Область техники, к которой относится изобретение
Изобретение относится к сопловому устройству для устройства нанесения окантовочной ленты для нагружения горячим воздухом не содержащей клея, активируемой теплом или покрытой термоплавким клеем окантовочной ленты или детали. Изобретение относится также к устройству для нанесения окантовочной ленты с сопловым устройством.
Уровень техники
Из уровня техники устройства для нанесения окантовочной ленты (часто называемые также кромкооблицовочными устройствами), с помощью которых окантовочные ленты могут наноситься на узкие стороны детали, известны в различных формах исполнения. Окантовочной ленты, которые часто называют также периферийными наклейками, могут содержать, например, с одной стороны активируемый теплом клей. Этот клей активируется в устройстве для нанесения окантовочной ленты посредством нагружении горячим воздухом или горячим газом, так что после нанесения и прижима окантовочной ленты на узкой стороне детали возникает неразъемное стыковочное соединение окантовочной ленты с этой узкой стороной. Частично окантовочные ленты сначала оснащаются с одной стороны клеем в устройстве для нанесения окантовочной ленты и в завершение неразъемно соединяются с узкой стороной детали, которая может представлять собой, в частности, деревянную деталь. Было установлено, что использование клеев при нанесении окантовочных лент на узкие стороны детали связано с некоторыми недостатками. Наряду с техническими трудностями процесса часто возникает проблема, выраженная в том, что после нанесения окантовочной ленты на деталь слой клея остается видимым наблюдателю и, таким образом, ухудшает картину визуального восприятия.
Для решения названных выше проблем разрабатывались не содержащие клея, активируемые теплом окантовочные ленты, которые могут активироваться, например, посредством нагружения светом лазера или плазменным методом. Эти окантовочные ленты состоят из двух слоев из различных - предпочтительно, коэкструдированных - полимеров. За счет нагружения светом лазера обращенный к узкой стороне детали слой полимера (коротко: функциональный слой) расплавляется и может склеиваться с узкой стороной. В противоположность этому слой полимера на видимой стороне (наружной стороне) окантовочной ленты под воздействие света лазера не изменяется. Так как оба полимерных слоя целесообразным образом не различаются по своей окраске, возникает бесшовная, единая картина визуального восприятия. Хотя лазерные установки для активации функционального слоя окантовочной ленты и обеспечивают высокую скорость работы, они являются, однако, относительно дорогими и высокозатратными в эксплуатации с точки зрения техники процесса. Уже известная из уровня техники возможность активации функционального слоя плазмой также является весьма затратной с точки зрения техники процесса и обеспечивает лишь сравнительно невысокую скорость работы. По этой причине в прошлом уже предпринимались определенные усилия к тому, чтобы нагружать и активировать функциональный слой окантовочной ленты с помощью соплового устройства находящимся под давлением горячим воздухом с температурой около 600°С. По сравнению с активацией лазером и плазмой такого рода способ действий более прост и рентабелен в технологии производства. Однако, скорости работы, которые могли быть достигнуты до настоящего времени, являются все еще неудовлетворительными. Так, для промышленного использования желательными являются рабочие скорости от 20 м/мин и более.
Раскрытие изобретения
Задачей настоящего изобретения является создание соплового устройства, а также устройства для нанесения окантовочной ленты названного выше типа, которые обеспечивают возможность эффективного нагрева и активации функционального слоя окантовочных лент или деталей, которые не содержат клея, могут активироваться теплом или оснащены с одной стороны покрытием из активируемого термоплавкого клея (плавящееся клеящее вещество), в результате чего могут достигаться высокие скорости работы.
В сопловом устройстве эта задача решается признаками пункта 1 формулы изобретения. В отношении устройства для нанесения окантовочной ленты эта задача решается с помощью устройства для нанесения окантовочной ленты с признаками пункта 12. Дополнительные пункты относятся к предпочтительным усовершенствованиям изобретения.
Соответствующее изобретению сопловое устройство содержит сопловый корпус с
- по меньшей мере, одним каналом впуска воздуха, который может подключаться к генератору горячего воздуха, так что во время работы устройства для нанесения окантовочной ленты к сопловому корпусу может подводиться находящийся под давлением горячий воздух,
- по меньшей мере, двумя группами отверстий для выхода воздуха, причем отверстия для выхода воздуха выполнены в вертикальном направлении расположенными на расстоянии друг от друга на обращенной к окантовочной ленте поверхности выхода воздуха соплового корпуса и соединены по потоку с, по меньшей мере, с одним каналом впуска воздуха, так что, по меньшей мере, две группы отверстий для выхода воздуха расположены на расстоянии друг от друга в направлении подачи окантовочной ленты и подводимый к сопловому корпусу горячий воздух может выходить из отверстий для выхода воздуха и нагружать активируемый теплом функциональный слой окантовочной ленты,
- запирающими элементами в количестве, соответствующем количеству групп отверстий для выхода воздуха, которые выполнены таким образом, что, по меньшей мере, некоторые из отверстий для выхода воздуха могут выборочно открываться или закрываться в зависимости от ширины подводимой окантовочной ленты.
Соответствующее изобретению сопловое устройство обеспечивает возможность эффективного нагрева и активации функционального слоя не содержащих клея, активируемых теплом окантовочных лент, которые состоят из (по меньшей мере) двух, предпочтительно, коэкструдированных слоев полимера, перед нанесением на узкую сторону детали. Также окантовочные ленты (или также детали), которые с одной стороны предварительно оснащены покрытием из термоплавкого клея, могут нагреваться весьма эффективным образом. Отверстия для выхода воздуха могут иметь, в частности, цилиндрическую форму и имеют, предпочтительно, диаметр около 1-1,5 мм и глубину в сопловом корпусе около 1,5 мм. За счет этого достигается, что подведенный во время эксплуатации к сопловому корпусу, находящийся под давлением горячий воздух, который имеет температуру приблизительно до 600°С, может точно вводиться в функциональный слой окантовочной ленты, так что последняя может быть эффективно расплавлена, прежде чем произойдет прилегание окантовочной ленты к узкой стороне детали, и неразъемно соединена с ней. Запирающие элементы обеспечивают возможность несложного согласования протекания потока горячего воздуха на различных ширинах подведено окантовочной ленты. Было установлено, что при исполнении базового корпуса с двумя группами отверстий для выхода воздуха, которые выполнены описанным выше образом, могут достигаться скорости подачи окантовочной ленты в устройстве для нанесения окантовочной ленты до 20 м/мин. Одна форма исполнения базового корпуса с тремя (или более) группами отверстий для выхода воздуха приблизительно на 15 мм длиннее и предусмотрена, в частности, для устройств для нанесения окантовочной ленты, которые работают с особо высокой скоростью более чем 20 м/мин., чтобы в результате реализовать более высокую отдачу тепла. При какого рода форме исполнения с тремя (или более) группами отверстий для выхода воздуха без особых затрат могут быть достигнуты скорости работы около 25 м/мин.
Одной предпочтительной формой исполнения предлагается, что сопловый корпус содержит соответствующее количеству групп отверстий для выхода воздуха количество выполненных, предпочтительно, в форме полого цилиндра каналов для выпуска воздуха, которые соединены по потоку с, по меньшей мере, одним каналом для впуска воздуха и содержат отверстия для выхода воздуха.
Запирающие элементы могут быть, предпочтительно, выполнены таким образом, что они могут аксиально направляться в каналах для выпуска воздуха с целью запирания, по меньшей мере, нескольких из отверстий для выхода воздуха. Запирающие элементы могут иметь, в частности, цилиндрическую форму. В особо предпочтительной форме исполнения сопловое устройство может содержать держатель запирающих элементов, на котором запирающие элементы размещены таким образом, что они могут синхронно регулироваться в каналах для выпуска воздуха. За счет этого обеспечивается возможность простого в манипуляции регулировании запирающих элементов и простое согласование выходной характеристики горячего воздуха с различными ширинами краев. Альтернативно также существует возможность того, что сопловое устройство содержит держатель запирающих элементов, на котором запирающие элементы расположены таким образом, что, по меньшей мере, один из запирающих элементов может регулироваться независимо от прочих запирающих элементов.
Для улучшения распределения горячего воздуха внутри соплового корпуса и достижения однородного выхода горячего воздуха, в одной особо предпочтительной форме исполнения предлагается, что сопловый корпус содержит большое количество имеющих, предпочтительно, форму полого цилиндра каналов распределения воздуха, которые простираются в поперечном направлении через, по меньшей мере, один канал впуска воздуха и через каналы выпуска воздуха. Далее, за счет этой меры достигается, что сопловый корпус вследствие большого количества каналов впуска воздуха, каналов распределения воздуха и каналов выпуска воздуха обладает свойствами почти полого тела. Тем самым, сопловый корпус имеет относительно малую массу, так что из входящего потока горячего воздуха предпочтительным образом первоначально отбирается лишь относительно малое количество тепловой энергии для нагрева материала соплового корпуса.
Для улучшения направления окантовочной ленты одна особо предпочтительная форма исполнения предусматривает, что сопловое устройство содержит прижимное средство для окантовочной ленты, которое выполнено таким образом, что оно может направлять верхний край окантовочной ленты вдоль соплового корпуса. На плите основания устройства для нанесения окантовочной ленты может быть расположено имеющее форму плиты средство для направления окантовочной ленты, которая может иметь толщину материала, например, около 1,5 мм таким образом, что нижний краевой участок окантовочной ленты может направляться между средством для направления окантовочной ленты и поверхностью выхода воздуха соплового корпуса.
Для упрощения обслуживания в одной особо предпочтительной форме исполнения предусмотрена возможность того, что сопловое устройство содержит соединительное средство, с помощью которого прижимное средство окантовочной ленты и держатель запирающего элемента соединены между собой. За счет этого особо несложным образом достигается возможность согласования соплового устройства с окантовочными лентами различной ширины, так как прижимное средство окантовочной ленты и запирающие элементы могут регулироваться и согласовываться с шириной окантовочной ленты в течение одного рабочего этапа. С целью упрощения изготовления держатель запирающего элемента, соединительное средство, а также прижимное средство окантовочной ленты могут быть выполнено интегрально в качестве монолитного конструктивного элемента.
Для улучшения направления окантовочной ленты на стороне входа в одной предпочтительной форме исполнения предлагается, что сопловый корпус содержит в области ввода окантовочной ленты скошенный на отдельных участках, расширяющийся в направлении подачи, предпочтительно скошенный на отдельных участках с клинообразной формой направляющий участок. С целью облегчения «заправки» окантовочной ленты направляющее средство окантовочной ленты может быть выполнено скошенным в области, расположенной напротив клинообразного направляющего участка.
В особо предпочтительной форме исполнения существует возможность того, что направляющий участок содержит расширяющийся в направлении подачи окантовочной ленты участок со скошенной поверхностью, а также примыкающий к нему, проходящий в вертикальном направлении и возвышающийся, предпочтительно на приблизительно 1,5 мм относительно поверхности выхода воздуха соплового корпуса дистанционный участок. Такое исполнение расположенного на стороне входа направляющего участка с дистанционным участком предотвращает при прилегании окантовочной ленты прямой контакт с поверхностью выхода воздуха соплового корпуса, который при обстоятельствах мог бы привести к размазыванию нагретого и в результате этого расплавленного функционального слоя окантовочной ленты по сопловому корпусу. К тому же достигается, что горячий воздух может протекать не в область ввода окантовочной ленты, а лишь на функциональный слой окантовочной ленты, а также в область выхода для окантовочной ленты в направлении детали.
Для улучшения направления окантовочной ленты после нагрева и расплавления функционального слоя в одной особо предпочтительной форме исполнения предлагается, что сопловый корпус содержит в направлении подачи окантовочной ленты за поверхностью входа воздуха сужающуюся область выхода, которая, предпочтительно, по меньшей мере, на отдельных участках, имеет клинообразную форму.
Предпочтительно сопловое устройство может содержать простирающееся в горизонтальном направлении направляющее средство для окантовочной ленты, которое образовано, предпочтительно, стальной проволокой, которая в области, обращенной к окантовочной ленте стороне, соединена с сопловым корпусом и простирается, в частности, на протяжении всей длины поверхности для выхода воздуха и выходной области соплового корпуса. Это направляющее средство предпочтительным образом дополнительно обеспечивает, что функциональный слой окантовочной ленты не соприкасается с поверхностью выхода воздуха соплового корпуса во время эксплуатации.
Представленный здесь сопловый корпус соплового устройства может быть изготовлен, предпочтительно, в виде единой детали из жаростойкого стального материала с целью снижения расходов на изготовление соплового устройства.
В соответствии с одной следующей предпочтительной формой исполнения, которая, в частности, пригодна для окантовочных лент с активируемым термоплавким клеем (плавящимся клеевым веществом), сопловый корпус может содержать следующую группу отверстий для выхода воздуха, которая выполнена, предпочтительно, в сужающейся на отдельных участках, выполненной с клинообразной формой выходной области для краевых полос. Эти отверстия для выхода воздуха могут иметь, например, овальную или также круглую форму. Эти отверстия для выхода воздуха в выходной области соплового корпуса служат в целях дополнительной активации термоплавкого клея окантовочной ленты для последних приблизительно 10 см подлежащей обработке детали. За счет этой дополнительной активации результат приклеивания может существенно улучшаться, так что при приклеивании может быть получен так называемый нулевой стык и, следовательно, весьма высококачественное визуальное восприятие картины склеивания. Эта дополнительная группа отверстий для выхода воздуха соединена по потоку, предпочтительно, с соответствующей группой отверстий для выхода воздуха, которая на плоской поверхности выхода воздуха соплового корпуса граничит с имеющей клинообразную форму выходной областью. Этот вариант соплового устройства особо предпочтительным образом пригоден для активации обычных окантовочных лент, оснащенных с одной стороны термоплавким клеем. Отверстия для выхода воздуха обеих названных выше, соединенных между собой по потоку групп, которые могут открываться или запираться с помощью отдельного запирающего элемента независимо от других групп отверстий для выхода воздуха, служат исключительно в целях дополнительной активации термоплавкого клея окантовочной ленты для последних приблизительно 10 см. подлежащей обработке детали.
В процессе эксплуатации устройства для нанесения окантовочной ленты и нанесения окантовочной ленты на деталь запирающий элемент обоих названных выше, соединенных между собой по потоку отверстий для выхода воздуха сначала остается в своей «нижней» позиции (позиция запирания), в которой он может препятствовать выходу горячего воздуха из этих обеих групп отверстий для выхода воздуха. Во время эксплуатации горячий воздух проходит, таким образом, сначала лишь через остальную (остальные) группу (группы) отверстий для выхода воздуха на подлежащую нагреву горячим воздухом поверхность окантовочной ленты. Управление работой устройства для нанесения окантовочной ленты осуществляется таким образом, что приданный этим обеим группам отверстий для выхода воздуха канал выхода воздуха открывается за счет осевого перемещения третьего запирающего элемента только в том случае, если последние приблизительно 10 см детали достигают соплового устройства устройства для нанесения окантовочной ленты. Затем горячий воздух проходит также через отверстия для выхода воздуха этих обеих групп. За счет этого предпочтительным образом достигается, что окантовочная лента может быть надежно и с высоким качеством приклеена также в области последних приблизительно 6-10 см детали. В противном случае не происходило бы удовлетворительного и, следовательно, оптимального нагрева и активации последних приблизительно 6-10 см окантовочной ленты, подлежащей нанесению на деталь. Во избежание перегрева прочих частей установки (например, прижимных роликов или т.п.) соответствующий запирающий элемент в завершение незамедлительно вновь переводится в свое положение запирания, так что горячий воздух не может более выходить из этих отверстий для выхода воздуха, предусмотренных исключительно для дополнительной активации.
Соответствующее устройство для нанесения окантовочной ленты отличается, по меньшей мере, одним сопловым устройством по одному из пп. 1-11. Оно позволяет осуществлять эффективный нагрев функционального слоя не содержащей клея, активируемой теплом окантовочной ленты при высоких скоростях работы, так что узкие стороны деталей могут оснащаться окантовочными лентами при весьма малых затратах. Соответствующее изобретению устройство для нанесения окантовочной ленты пригодно также для обычных окантовочных лент или деталей, оснащенных активируемым термоплавким клеем (плавящимся клеящим веществом), и обеспечивает высококачественные результаты работы.
Краткое описание чертежей
Дальнейшие признаки и преимущества настоящего изобретения поясняются на основании последующего описания предпочтительных примеров исполнения со ссылкой на приложенные чертежи. Фигуры показывают:
фиг. 1 показывает перспективный вид соплового устройства для нагружения горячим воздухом не содержащей клея, активируемой теплом окантовочной ленты,
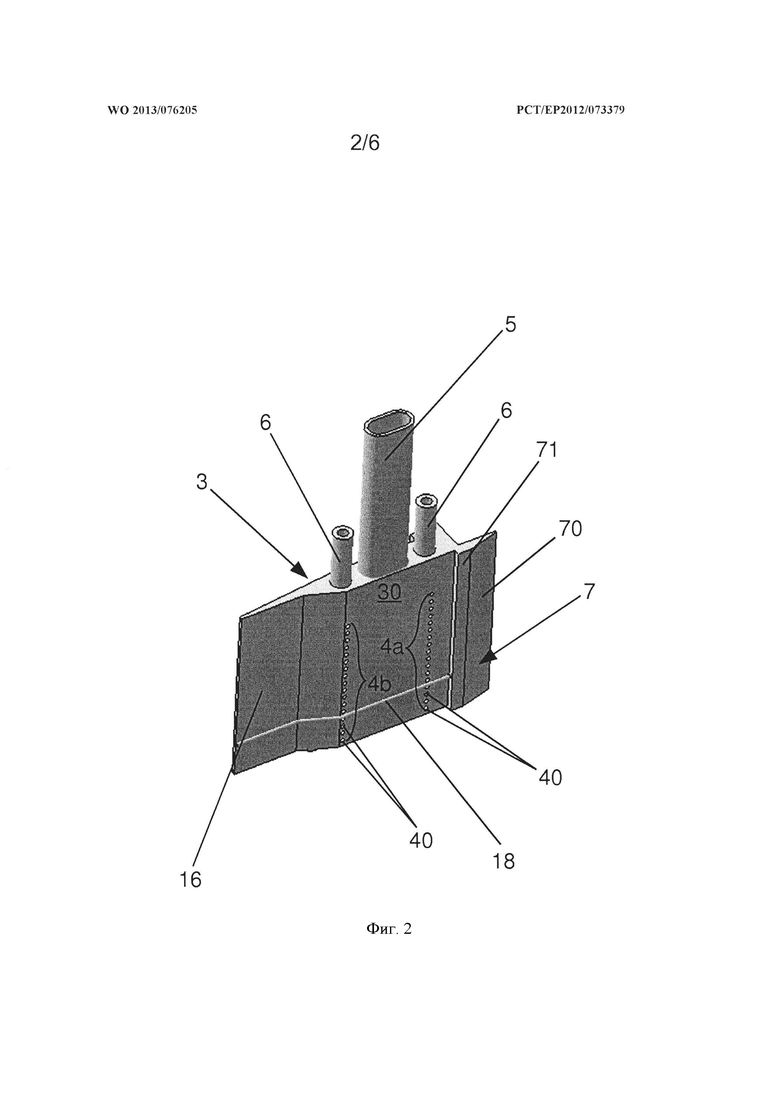
фиг. 2 показывает перспективный вид спереди на сопловый корпус соплового устройства в соответствии с фиг. 1,
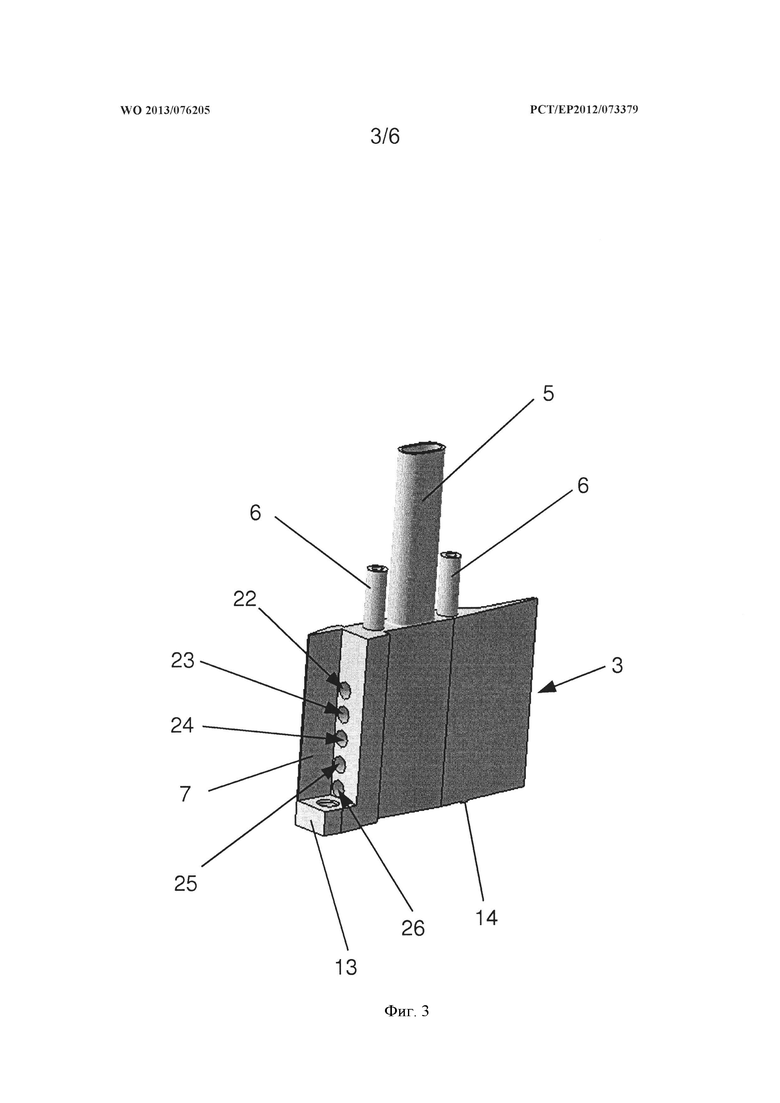
фиг. 3 показывает перспективный вид сзади на сопловый корпус в соответствии с фиг. 2,
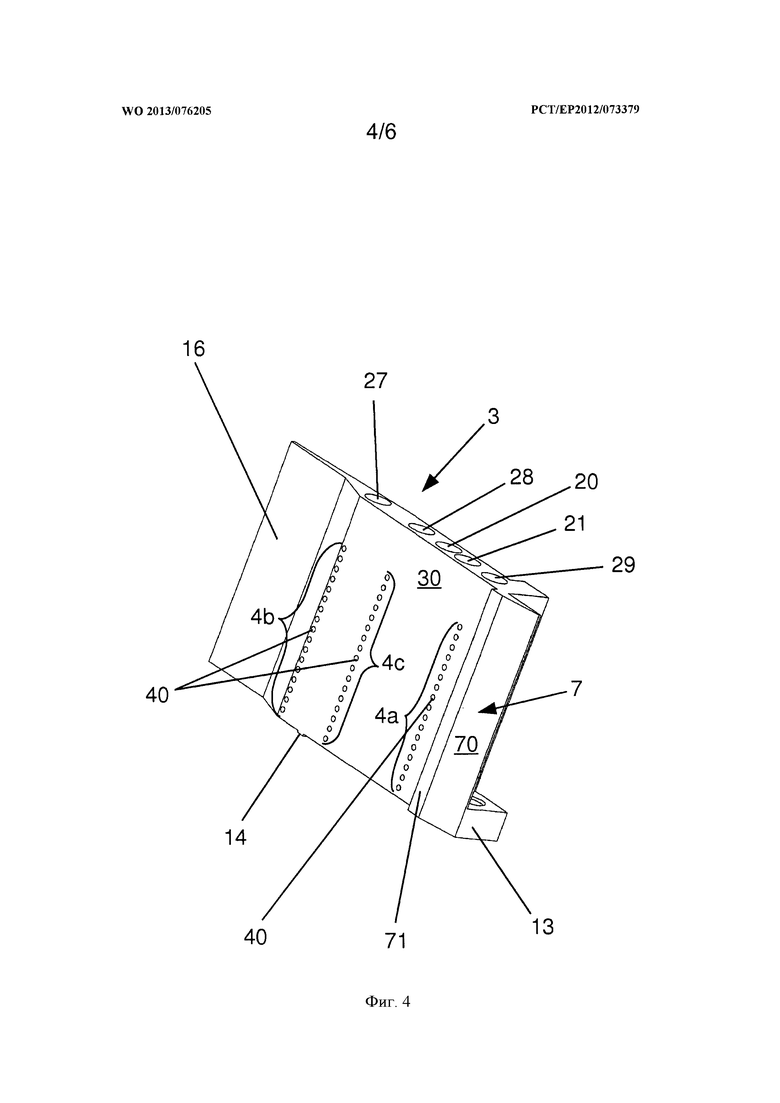
фиг. 4 показывает перспективное изображение соплового корпуса, который выполнен в соответствии со вторым примером исполнения,
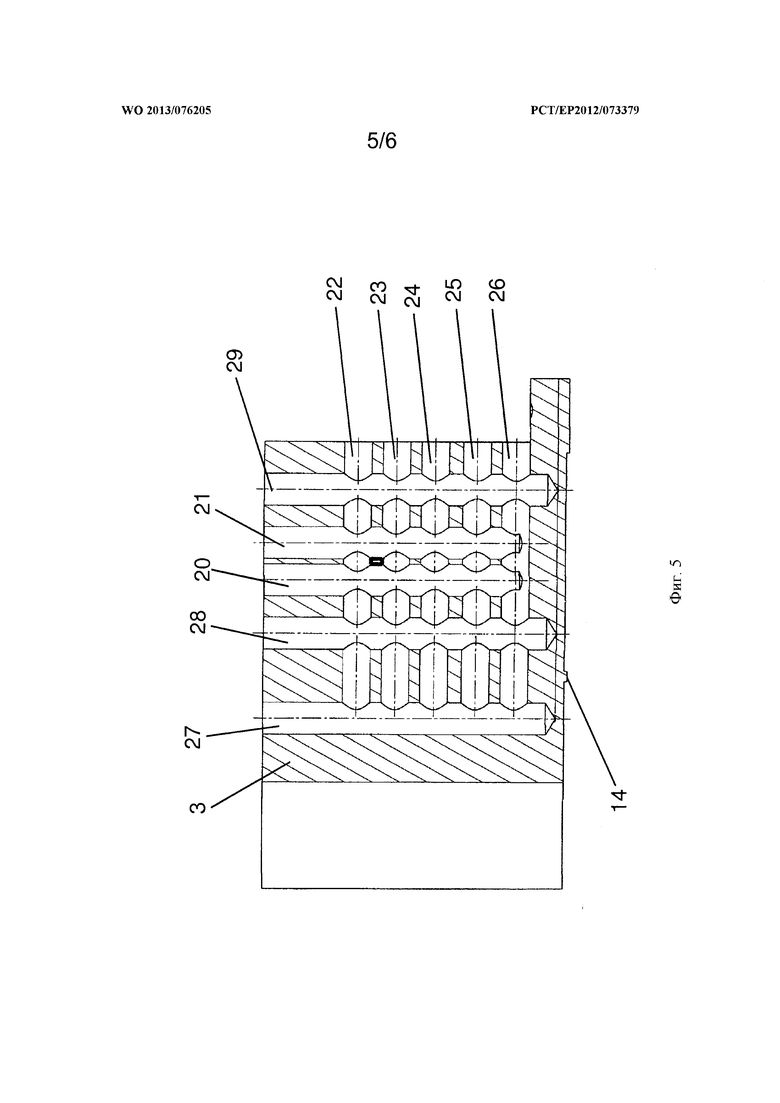
фиг. 5 показывает продольное сечение через сопловый корпус в соответствии с фиг. 4,
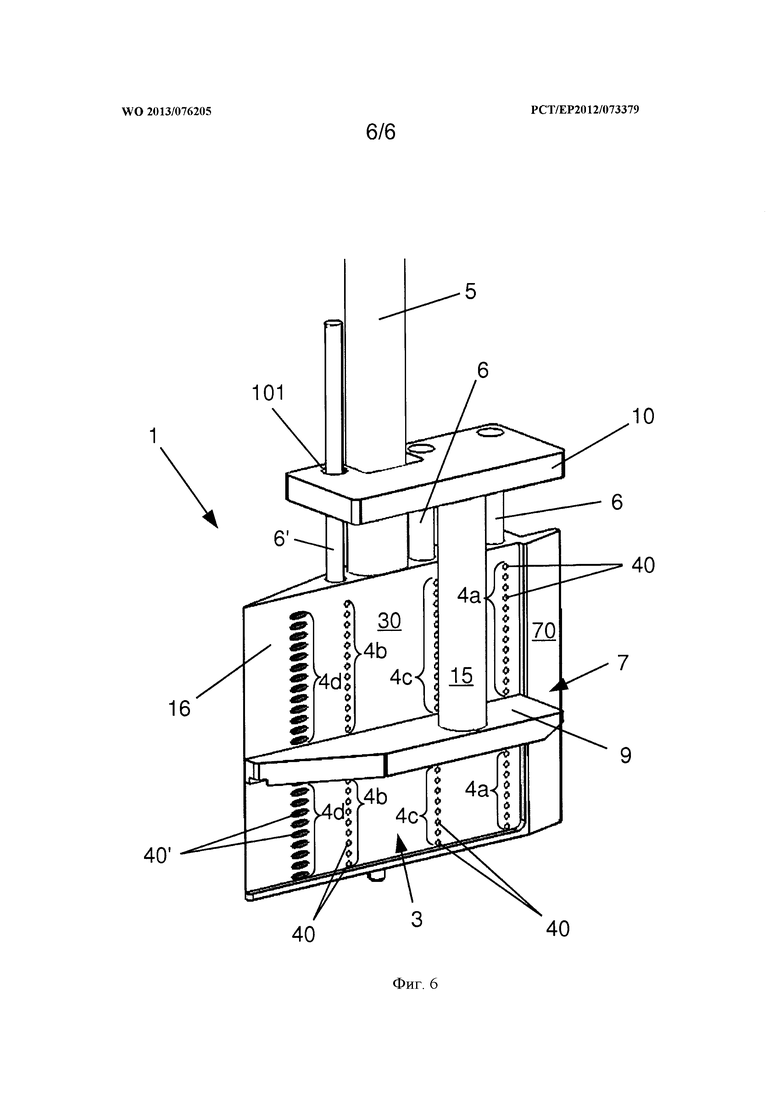
фиг. 6 показывает перспективный вид соплового устройства в соответствии со следующим примером исполнения настоящего изобретения.
Осуществление изобретения
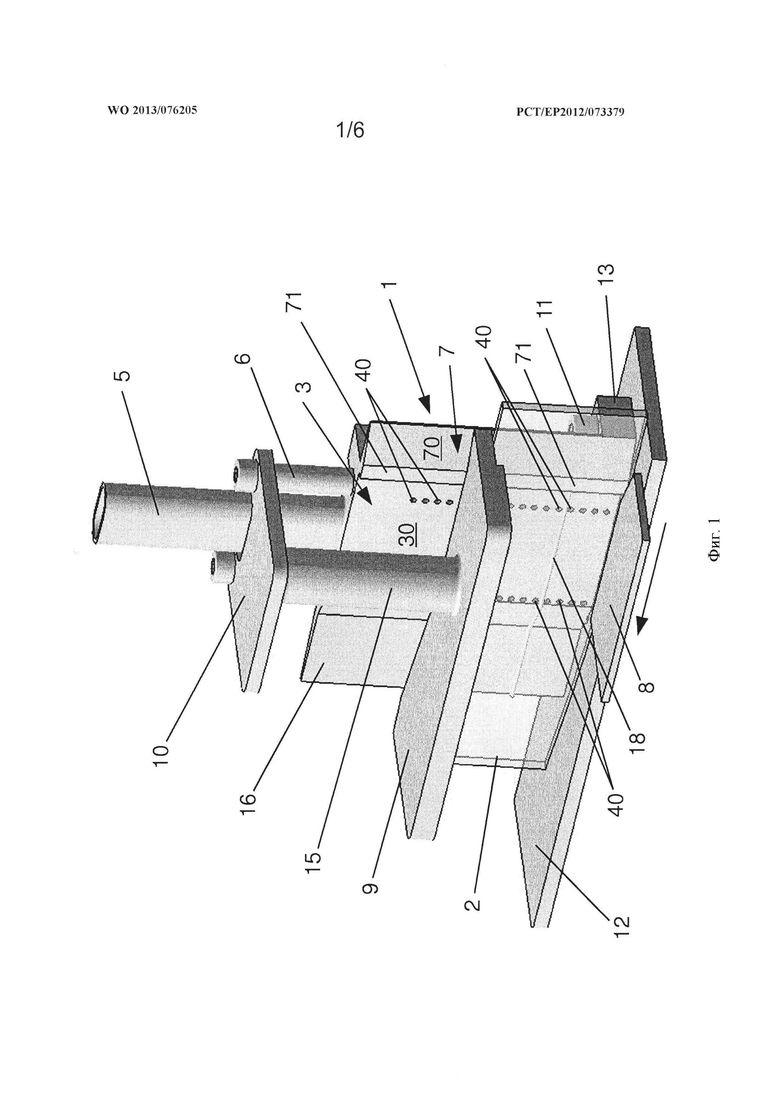
На фиг. 1 более подробно поясняется положенная в основу конструкция соплового устройства 1 для устройства нанесения окантовочной ленты для нагружения горячим воздухом не содержащей клея, активируемой теплом окантовочной ленты 2 в соответствии с одним предпочтительным примером исполнения настоящего изобретения. Сопловое устройство 1 содержит сопловый корпус 3, который в этом примере исполнения изготовлен в виде единого элемента из жаростойкого стального материала. Сопловый корпус 3 имеет такую форму, что он выполнен сравнительно узким поперечно обозначенному на фиг. 1 стрелкой направлению подачи окантовочной ленты 2, поскольку присутствующее в устройстве для нанесения окантовочной ленты пространство для позиционирования соплового устройства 1 является, обычно, относительно малым. Сопловое устройство 1 расположено в устройстве для нанесения окантовочной ленты таким образом, что оно в направлении подачи окантовочной ленты 2 позиционировано непосредственно первым прижимным роликом окантовочной ленты, с помощью которого окантовочная лента 2 может прижиматься к узкой стороне детали. Окантовочная лента 2, которая из соображений упрощения изображена на фиг. 1 прозрачной, состоит из (по меньшей мере) двух слоев из различных - предпочтительно, коэкструдированных - полимеров. Первый слой (в последующем: функциональный слой), который обращен к сопловому корпусу 3 соплового устройства 1 и, тем самым, также к узкой стороне детали, состоит из полимера, который за счет нагружения находящимся под давлением горячим воздухом может быть расплавлен и в завершение неразъемно соединен с узкой стороной детали. Полимерный слой на видимой стороне (наружной стороне) выполнен в отличие от этого таким образом, что он не изменяется в результате нагружения горячим воздухом, в частности, не расплавляется. Оба полимерных слоя окантовочной ленты 2 целесообразным образом не различаются по цвету, так что после нанесения окантовочной ленты 2 на деталь создается единая картина визуального восприятия без мешающих стыков. Возможно также использование окантовочной ленты 2, покрытой термоплавким клеем.
Со ссылкой на фиг. 2 и 5 в последующем более подробно поясняется конструкция обоих сопловых корпусов 3, которые могут использоваться в случае раскрытого здесь соплового устройства 1. В случае примера исполнения, изображенного на фиг. 2 и 3, сопловый корпус 3 содержит на плоской поверхности 30 для выхода воздуха одну первую группу 4а и одну вторую группу 4b отверстий 40 для выхода воздуха, а в случае примера исполнения, изображенного на фиг. 4 и 5, содержит, кроме того, одну третью группу 4с отверстий 40 для выхода воздуха. Отверстия 40 для выхода воздуха каждой из двух или трех групп в случае обоих представленных здесь примеров исполнения расположены в положении встраивания соплового корпуса 3 в вертикальном направлении, одно над другим на расстоянии друг от друга. Оба примера исполнения соплового корпуса 3 различаются, таким образом, по своим размерам и количеству ориентированных параллельно относительно друг друга групп 4а, 4b, 4с отверстий 40 для выхода воздуха. Отверстия 40 для выхода воздуха имеют цилиндрическую форму и имеют диаметр, предпочтительно, около 1-1,5 мм и глубину в сопловом корпусе 3 приблизительно 1,5 мм. За счет этого достигается, что подводимый в процессе эксплуатации к сопловому корпусу 3, находящийся под давлением горячий воздух, может выборочно вводиться в функциональный слой окантовочной ленты 2, так что последняя может эффективно расплавляться, прежде чем окантовочная лента 2 войдет в прилегание с узкой стороной детали, и неразъемно соединяться с ней.
Как видно из фиг. 4, сопловый корпус 3 содержит два имеющих форму полого цилиндра канала 20, 21 впуска воздуха, которые проходят от его верхней стороны в вертикальном направлении и в настоящем случае выполнены в качестве вертикальных отверстий. На верхней стороне соплового корпуса 3 расположен патрубок 5 подвода горячего воздуха, который, предпочтительно, фиксировано приварен к верхней стороне соплового корпуса 3 и в настоящем случае имеет в продольном направлении овальную форму поперечного сечения, так что он охватывает отверстия для впуска воздуха обоих каналов 20, 21 впуска воздуха. Через этот патрубок 5 подвода горячего воздуха, который может подключаться к генератору горячего воздуха, к сопловому корпусу 3 в процессе эксплуатации под высоким давлением подводится горячий воздух, нагретый приблизительно до 600°С. Этот горячий воздух может проходить через оба канала 20, 21 вплоть до нижней области соплового корпуса 3. Далее, сопловый корпус 3 содержит большое количество горизонтальных, имеющих форму полого цилиндра каналов 22-26, которые ортогонально простираются через оба канала 20, 21 впуска воздуха и через два (см. фиг. 2 и 3) или три (см. фиг. 2 и 3) проходящих в вертикальном направлении, также имеющих форму полого цилиндра канала 27, 28, 29 выпуска воздуха, которые содержат отверстия 40 для выпуска воздуха. За счет этого подведенный горячий воздух может гомогенно распределяться внутри соплового корпуса 3 и выходит через отверстия 40 для выпуска воздуха двух групп 4а, 4b или трех групп 4а, 4b, 4с отверстий 40 для выхода воздуха и попадать на функциональный слой окантовочной ленты 2 с целью нагрева функционального слоя и его расплавления. Горизонтальные каналы 22-26 распределения воздуха (в данном примере исполнения предусмотрены пять горизонтальных каналов 22-26 распределения воздуха) могут изготавливаться за счет того, что в сопловом корпусе 3 выполняются соответствующие горизонтальные отверстия, боковые отверстия которых еще видны на фиг. 3, с последующей герметичной повторной сваркой. Имеющие форму полого цилиндра каналы 27, 28, 29 выпуска воздуха также выполнены в виде вертикальных отверстий и в данном случае имеют несколько большую протяженность в вертикальном направлении по сравнению с каналами 20, 21 впуска воздуха. В частности, из фиг. 5 видно, что сопловый корпус 3 вследствие большого количества каналов 20, 21 впуска воздуха, каналов 22-26 распределения воздуха и каналов 27, 28, 29 выпуска воздуха имеет свойства почти полого тела. Вследствие вертикальных каналов 20, 21 впуска воздуха и каналов 27, 28, 29 выпуска воздуха и проходящих ортогонально им каналов 22-26 распределения воздуха сопловый корпус 3 имеет относительно малую массу, так что из входящего потока горячего воздуха сначала отбирается лишь сравнительно малое количество тепловой энергии для нагрева материала соплового корпуса 3.
Как уже упоминалось выше, функциональный слой окантовочной ленты 2 должен быть активирован незадолго до достижения первого прижимного ролика устройства для нанесения окантовочной ленты 2 с целью достижения возможности его неразъемного соединения с узкой стороной детали. Говоря иначе, функциональный слой окантовочной ленты 2 должен быть расплавлен и, таким образом, размягчен, когда до достижения первой точки прижима, которая образуется первым прижимным роликом, остаются несколько сантиметров. Поскольку конструктивное пространство, присутствующее в распоряжении внутри устройства для нанесения окантовочной ленты, относительно мало, относительно узкое конструктивное исполнение соплового корпуса 3 обеспечивает возможность надежного, целевого подвода тепла к функциональному слою окантовочной ленты 2. Сопловый корпус 3 и относящиеся к нему компоненты обеспечивают, что при прохождении окантовочной ленты 2 возникает своего рода канал горячего воздуха, который удерживает горячий воздух незадолго до момента достижения первой точки прижима между окантовочной лентой 2 и узкой стороной детали. Горячий воздух выходит из отверстий 40 для выхода воздуха двух групп 4а, 4b или трех групп 4а, 4b, 4с и направляется в направлении окантовочной ленты 2, а также детали.
С целью достижения надежного направления окантовочной ленты 2 при движении подачи сопловое устройство 1 содержит, далее, в одной области входа окантовочной ленты 2 один клинообразно скошенный на отдельных участках, расширяющийся в направлении подачи направляющий участок 7, который в этом примере исполнения выполнен интегрально с сопловым корпусом 3. Этот клинообразный направляющий участок 7 содержит расширяющийся участок 70 скошенной поверхности, а также примыкающий к нему, простирающийся в вертикальном направлении и возвышающийся относительно поверхности 30 выхода воздуха соплового корпус 3, возвышающийся, предпочтительно, приблизительно на 1.5 мм, дистанционный участок 71. Это описанное выше исполнение расположенного на стороне входа направляющего участка 7 с дистанционным участком 71 обеспечивает, что при прилегании окантовочной ленты 2 не возникает непосредственный контакт с поверхностью 30 выхода воздуха соплового корпуса 3, который мог бы привести к размазыванию нагретого и, тем самым, расплавленного функционального слоя окантовочной ленты 2 по сопловому корпусу 3. К тому же, достигается, что горячий воздух поступает не в область входа окантовочной ленты 2, а лишь на функциональный слой окантовочной ленты 2, а также в выполненную в этом примере исполнения также интегрально с сопловым корпусом 3, сужающуюся на отдельных участках, имеющую клинообразную форму область 16 выхода для окантовочной ленты 2 в направлении детали.
Как видно, в частности, из фиг. 2, может быть предусмотрено, далее, дополнительное, простирающееся в горизонтальном направлении направляющее средство 18, которое образовано в данном случае стальной проволокой с толщиной, предпочтительно, около 1 мм, которая приварена к сопловому корпусу 3 в обращенной к краевой полосе 2 области, и простирается, предпочтительно, на протяжении всей длины поверхности 30 выхода воздуха и области 16 выхода. Это направляющее средство дополнительно предотвращает в процессе эксплуатации соприкосновение функционального слоя окантовочной ленты 2 с поверхностью 30 выхода воздуха соплового корпуса 3.
На плите 12 основания устройства для нанесения окантовочной ленты расположено имеющее форму пластины направляющее средство 8 окантовочной ленты, которое, предпочтительно, имеет толщину материала около 1,5 мм, таким образом, что нижний краевой участок окантовочной ленты 2 может направляться между направляющим средством 8 окантовочной ленты и поверхностью 30 выхода воздуха соплового корпуса 3. С целью облегчения «вдевания» окантовочной ленты 2, направляющее средство 8 окантовочной ленты выполнено скошенным на участке, расположенном напротив клинообразного направляющего участка 7. Для направления верхнего краевого участка окантовочной ленты 2 предусмотрено выполненное в данном случае также в форме пластины средство 9 прижима кромки, которое имеет, предпочтительно, общую толщину около 6 мм и на одном, обращенном к сопловому корпусу 3 , близком к краю участке имеет врезание заподлицо или т.п. приблизительно на 1,5 мм. Обращенный к сопловому корпусу 3 краевой участок средства 9 прижима кромки имеет такую форму, что он согласован с внешним контуром соплового корпуса 3. При рассмотрении в направлении подачи окантовочной ленты 2 сопловый корпус 3 содержит за поверхностью 30 выхода воздуха сужающуюся, имеющую клинообразную форму область 16 выхода. Наряду с направлением окантовочной ленты она служит для того, чтобы поддерживать канал горячего воздуха, образованный краевой полосой 2, сопловым корпусом 3 и средством 9 прижима кромки, по возможности максимально долго в вертикальном положении.
Как видно из фиг. 1, окантовочная лента 2 в процессе работы устройства для нанесения окантовочной ленты надежно направляется перед сопловым корпусом 3 между направляющим средством 8 окантовочной ленты и средством 9 прижима окантовочной ленты. Во избежание повреждений, в частности, ухудшающих визуальное восприятие царапин на видимой стороне окантовочной ленты 2 направление осуществляется с помощью направляющего средства 8 окантовочной ленты и средства 9 прижима кромки, предпочтительно, на удалении соответственно лишь около 1,5 мм от верхней и нижней кромок окантовочной ленты 2. По этой причине окантовочная лента 2 при подводе постоянно приблизительно на 3-4 мм шире, чем узкая сторона детали, на которую должна быть нанесена окантовочная лента 2. После нанесения окантовочной ленты 2 на узкую сторону детали образующаяся выступающая часть удаляется резанием с помощью выполненного пригодным образом устройства съема.
Как пояснялось выше, сопловые корпуса 3 в данном случае выполнены таким образом, что они содержат две или группы 4а, 4b, 4с отверстий для выхода воздуха. Форма исполнении базового корпуса 3 с двумя группами 4а, 4b отверстий 40 для выхода воздуха является наиболее пригодной для устройств для нанесения окантовочной ленты, которые работают со скоростями подачи до 20 м/мин. Форма исполнения базового корпуса 3 с тремя группами 4а, 4b, 4с отверстий 40 для выхода воздуха длиннее приблизительно на 15 мм и предусмотрена, в частности, для устройств для нанесения окантовочной ленты, которые работают с особо высокими скоростями, превышающими 20 м/мин., чтобы в результате реализовать более высокую отдачу тепла. При такого рода форме исполнения с тремя группами 4а, 4b, 4с отверстий 40 для выхода воздуха без особых затрат могут быть достигнуты рабочие скорости около 25 м/мин. В этом месте следует заметить, что сопловый корпус 3 в основном может быть выполнен также таким образом, что он содержит более трех групп 4а, 4b, 4с отверстий 40 для выхода воздуха. Прохождение соплового корпуса 3 в вертикальном направлении и количество отверстий 40 для выхода воздуха, по меньшей мере, двух групп 4а, 4с согласуются с максимальной шириной окантовочной ленты, подлежащей обработке в устройстве для нанесения окантовочной ленты.
Для обеспечения возможности регулирования выхода горячего воздуха из отверстий 40 для выхода воздуха сопловое устройство 1 содержит соответствующее количеству групп 4а, 4b, 4с отверстий 40 для выхода воздуха количество запирающих элементов 6. которые в настоящем случае имеют цилиндрическую форму и выполнены таким образом, что они вставляются с верхней стороны соплового корпуса 3 в вертикальные каналы 27, 28, 29 выхода воздуха и могут аксиально перемещаться в них и удерживаться в их рабочей позиции. Запирающие элементы 6 расположены на выполненном в данном случае в форме пластины держателе 10 запирающих элементов, который с помощью соединительного средства 15, простирающегося от держателя 10 запирающих элементов до средства 9 прижима окантовочной ленты, соединен с со средством 9 прижима окантовочной ленты. Запирающие элементы 6 простираются в вертикальном направлении, предпочтительно, до вреза заподлицо средства 9 прижима окантовочной ленты. С целью упрощения изготовления держатель 10 запирающих элементов, соединительное средство 15, а также средство 9 прижима окантовочной ленты могут быть выполнены интегрально в виде монолитного конструктивного элемента.
В зависимости от ширины окантовочной ленты 2 отверстия 40 для выхода воздуха могут выборочно запираться с помощью цилиндрических запирающих элементов 6, так что из них более не может выходить горячий воздух. При этом запирающие элементы 6 вводятся в цилиндрические каналы 27, 28, 29 выпуска воздуха настолько, что запираются те отверстия 40 для выхода воздуха, которые не нужны для нагружения горячим воздухом функционального слоя окантовочной ленты 2 вследствие ее ширины. Иными словами, отверстия 40 для выхода воздуха двух или трех групп 4а, 4b. 4с отверстий 40 для выхода воздуха, которые не нужны для нагружения окантовочной ленты 2 с заданной шириной, запираются за счет регулирования приданных запирающих элементов 6 таким образом, что окантовочная лента 2 нагружается горячим воздухом только на протяжении своей фактической ширины. Так как запирающие элементы 6, держатель 10 запирающих элементов, а также средство 9 прижима окантовочной ленты соединены между собой с помощью соединительного средства 15, за счет вертикального регулирования средства 9 прижима окантовочной ленты несложным образом обеспечивается возможность такого запирания отверстий 40 для выхода воздуха, что открытыми остаются только те отверстия 40 для выхода воздуха, которые обращены к функциональному слою окантовочной ленты 2. Таким образом, за счет регулирования средства 9 прижима окантовочной ленты сопловое устройство 1 может весьма несложным образом согласовываться с окантовочными лентами 2 различной ширины.
С помощью, по меньшей мере, одного крепежного винта 11 сопловое устройство 1 привинчивается к плите 12 основания устройства для нанесения окантовочной ленты. Для этого на обращенной от окантовочной ленты 2 стороне направляющего участка 7 выполнено цокольное средство 13 с отверстием, через которое может быть введен и затем привинчен к плите 12 основания крепежный винт 11. В области направляющего участка 7 сопловый корпус 3 находится в контакте с плитой 12 основания устройства для нанесения окантовочной ленты. В противном случае производится подрезка торца соплового корпуса 3 приблизительно на 0,5 мм до относительно малого опорного участка 14. За счет этого достигается возможность эффективного снижения ввода тепла от соплового корпуса 3 в плиту 12 основания.
Представленное здесь сопловое устройство 1 отличается, в частности, компактной конструктивной формой, которая позволяет несложным образом оснащать обычные устройства для нанесения окантовочной ленты сопловым устройством 1. Далее, выборочно возможно, что оснащенное сопловым устройством 1 устройство для нанесения окантовочной ленты может эксплуатироваться обычным образом с использованием лазерного устройства для активации функционального слоя окантовочной ленты 2 или, однако, эксплуатироваться с использованием обычных окантовочных лент, которые соединяются с узкой стороной детали с помощью термоплавкого клея.
Со ссылкой на фиг. 6 в последующем более подробно поясняется один следующий пример исполнения соплового устройства 1, которое особо предпочтительным образом пригодно для активации обычных окантовочных лент 2 или деталей, оснащенных с одной стороны термоплавким клеем (плавящимся клеящим веществом). Основополагающая конструкция соплового корпуса 3 имеет многочисленные сходства с описанными выше со ссылками на фиг. с 1 по 5 вариантами, так что в последующем в первую очередь внимание должно быть уделено отличиям.
Сопловый корпус 3 содержит дополнительно к трем группам 4а, 4b, 4с отверстий для выхода воздуха одну четвертую группу 4d отверстий 40' для выхода воздуха, которая - как и вторая группа 4b отверстий 40 для выхода воздуха - соединена по потоку с первым каналом 27 выпуска воздуха. Эта четвертая группа отверстий 40' для выхода воздуха выполнена в сужающейся на участках, имеющей клинообразную форму области 16 выхода для краевой полосы 2. Отверстия 40' для выхода воздуха четвертой группы 4d имеют в показанном здесь примере исполнения овальную форму. Они могут быть, однако, быть выполнены выборочно также и круглыми. Отверстия 40' для выхода воздуха четвертой группы и отверстия 40 для выхода воздуха второй группы 4b служат в данном случае исключительно в целях дополнительной активации термоплавкого клея окантовочной ленты 2 для последних приблизительно 10 см подлежащей обработке детали. За счет этой дополнительной активации может существенно улучшаться результат склеивания, так что при приклеивании может быть получен почти так называемый нулевой стык и, следовательно, весьма высококачественная картина визуального восприятия склеивания.
С целью обеспечения возможность регулирования выхода горячего воздуха из отверстий 40, 40' для выхода воздуха сопловое устройство 1 содержит в этом примере исполнения три запирающих элемента 6, 6', которые имеют в данном случае цилиндрическую форму и выполнены таким образом, что они вставляются с верхней стороны соплового корпуса 3 в вертикальные каналы 27, 28, 29 выпуска воздуха и могут аксиально перемещаться в них и удерживаться в своей рабочей позиции. Первый и второй запирающие элементы 6 стационарно расположены на держателе 10 запирающих элементов, который с помощью соединительного средства 15, простирающегося от держателя 10 запирающих элементов до средства 9 прижима окантовочной ленты, соединен со средством 9 прижима окантовочной ленты. Эти оба запирающих элемента 6 простираются в вертикальном направлении, предпочтительно, до выреза заподлицо средства 9 прижима окантовочной ленты. Для облегчения изготовления держатель 10 запирающих элементов, соединительное средство 15, а также средство 9 прижима окантовочной ленты опять же могут быть выполнены в виде монолитного конструктивного элемента.
Третий цилиндрический запирающий элемент 6' приводится в действие отдельно -в частности, с помощью воздушного цилиндра - от обоих других запирающих элементов и простирается сквозь круглое отверстие 101 держателя 10 запирающих элементов и, таким образом, не является жестко соединенным с ним. За счет этого реализуется возможность отдельного приведения в действие третьего цилиндрического запирающего элемента 6' для выборочного открывания и запирания первого канала 27 выпуска воздуха, который соединен по потоку с отверстиями 40 для выхода воздуха второй группы 4b и с отверстиями 40' для выхода воздуха четвертой группы 4d.
Во время работы устройства для нанесении окантовочной ленты и нанесения окантовочной ленты 2 на деталь третий запирающий элемент 6' сначала остается в своем «нижнем» положении (положение запирания), в котором он может препятствовать выходу горячего воздуха из второй группы 4b и четвертой группы 4d отверстий 40, 40' для выхода воздуха. Таким образом, в процессе эксплуатации горячий воздух поступает сначала лишь через обе остальные группы 4а, 4с отверстий 40 для выхода воздуха на поверхность окантовочной ленты, подлежащей нагреву горячим воздухом. Управление работой устройства для нанесения окантовочной ленты осуществляется таким образом, что первый канал 27 выхода воздуха открывается за счет осевого перемещения третьего запирающего элемента 6' в вертикальном направлении вверх только в том случае, если последние приблизительно 10 см детали достигают соплового устройства 1. Затем горячий воздух протекает также через отверстия 40 для выхода воздуха второй группы 4b, а также через отверстия 40' для выхода воздуха четвертой группы 4d. За счет этого достигается, что окантовочная лента 2 для дополнительной активации может быть приклеена надежно и с высоким качеством также в области последних приблизительно 6 -10 см детали. В ином случае были бы достигнуты лишь удовлетворительный и, таким образом, не оптимальный нагрев и активация окантовочной ленты 2, подлежащей нанесению на деталь. Во избежание перегрева других частей установки (например, прижимных роликов или т.п.) третий запирающий элемент 6' в завершение незамедлительно вновь переводится в свое положение запирания, в результате чего горячий воздух более не может выходить из отверстий 40, 40' для выхода воздуха второй группы 4b и четвертой группы 4d.
Поясненный на фиг. 6 принцип может использоваться также и при изображенном на фиг. 2 сопловом устройстве 3, в то время как в имеющей клинообразную форму области 16 выхода выполняют соответствующие отверстия 40' для выхода воздуха и предусматривают запирающий элемент 6', отдельно приводимый в действие описанным выше образом.
При определенных, обусловленных спецификой установки условиях имеющее в распоряжение место может оказаться недостаточным для предусмотрения соответствующих (дополнительных) отверстий 40' для выхода воздуха в области 16 выхода с клиновидной формой. Для достижения сравнимого действия второй группе 4b отверстий 40 для выхода воздуха может придаваться запирающий элемент 6', который может перемещаться отдельно от следующего запирающего элемента 6 / следующих (синхронно перемещающихся) запирающих элементов 6 и выполнен описанным выше образом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОКАНТОВОЧНАЯ ПЛАНКА ДЛЯ ПРЕДМЕТОВ МЕБЕЛИ | 2008 |
|
RU2475359C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ РАСПЫЛЕНИЕМ | 2014 |
|
RU2650520C2 |
| ОКАНТОВОЧНАЯ ПЛАНКА ДЛЯ ПРЕДМЕТОВ МЕБЕЛИ | 2008 |
|
RU2524931C2 |
| УСТРОЙСТВО НАНЕСЕНИЯ | 2011 |
|
RU2564816C2 |
| УСТРОЙСТВО ОКАНТОВОЧНОЙ ГОЛОВКИ И СПОСОБ | 2012 |
|
RU2604273C9 |
| ХОЛОДИЛЬНЫЙ АППАРАТ, А ТАКЖЕ СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2488050C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СОЛОМИНОК НА КОНТЕЙНЕРЫ | 2009 |
|
RU2446082C1 |
| СИСТЕМА РЕГУЛИРОВАНИЯ ДАВЛЕНИЯ ДЛЯ СИСТЕМЫ ПОТОКОВ ТЕКУЧЕЙ СРЕДЫ И СПОСОБ РЕГУЛИРОВАНИЯ ДАВЛЕНИЯ ТЕКУЧЕЙ СРЕДЫ | 2008 |
|
RU2420437C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СУХОГО НАНЕСЕНИЯ КЛЕЯ НА ЧАСТИЦЫ В ВИДЕ ВОЛОКОН И СТРУЖКИ | 2001 |
|
RU2266815C2 |
| ВЫСОКОНАПОРНОЕ НАНЕСЕНИЕ КЛЕЯ В СМЕСИТЕЛЕ ВОЛОКОН | 2003 |
|
RU2332298C2 |
Группа изобретений относится к деревообрабатывающей промышленности, в частности к устройствам для нанесения окантовочной ленты на детали. Сопловое устройство содержит сопловый корпус с каналом впуска воздуха, группами отверстий для выхода воздуха и запирающими элементами. Канал впуска воздуха выполнен с возможностью подключения к генератору горячего воздуха. К сопловому корпусу может подводиться находящийся под давлением горячий воздух. Отверстия для выхода воздуха выполнены вертикально расположенными на расстоянии друг от друга на обращенной к окантовочной ленте поверхности соплового корпуса. Отверстия соединены по потоку с каналом впуска воздуха. Группы отверстий для выхода воздуха расположены в направлении подачи окантовочной ленты на расстоянии друг от друга. Количество запирающих элементов соответствует количеству групп отверстий для выхода воздуха. Запирающие элементы выполнены таким образом, что некоторые из отверстий для выхода воздуха могут выборочно открываться и запираться в зависимости от ширины подведенной окантовочной ленты. Повышается скорость нанесения окантовочной ленты на детали. 2 н. и 10 з.п. ф-лы, 6 ил.
1. Сопловое устройство (1) для устройства для нанесения окантовочной ленты для нагружения горячим воздухом, не содержащей клея, активируемой теплом или покрытой термоплавким клеем окантовочной ленты (2) или детали, содержащее один сопловый корпус (3) с по меньшей мере одним каналом (20, 21) впуска воздуха, выполненным с возможностью подключения к генератору горячего воздуха, причем в процессе эксплуатации устройства для нанесения окантовочной ленты к сопловому корпусу (3) может подводиться находящийся под давлением горячий воздух по меньшей мере двумя группами (4a, 4b, 4c) отверстий 40 для выхода воздуха, выполненных вертикально расположенными и на расстоянии друг от друга на обращенной к окантовочной ленте (2) поверхности (30) выхода воздуха соплового корпуса (3) и соединенных по потоку с по меньшей мере одним каналом (20, 21) впуска воздуха, причем по меньшей мере две группы (4a, 4b, 4c) отверстий (40) для выхода воздуха расположены в направлении подачи окантовочной ленты (2) на расстоянии друг от друга и подведенный к сопловому корпусу (3) горячий воздух может выходить из отверстий (40) для выхода воздуха и может нагружать активируемый теплом функциональный слой окантовочной ленты (2) запирающими элементами (6, 6’) в количестве, соответствующем количеству групп (4a, 4b, 4c) отверстий (40) для выхода воздуха, выполненными таким образом, что по меньшей мере некоторые из отверстий (40) для выхода воздуха могут выборочно открываться и запираться в зависимости от ширины подведенной окантовочной ленты (2).
2. Сопловое устройство (1) по п. 1, в котором сопловый корпус (3) содержит соответствующее количеству групп (4a, 4b, 4c) отверстий (40) для выхода воздуха количество выполненных предпочтительно в форме полого цилиндра каналов (27, 28, 29) выхода воздуха, которые соединены по потоку с по меньшей мере одним каналом (20, 21) впуска воздуха и содержат отверстия (40) для выхода воздуха.
3. Сопловое устройство (1) по п. 2, в котором запирающие элементы (6, 6’) выполнены таким образом, что они могут аксиально направляться в каналах (27, 28, 29) впуска воздуха с целью запирания по меньшей мере некоторых из отверстий (40) для впуска воздуха.
4. Сопловое устройство (1) по п. 3, в котором сопловое устройство (1) содержит держатель (10) запирающих элементов, на котором запирающие элементы (6, 6’) расположены таким образом, что они могут синхронно регулироваться в каналах (27, 28, 29) впуска воздуха или причем сопловое устройство (1) содержит держатель (10) запирающих элементов, на котором запирающие элементы (6, 6’) расположены таким образом, что по меньшей мере один из запирающих элементов (6’) может регулироваться независимо от прочих запирающих элементов (6).
5. Сопловое устройство (1) по одному из пп. 2-4, в котором сопловый корпус (3) содержит большое количество имеющих предпочтительно форму полого цилиндра каналов (22-26) распределения воздуха, которые простираются в поперечном направлении через по меньшей мере один канал (20, 21) впуска воздуха и через каналы (27, 28, 29) выпуска воздуха.
6. Сопловое устройство (1) по п. 1, в котором предусмотрено средство (9) прижима окантовочной ленты, которое выполнено таким образом, что может направлять верхнюю кромку окантовочной ленты (2) вдоль соплового корпуса (3).
7. Сопловое устройство (1) по п. 6, в котором сопловое устройство (1) содержит соединительное средство (15), с помощью которого средство (9) прижима окантовочной ленты и держатель (10) запирающих элементов соединены между собой.
8. Сопловое устройство (1) по п. 1, в котором сопловый корпус (3) в области входа окантовочной ленты (2) содержит направляющий участок (7), расширяющийся в направлении подачи и предпочтительно на участках клиновидно скошенный.
9. Сопловое устройство (1) по п. 8, отличающееся тем, что направляющий участок (7) содержит один расширяющийся в направлении подачи окантовочной ленты (2) участок (70) со скошенной поверхностью, а также один примыкающий к нему, простирающийся в вертикальном направлении и возвышающийся относительно поверхности (30) выхода воздуха соплового корпуса (3), возвышающийся предпочтительно приблизительно на 1,5 мм дистанционный участок (71).
10. Сопловое устройство (1) по п. 1, в котором сопловый корпус (3) в направлении подачи окантовочной ленты (2) за поверхностью (30) выхода воздуха содержит одну сужающуюся, предпочтительно имеющую по меньшей мере на участках клиновидную форму область (16) выхода.
11. Сопловое устройство (1) по п. 1, в котором предусмотрено простирающееся в горизонтальном направлении направляющее средство (18) для окантовочной ленты (2), которое образовано предпочтительно стальной проволокой, которая на обращенном к окантовочной ленте (2) участке соединена с сопловым корпусом (3) и простирается, в частности, на протяжении общей длины поверхности (30) выхода воздуха и области (16) выхода соплового корпуса (3).
12. Устройство для нанесения окантовочной ленты, содержащее по меньшей мере одно сопловое устройство по одному из пп. 1-11.
| БИОСОРБЕНТ ДЛЯ ОЧИСТКИ ВОДОЕМОВ ОТ НЕФТЕПРОДУКТОВ НА ОСНОВЕ ШТАММОВ БАКТЕРИЙ И ДРОЖЖЕВЫХ ГРИБОВ | 2006 |
|
RU2318736C2 |
| WO 2008090056 A1, 31.07.2008 | |||
| ПРИБОР ДЛЯ РАСПЫЛЕНИЯ И РАЗБРЫЗГИВАНИЯ ЛИСТОВОГО И ПРУТКОВОГО МАТЕРИАЛА, РАСПЛАВЛЯЕМОГО В КОНЦЕ ВЫХОДА ИЗ СИСТЕМЫ СОПЕЛ | 1926 |
|
SU17074A1 |
| Устройство для упрочнения торцовых кромок шпона | 1976 |
|
SU655526A1 |
| Устройство для окантовки кромок изделий декоративной лентой | 1989 |
|
SU1653955A1 |

