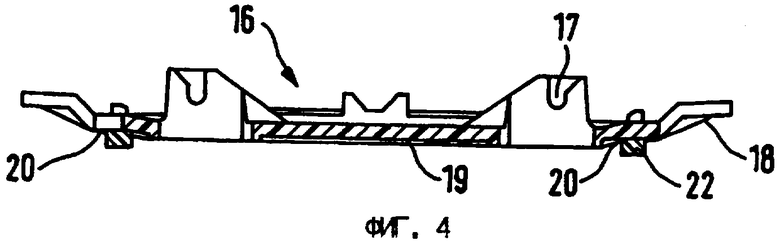
на фиг.4 - вид в разрезе держателя датчиков дождя плоскостью IV-IV по фиг.3,
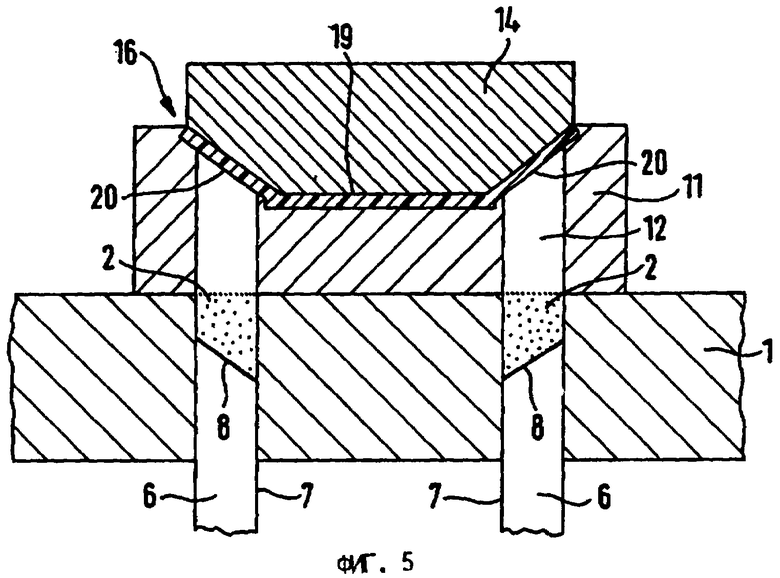
на фиг.5 - схематичный вид в разрезе рабочей плиты, салазок с помещенным в них держателем, показанным на фиг.4, и заполненного термоплавким клеем углубления до подъема пуансонов,
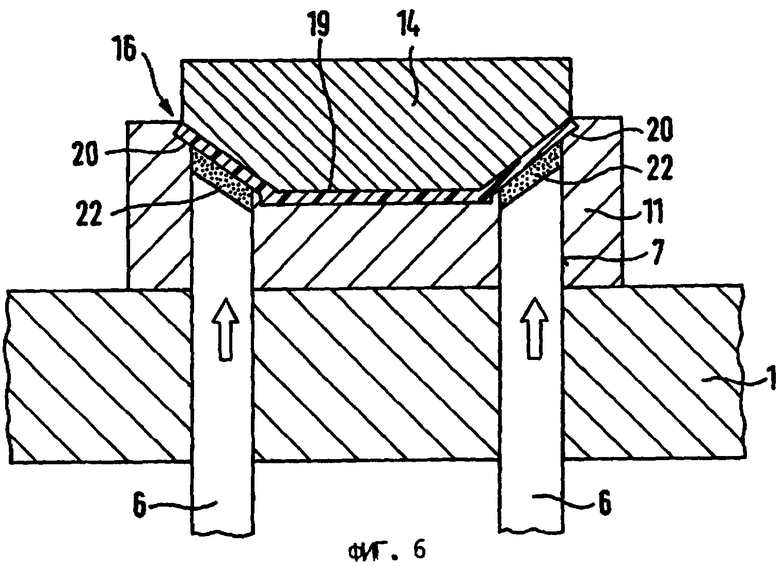
на фиг.6 - тот же, что и на фиг.5, вид после подъема пуансонов,
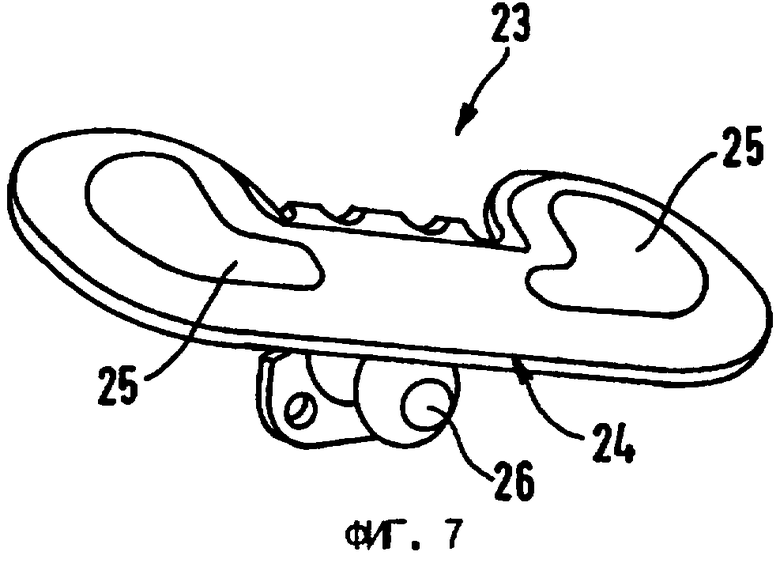
на фиг.7 - вид в аксонометрии держателя с шаровой цапфой, предназначенного для приклеивания к криволинейной поверхности заднего стекла автомобиля,
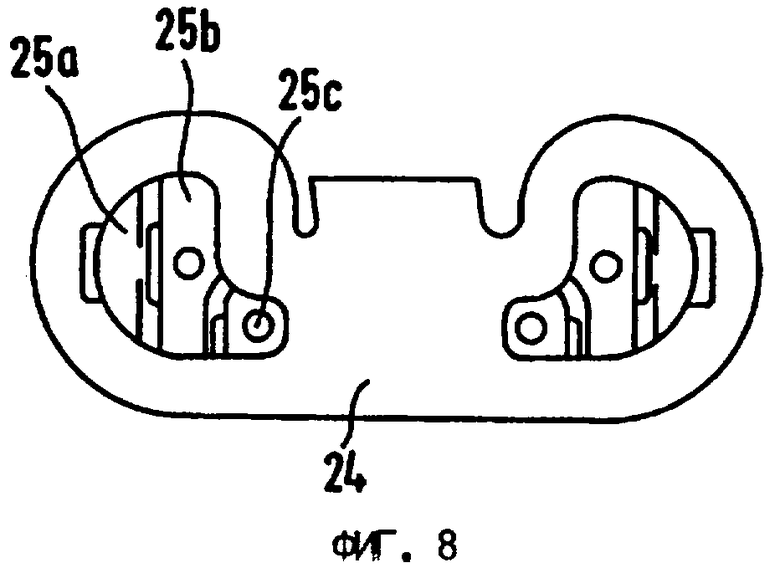
на фиг.8 - вид снизу изображенного на фиг.7 держателя с двумя широкими приклеиваемыми поверхностями,
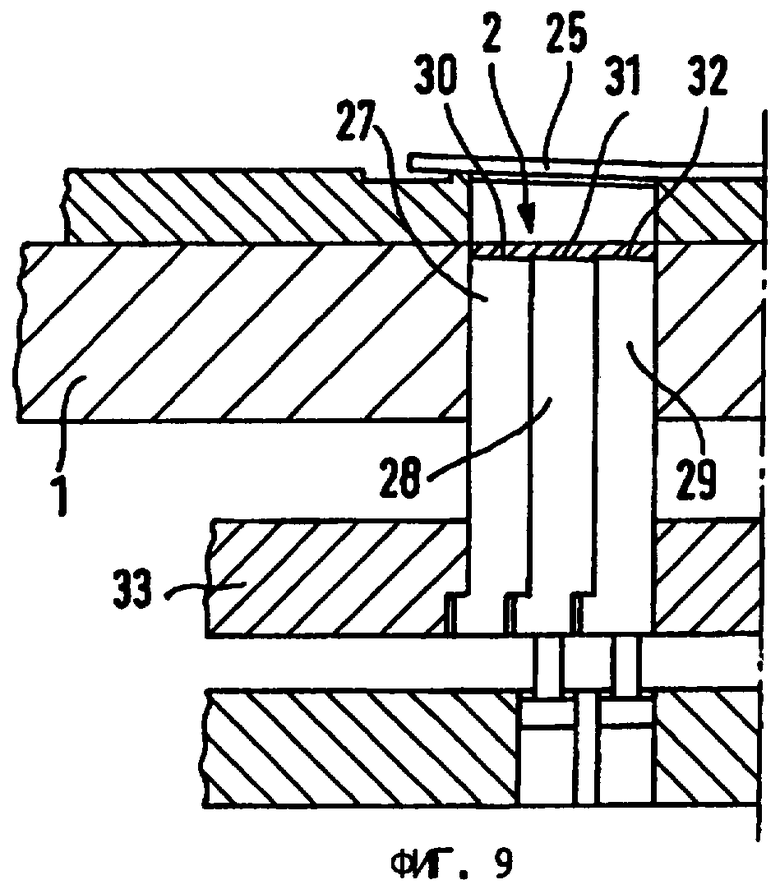
на фиг.9 - схематичный вид в разрезе рабочей плиты, салазок с помещенным на них держателем и заполненного термоплавким клеем углубления с тремя параллельно перемещаемыми в нем пуансонами до их подъема и
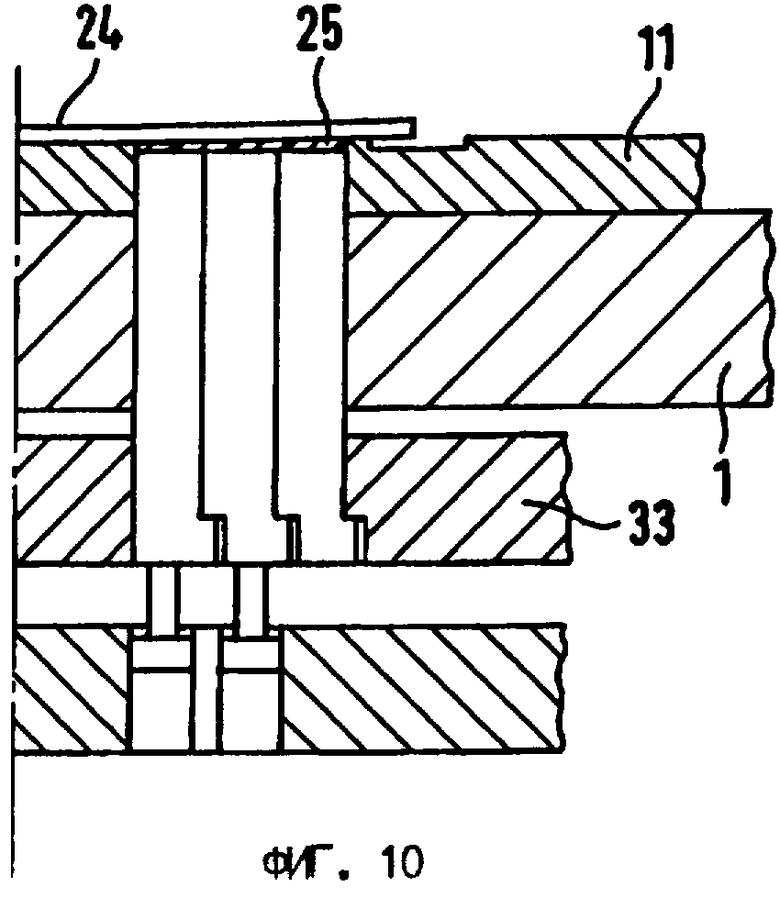
на фиг.10 - тот же, что и на фиг.9, вид после подъема пуансонов.
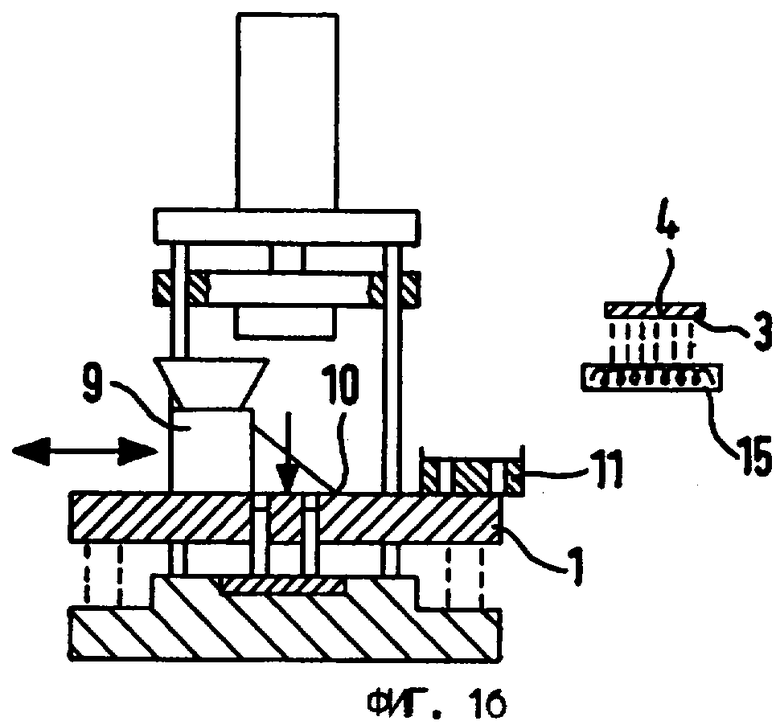
Показанное на фиг.1 устройство предназначено для нанесения термоплавкого клея на склеиваемые или приклеиваемые поверхности крепежных, опорных или удерживающих элементов предлагаемым в изобретении способом. Это устройство имеет рабочую плиту 1 с углублениями 2, контуры которых соответствуют контурам склеиваемой или приклеиваемой поверхности 3 крепежного элемента 4. Донные или нижние поверхности 5 таких углублений 2 образованы при этом верхними рабочими поверхностями пуансонов 6, выполненных с возможностью направленного перемещения своими боковыми стенками 7 в углублениях 2. Верхние рабочие поверхности 8 пуансонов 6 по своей конфигурации точно согласованы с конфигурацией склеиваемых или приклеиваемых поверхностей 3 крепежного элемента 4, т.е. они не только согласованы с контурами склеиваемых или приклеиваемых поверхностей 3, но и выполнены строго параллельными им.
Сбоку на рабочей плите 1 рядом с углублениями 2 расположена емкость 9 с порошковым клеем, которым заполняются углубления 2 в рабочей плите. Емкость 9 выполнена с возможностью направленного перемещения в горизонтальном направлении по рабочей плите 1, при котором боковые края 10 емкости 9 скользят по рабочей плите 1 вровень с ее поверхностью.
По другую сторону от углублений 2 расположены далее салазки 11, которые служат опорой для помещаемого на них или в них крепежного, опорного или удерживающего элемента 4 и которые также выполнены с возможностью направленного перемещения по рабочей плите 1 в направлении углублений 2. Верхняя сторона салазок 11 при этом по своей конфигурации точно согласована с конфигурацией склеиваемых или приклеиваемых поверхностей 3 крепежного элемента 4. В салазках 11 предусмотрены сквозные отверстия 12 под выдвигающиеся вверх из рабочей плиты 1 пуансоны 6, с формой боковых стенок 7 которых также точно согласованы по своей форме внутренние стенки этих сквозных отверстий.
Над углублениями 2 расположена вертикально перемещаемая нажимным пуансоном 13 прижимная плита 14, опускаемая на вложенный в салазки 11 крепежный элемент 4. Помимо этого на некотором удалении от салазок 11 расположена позиция 15 нагрева, на которой крепежные элементы 4 перед их помещением в положение над углублениями 2 нагреваются до необходимой для приплавления к ним термоплавкого клея температуры.
Ниже со ссылкой на фиг.1а)-1е) более подробно описан процесс нанесения термоплавкого клея на склеиваемые или приклеиваемые поверхности 3 крепежных элементов 4.
В показанный на фиг.1а момент емкость 9 с порошковым клеем и салазки 11 находятся в исходном положении на рабочей плите 1 сбоку от углублений 2 в ней, прижимная плита 14 находится в своем отведенном верхнем положении, а пуансоны 6 своими верхними поверхностями 8 расположены ниже уровня поверхности рабочей плиты 1.
В показанный на фиг.1б момент крепежный элемент 4 находится на расположенной на некотором удалении от салазок 11 позиции 15 нагрева, где он нагревается до необходимой для приплавления к нему термоплавкого клея температуры. Одновременно с этим емкость 9 с порошковым клеем перемещается вправо в плоскости чертежа в обозначенном стрелкой направлении над углублениями 2 для их заполнения порошковым клеем. После заполнения углублений 2 порошковым клеем емкость 9 отводится назад в свое исходное положение, в ходе чего ее боковые края 10 скользят по рабочей плите 1 вровень с ее поверхностью и таким путем сгребают возможный излишек порошкового клея, оставляя углубления 2 заполненными порошковым клеем до требуемого уровня.
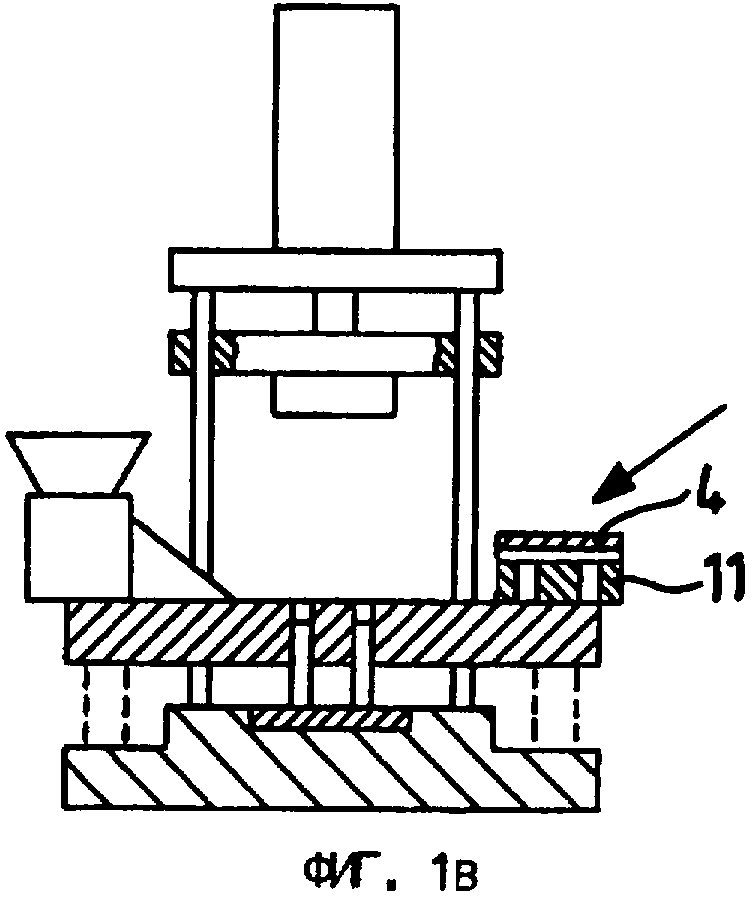
В показанный на фиг.1в момент предварительно нагретый до необходимой температуры крепежный элемент 4 помещается на расположенные сбоку от углублений 2 салазки 11, верхняя сторона которых по своей конфигурации точно согласована с конфигурацией склеиваемой или приклеиваемой поверхности 3 крепежного элемента.
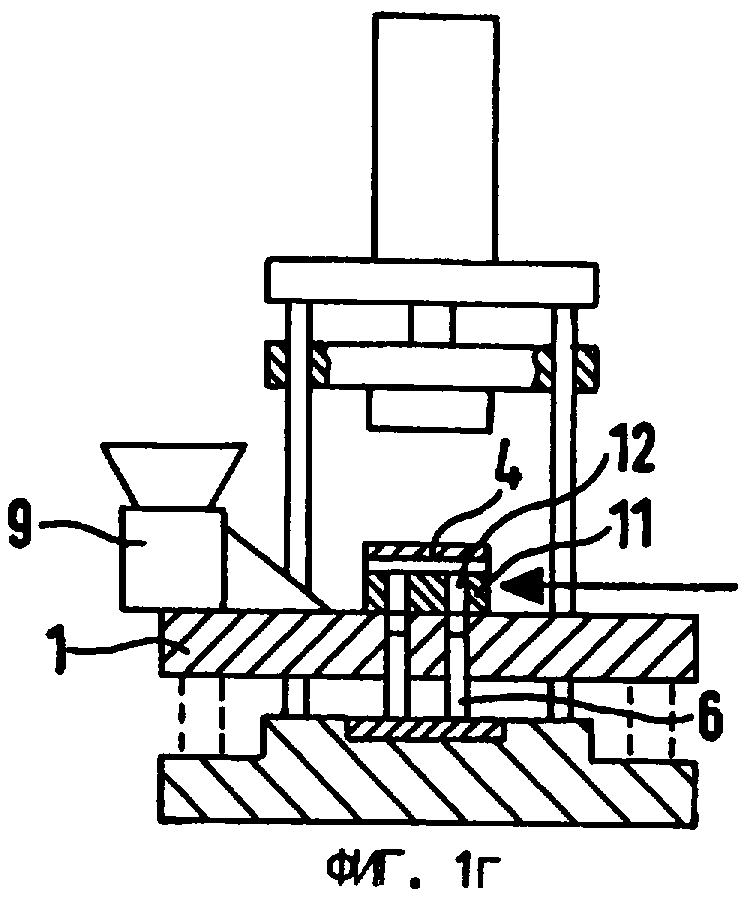
В показанный на фиг.1г момент салазки 11 с помещенным на них крепежным элементом 4 перемещаются в положение над углублениями 2, в котором сквозные отверстия 12 располагаются на одной линии с пуансонами 6.
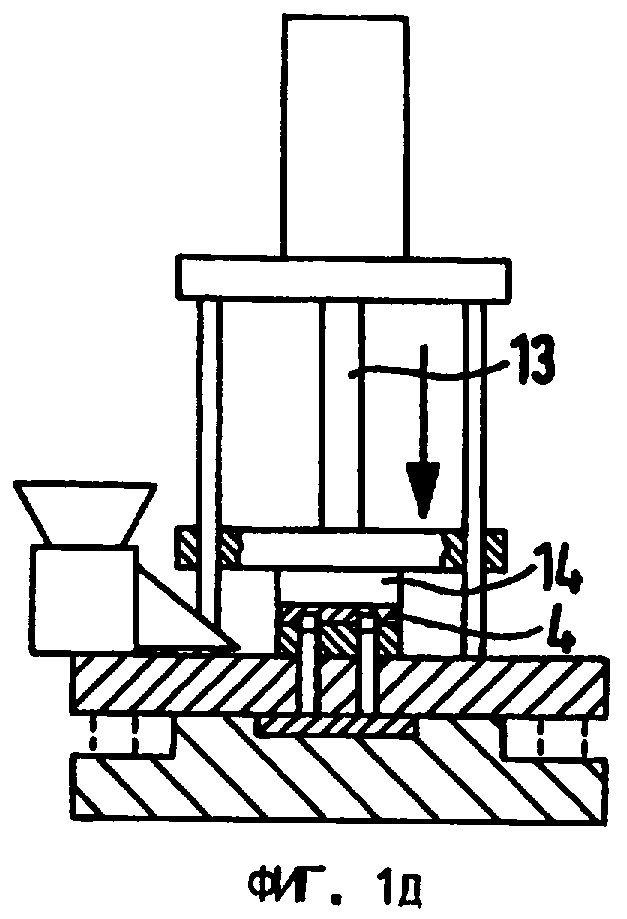
В показанный на фиг.1д момент прижимная плита 14 опускается на крепежный элемент 4. Одновременно с этим пуансоны 6 выдвигаются из своего нижнего положения вверх через сквозные отверстия 12 в салазках 11 и прижимают находящийся в углублениях 2 порошковый клей к нижней стороне нагретого крепежного элемента 4.
В показанный на фиг.1е момент после достаточного для приплавления клея теплового воздействия на предварительно нагретый на позиции 15 нагрева крепежный элемент 4 прижимная плита 14 отводится назад в ее верхнее положение, а салазки 11 отводятся вбок в их исходное положение. После этого крепежный элемент 4 с нанесенным на него клеем можно снять с салазок 11 и направить на хранение в не показанную на чертеже емкость.
На фиг.2-4 показан крепежный элемент, представляющий собой приклеиваемый к криволинейной поверхности ветрового стекла автомобиля держатель датчиков дождя. Такой держатель имеет форму прямоугольной рамки 16, в четырех углах которой сформовано по месту 17 крепления не показанных на чертеже датчиков дождя и которая имеет две выступающие с боков с противоположных сторон лапки 18 для захвата рамки 16. С нижней стороны рамки 16 на ее длинных сторонах 19 и коротких сторонах 20 предусмотрены продолговатые приклеиваемые поверхности 21 и 22 с тонким слоем нанесенного на них предлагаемым в изобретении способом термоплавкого клея.
На фиг.5 схематично показана находящаяся на салазках 11 рамка 16, в виде которой выполнен изображенный на фиг.2-4 держатель датчиков дождя и которая имеет горизонтальные длинные стороны 19 и расположенные под углом к ним короткие стороны 20, находящиеся над углублениями 2 в рабочей плите, соответственно над сквозными отверстиями 12 в салазках 11 и прижатые к ним сверху прижимной плитой 14. Ограниченные снизу верхними поверхностями 8 пуансонов 6 углубления 2 при этом предварительно были заполнены порошковым клеем из содержащей его емкости 9, сровненным затем боковым краем 10 емкости 9 до уровня поверхности рабочей плиты 1.
На фиг.6 приведено аналогичное показанному на фиг.5 схематичное изображение, но в момент, в который порошковый клей после подъема пуансонов 6 спрессовывается ими и плоскопараллельно прижимается ими к приклеиваемым поверхностям 22 на коротких сторонах 20 рамки до тех пор, пока в результате контакта с предварительно нагретой рамкой 16 порошковый клей не расплавится и не приплавится к приклеиваемым поверхностям 22 при одновременном действии создаваемого пуансонами 6 прижимного усилия.
На фиг.7-10 показан имеющий иное исполнение держатель с шаровой цапфой 26, предназначенный для приклеивания к криволинейной поверхности заднего стекла автомобиля. Шаровая цапфа 26 служит при этом опорой для газонаполненного упора, который другим своим концом опирается на раму заднего стекла и который после шарнирного поворота заднего стекла вверх удерживает его в открытом или поднятом положении. Такой держатель выполнен в виде почкообразной опорной пластины 23 с расположенной на примыкающей под углом к ее центральной плоской части 24 уголковой части шаровой цапфой 26 и с расположенными на противоположных концевых частях покрытыми порошковым клеем широкими приклеиваемыми поверхностями 25. Эти приклеиваемые поверхности наклонены к центральной плоской части 24 пластины под небольшим углом и по своей форме согласованы с формой наклоненной под таким же углом поверхности заднего стекла автомобиля.
Из схематично показанного на фиг.9 и 10 разреза рабочей пластины 1 следует, что донная поверхность 5 каждого из углублений 2 образована в рассматриваемом варианте верхними рабочими поверхностями трех перемещаемых друг относительно друга пуансонов 27, 28 и 29, которые удерживаются соответствующей опорной плитой 33. Верхние поверхности 30, 31 и 32 каждого из пуансонов 27, 28 и 29 соответственно по своей конфигурации при этом точно согласованы с конфигурацией отдельных частей 25а, 25b и 25с приклеиваемых поверхностей 25 держателя.
В показанном на фиг.9 исходном положении верхние поверхности 30, 31 и 32 пуансонов 27, 28 и 29 соответственно образуют три ступенчато расположенные друг относительно друга плоскости, при этом верхние края каждой из верхних поверхностей пуансонов расположены на одном уровне. Благодаря этому в исходном положении пуансонов 27, 28 и 29 толщина слоя засыпанного в соответствующее углубление в рабочей плите порошкового клея лишь незначительно варьируется по их ширине.
На фиг.10 показан аналогичный изображенному на фиг.9 разрез, но после перемещения пуансонов 27, 28 и 29 в поднятое положение. При этом различия в уровне расположения верхних поверхностей 30, 31 и 32 пуансонов компенсируются за счет небольшого перемещения пуансонов друг относительно друга до тех пор, пока все эти верхние поверхности при их прилегании к отдельным частям 25а, 25b и 25с приклеиваемой поверхности не окажутся в одной плоскости, что обеспечивает нанесение на приклеиваемую поверхность 25 держателя порошкового клея спрессованным до равномерной толщины слоем.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОПЛОВОЕ УСТРОЙСТВО ДЛЯ УСТРОЙСТВА НАНЕСЕНИЯ ОКАНТОВОЧНОЙ ЛЕНТЫ И УСТРОЙСТВО НАНЕСЕНИЯ ОКАНТОВОЧНОЙ ЛЕНТЫ | 2012 |
|
RU2607111C2 |
| УСТРОЙСТВО ДЛЯ РЕМОНТА ПОВРЕЖДЕННОГО МЕСТА НА РАСПОЛОЖЕННОМ ПОД ВОДОЙ УЧАСТКЕ СТЕНКИ РЕЗЕРВУАРА ИЛИ БАССЕЙНА | 2009 |
|
RU2438199C1 |
| УСТРОЙСТВО ДЛЯ СКЛЕИВАНИЯ ДВУХ ПОЛОТЕН УПАКОВОЧНОГО МАТЕРИАЛА | 2003 |
|
RU2306251C2 |
| НАТЯГИВАЕМЫЙ ПРЕДМЕТ ОДЕЖДЫ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2011 |
|
RU2582444C2 |
| МАНИПУЛЯЦИОННЫЙ МОДУЛЬ ДЛЯ МАНИПУЛЯЦИИ С АВТОМОБИЛЬНЫМИ КОЛЕСАМИ | 2012 |
|
RU2599008C2 |
| САМОПРИЛИПАЮЩЕЕ АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 1995 |
|
RU2155020C2 |
| Устройство для склеивания деталей | 1989 |
|
SU1700293A1 |
| ДЕРЖАТЕЛЬ СБОРНЫХ ШИН | 2005 |
|
RU2307436C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНО-РЕЛЬЕФНОГО ДЕКОРАТИВНОГО ПОКРЫТИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2233749C2 |
| КРЕПЕЖНОЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2005 |
|
RU2384761C2 |
Изобретение относится к способу нанесения термоплавкого клея на склеиваемые или приклеиваемые поверхности крепежных элементов и устройству для осуществления этого способа. Устройство имеет рабочую плиту с углублениями, нижние или донные поверхности которых образованы верхними рабочими поверхностями пуансонов, направленно перемещаемых своими боковыми стенками в углублениях в рабочей плите. На рабочей плите сбоку от углублений расположена перемещаемая емкость, содержащая порошковый клей для заполнения им углублений в рабочей плите. При перемещении емкости ее боковые края скользят по рабочей плите вровень с ее поверхностью. По другую сторону от углублений в рабочей плите расположены салазки, которые служат опорой для помещаемого в них крепежного элемента и в которых предусмотрены сквозные отверстия под выдвигающиеся вверх из рабочей плиты пуансоны. Над углублениями в рабочей плите расположен нажимной пуансон с прижимной плитой, опускаемой на крепежный элемент. На удалении от салазок расположена позиция нагрева крепежных элементов перед их помещением в положение над углублениями в рабочей плите до необходимой для прилипания или приплавления к ним термоплавкого клея температуры. Способ и устройство позволяют равномерно наносить термоплавкий клей, склеивать поверхности сложной формы и полностью автоматизировать процесс. 2 н. и 2 з.п. ф-лы, 14 ил.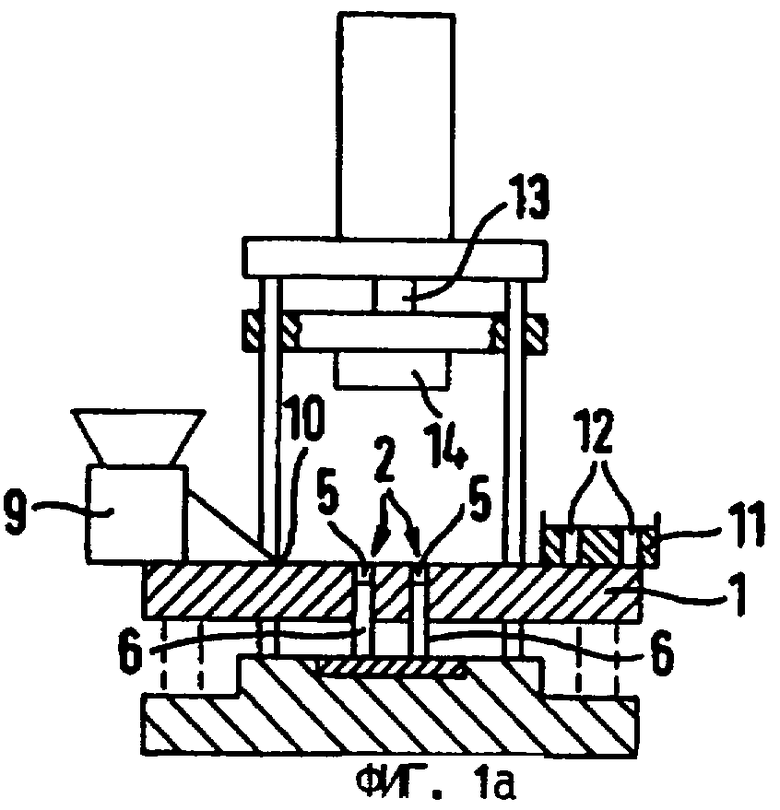
1. Способ нанесения термоплавкого клея на склеиваемые или приклеиваемые поверхности крепежных элементов, при осуществлении которого на склеиваемую или приклеиваемую поверхность крепежного элемента наносят термоплавкий клей в виде готовой смеси в порошкообразном состоянии и затем термоплавкий клей подвергают достаточному для его прилипания или приплавления к снабженной им поверхности тепловому воздействию с одновременным приложением прижимного усилия, отличающийся тем, что порошковым клеем заполняют предусмотренные в рабочей плите углубления, контуры которых соответствуют контурам склеиваемой или приклеиваемой поверхности крепежного элемента, с последующим сравниванием порошкового клея до слоя требуемой толщины, после чего крепежный элемент после его предварительного нагрева до необходимой для прилипания или приплавления к нему термоплавкого клея температуры помещают в положение, в котором его склеиваемые или приклеиваемые поверхности располагаются над заполненными порошком клея углублениями в рабочей плите, и затем порошковый клей снизу прижимают к склеиваемым или приклеиваемым поверхностям крепежного элемента пуансонами, форма поперечного сечения которых точно согласована с формой поперечного сечения углублений в рабочей плите и верхние рабочие поверхности которых по своей конфигурации точно согласованы с конфигурацией склеиваемых или приклеиваемых поверхностей крепежного элемента.
2. Устройство для осуществления способа по п.1, содержащее рабочую плиту (1) с углублениями (2), контуры которых соответствуют контурам склеиваемой или приклеиваемой поверхности (3) крепежного элемента (4), и нижние или донные поверхности (5) которых образованы верхними рабочими поверхностями пуансонов (6), выполненных с возможностью направленного перемещения своими боковыми стенками (7) в углублениях (2) в рабочей плите, и верхние рабочие поверхности (8) которых по своей конфигурации точно согласованы с конфигурацией склеиваемых или приклеиваемых поверхностей (3) крепежного элемента, расположенную сбоку на рабочей плите (1), содержащую порошковый клей для заполнения им углублений (2) в рабочей плите емкость (9), выполненную с возможностью направленного перемещения в горизонтальном направлении со скольжением ее боковых краев (10) по рабочей плите (1) вровень с ее поверхностью, расположенные по другую сторону от углублений (2) в рабочей плите салазки (11), которые также выполнены с возможностью направленного перемещения по ней в горизонтальном направлении и служат опорой для помещаемого на них или в них крепежного элемента (4), и в которых предусмотрены сквозные отверстия (12) под выдвигающиеся вверх из рабочей плиты (1) пуансоны (6), с формой боковых стенок (7) которых согласованы по своей форме внутренние стенки этих сквозных отверстий, расположенный над углублениями (2) в рабочей плите вертикально перемещаемый нажимной пуансон (13) с прижимной плитой (14), опускаемой на крепежный элемент (4), и расположенную на удалении от салазок (11) позицию (15) нагрева крепежных элементов (4) перед их помещением в положение над углублениями (2) в рабочей плите до необходимой для прилипания или приплавления к ним термоплавкого клея температуры.
3. Устройство по п.2 для нанесения термоплавкого клея на приклеиваемые поверхности крепежных элементов, каждый из которых выполнен в виде опорной пластины (23) с расположенными по обе стороны от ее центральной плоской части (24) покрываемыми термоплавким клеем приклеиваемыми поверхностями (25) большей ширины, которые по своим геометрическим параметрам отличаются от центральной плоской части (24) опорной пластины, отличающееся тем, что нижняя или донная поверхность (5) каждого из углублений (2) в рабочей плите образована верхними рабочими поверхностями двух или более перемещаемых относительно друг друга пуансонов (27, 28, 29), верхние рабочие поверхности (30, 31, 32) каждого из которых по своей конфигурации точно согласованы с конфигурацией соответствующих отдельных частей (25а, 25b, 25с) приклеиваемых поверхностей (25) крепежного элемента.
4. Устройство по п.2 или 3, отличающееся тем, что верхние стороны салазок (11) по своей конфигурации также точно согласованы с конфигурацией склеиваемых или приклеиваемых поверхностей (3; 21, 22; 25) крепежного элемента.
| US 6083558 04.07.2000 | |||
| Устройство для склеивания деталей | 1989 |
|
SU1700293A1 |
| GB 1215305 09.12.1970 | |||
| US 4822656 18.04.1989 | |||
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2032701C1 |

