Изобретение относится к металлургии, в частности к способам получения штамповок из титановых сплавов, и может найти применение в авиационной промышленности, а также энергетическом машиностроении.
Материал, из которого получают заготовку, представляет собой слиток из высокопрочного α+β титанового сплава с суммарным содержанием ванадия и молибдена более 8 мас.%. Деформированные заготовки из подобных сплавов подвергаются термической обработке с целью получения высокой прочности.
При производстве деформированных изделий из таких сплавов важнейшими научно-практическими задачами являются получение однородной (регламентированной) мелкозернистой макро- и микроструктуры, что позволяет проводить термическую обработку на высокую прочность.
В настоящее время известны способы производства изделий из титановых сплавав, позволяющие добиться получения однородной мелкозернистой структуры, что обеспечивает повышение уровня механических свойств. Для получения изделий используют технологии изотермической деформации слитка или промежуточной заготовки с использованием термомеханической обработки, обеспечивающей получение рекристаллизованной структуры.
Известен способ деформационной обработки (ковки или штамповки) заготовок из титановых сплавов в профилированных бойках или фигурных штампах, нагретых до температуры не ниже 200°С, обычно 300-500°С.
Технологический процесс включает:
- нагрев заготовки при температуре β-области, что в зависимости от марки сплава составляет 1050-1300°С из расчета времени нагрева 40-60 с на 1 мм толщины заготовки;
- деформацию в штамповом инструменте со степенью не менее 40%;
- последующий подогрев заготовки при более низких температурах β-области при 1000-1130°С;
- окончательную деформацию.
- нагрев заготовки при температуре (α+β)-области;
- деформацию со степенью не менее 40%;
- нагрев заготовки при температуре β-области;
- деформацию со степенью не менее 40-50%;
- нагрев заготовки при температуре (α+β)-области;
- деформацию со степенью не менее 40%.
(Титановые сплавы. Полуфабрикаты из титановых сплавов. Москва: ОНТИ ВИЛС, 1996 г., стр.184-186, 372-374, 379, 409-410).
Деформация по этой схеме позволяет улучшить макроструктуру заготовок и получать микрозерно с размером 5-20 мкм. Однако в сложнопрофильных штамповках формируется неоднородная структура, связанная с большим градиентом температур заготовка-штамп, образованием зон затрудненной деформации и неоднородностью деформации по сечению штамповки. Формирование неоднородной структуры приводит к снижению уровня механических свойств и их стабильности.
Длительный нагрев при температурах β-области сопровождается значительным газонасыщением поверхностных слоев металла, что требует увеличения припуска на механическую обработку и сопровождается снижением коэффициента использования металла, а многопереходная штамповка увеличивает трудоемкость изготовления изделий.
Известен способ получения мелкозернистых штамповок с максимальным размером β зерна менее 0,5 мм (500 мкм).
Способ включает:
- нагрев заготовки от Тп.п до (Тп.п+45)°С, где Тп.п. - температура полного полиморфного превращения;
- деформацию на прессе в штампах, нагретых до температуры, близкой к температуре заготовки (изотермическая штамповка), с промежуточной выдержкой 4-10 минут;
- изотермическую выдержку при температуре, близкой к температуре нагрева штампа и заготовки, в течение времени, достаточного для прохождения полной первичной рекристаллизации, но недостаточного для дальнейшего роста зерна;
- закалку (ускоренное охлаждение) заготовки после удаления из пресса до температуры ниже температуры полного полиморфного превращения для предотвращения дальнейшего роста зерна и получения микроструктуры с размером β зерна менее 0,5 мм (500 мкм) (Патент США №5026520).
Способ позволяет уменьшить количество штамповых переходов и снизить толщину газонасыщенного слоя штамповки, однако не позволяет получать мелкозернистую структуру.
Наиболее близким к предлагаемому способу, взятым в качестве прототипа, является способ получения изделий из (α+β) титановых сплавов, который включает:
- получение слитка заданного химического состава диаметром около 760 мм;
- первую ковку вытяжкой слитка при температуре β-области с получением заготовки;
- вторую ковку вытяжкой при температуре (α+β)-области;
- рекристаллизационный отжиг при температуре β-области в течение 1-2 часов;
- третью ковку вытяжкой заготовки при температуре (α+β)-области;
- резку прутка на мерные заготовки;
- всестороннюю ковку мерных заготовок при температуре (α+β)-области;
- окончательную изотермическую штамповку при температуре (α+β)-области;
- термическую обработку (Заявка США №2004089380).
Способ-прототип включает длительный нагрев (1-2 часа) при температурах β-области, что сопровождается значительным ростом зерна (до 2,5 мм) и требует дополнительных деформаций при температуре (α+β)-области и механической обработки для удаления газонасыщенного поверхностного слоя, образующегося при длительном нагреве заготовки при температурах β-области. Кроме того, способ-прототип предусматривает резку прутка на мерные заготовки, что сопровождается значительными потерями металла.
В связи с этим недостатком способа прототипа является высокая трудоемкость и пониженный коэффициент использования металла.
Технической задачей предлагаемого изобретения является повышение коэффициента использования металла и снижение трудоемкости изготовления изделий с однородной макроструктурой и размером микрозерна менее 5 мкм.
Для достижения поставленной задачи предложен способ получения изделия из (α+β) титанового сплава, включающий получение слитка заданного химического состава, первую деформацию и рекристаллизационный отжиг слитка при температуре β-области, многократные деформации при температуре α+β-области с получением заготовки, окончательную изотермическую штамповку в закрытом штампе и термическую обработку, в котором слиток получают в виде мерной литой заготовки, равной по объему или весу конечному изделию, деформации осуществляют путем изотермической штамповки заготовки в закрытом штампе, перед первой деформацией проводят подпрессовку слитка при температуре Тп.п.-(50-100)°С и степени деформации 20-40%, первую деформацию проводят при температуре Тп.п.+(20-60)°С с суммарной степенью деформации, достаточной для протекания рекристаллизации, вторую деформацию проводят при температуре Тп.п.-(50-100)°С с суммарной степенью деформации не менее 40%, а третью деформацию проводят при температуре Тп.п.-(20-40)°С с суммарной степенью деформации не менее 60%, где Тп.п - температура полиморфного превращения.
Получение слитка в виде мерной литой заготовки позволяет уменьшить размер (диаметр слитка), снизить дендритную ликвацию по сравнению с крупногабаритным слитком на несколько заготовок, обеспечить более равномерный химический и фазовый состав по объему литой заготовки, что в свою очередь обеспечивает однородность структуры и свойств в конечном изделии, позволяет снизить температуру деформации и рекристаллизационного отжига в β-области, сократить время отжига. При этом обеспечивается получение более мелкой структуры и уменьшение толщины газонасыщенного слоя по сравнению со способом прототипа.
Подпрессовка слитка при температуре Тп.п.-(50-100)°С и степени деформации 20-40% позволяет обеспечить однородную деформацию по всему объему слитка, что в свою очередь обеспечивает протекание первичной рекристаллизации в процессе нагрева и деформации при температуре β-области по всему объему заготовки, а также позволяет снизить температуру нагрева в β-области.
При отсутствии технологической операции подпрессовки литой заготовки деформацию в β-области необходимо было бы проводить при более высоких температурах, что приводит к значительному росту β-зерна и повышенному газонасыщению поверхностных слоев заготовки.
Первая деформация при температуре Тп.п.+(20-60)°С позволяет обеспечить суммарную степень деформации, достаточную для прохождения рекристаллизации при последующей изотермической выдержке.
Вторая деформация при температуре Тп.п.-(50-100)°С и суммарной степени деформации не менее 40% и третья деформация при температуре Тп.п.-(20-40)°С и суммарной степени деформации не менее 60% позволяют получать мелкозернистую структуру с размером зерна 3-5 мкм по всему объему заготовки и проводить третью деформацию в режиме сверхпластичности, снизить удельные усилия штамповки.
Деформации путем изотермической штамповки по предлагаемому способу позволяют сократить число штамповых переходов при температурах α+β-области, обеспечить более однородную деформацию по объему заготовки и избежать промежуточных подогревов заготовки по сравнению со способом-прототипом, а также получать промежуточную заготовку без уменьшения диаметра.
Примеры осуществления
Пример 1.
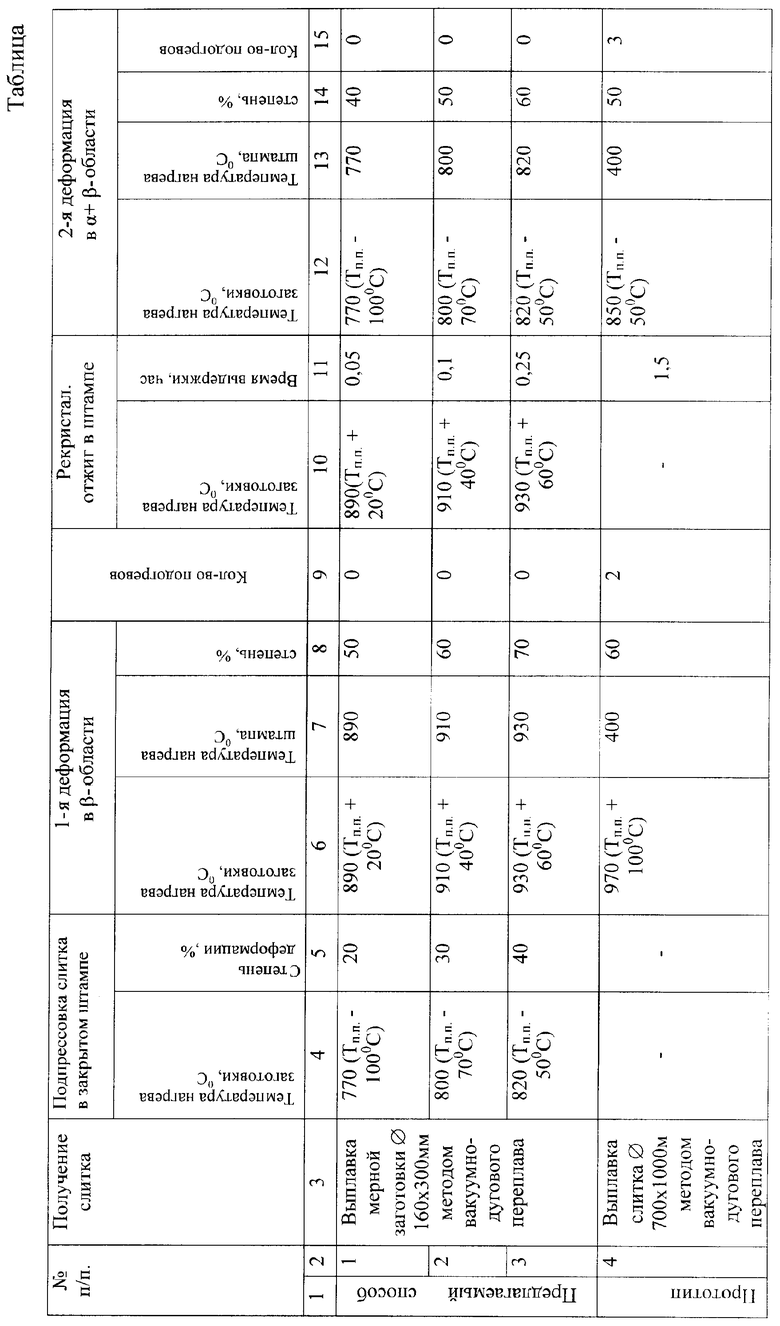
Для осуществления способа выбран высокопрочный сплав ВТ 22, из которого была изготовлена штамповка диска диаметром 250 мм.
По технологии вакуумно-дугового переплава были изготовлены слитки в виде мерных литых заготовок ⌀ 160×300 мм.
Методом пробных закалок образцов сплава в интервале 820-920°С была определена температура полиморфного превращения (Тп.п.), равная 870°С.
Подпрессовку слитка проводили при температуре нагрева заготовки 770°С и степени деформации 20%.
Первую деформацию (изотермическую штамповку) в β-области проводили при температуре нагрева заготовки 890°С с суммарной степенью деформации по объему заготовки 50%.
Рекристаллизационный отжиг проводили выдержкой заготовки в закрытом штампе в течение 3 минут сразу после окончания первой деформации. Травление торцевых поверхностей после механической обработки показало, что в заготовке сформировалась однородная макроструктура 4-го балла по 9-балльной шкале макроструктур.
Вторую деформацию (изотермическую штамповку) проводили при температуре нагрева заготовки 770°С с суммарной степенью деформации 40%.
Третью деформацию (изотермическую штамповку) проводили при температуре нагрева заготовки 830°С с суммарной степенью деформации 60%.
Окончательную изотермическую штамповку проводили в закрытом штампе при температуре нагрева заготовки 840°С.
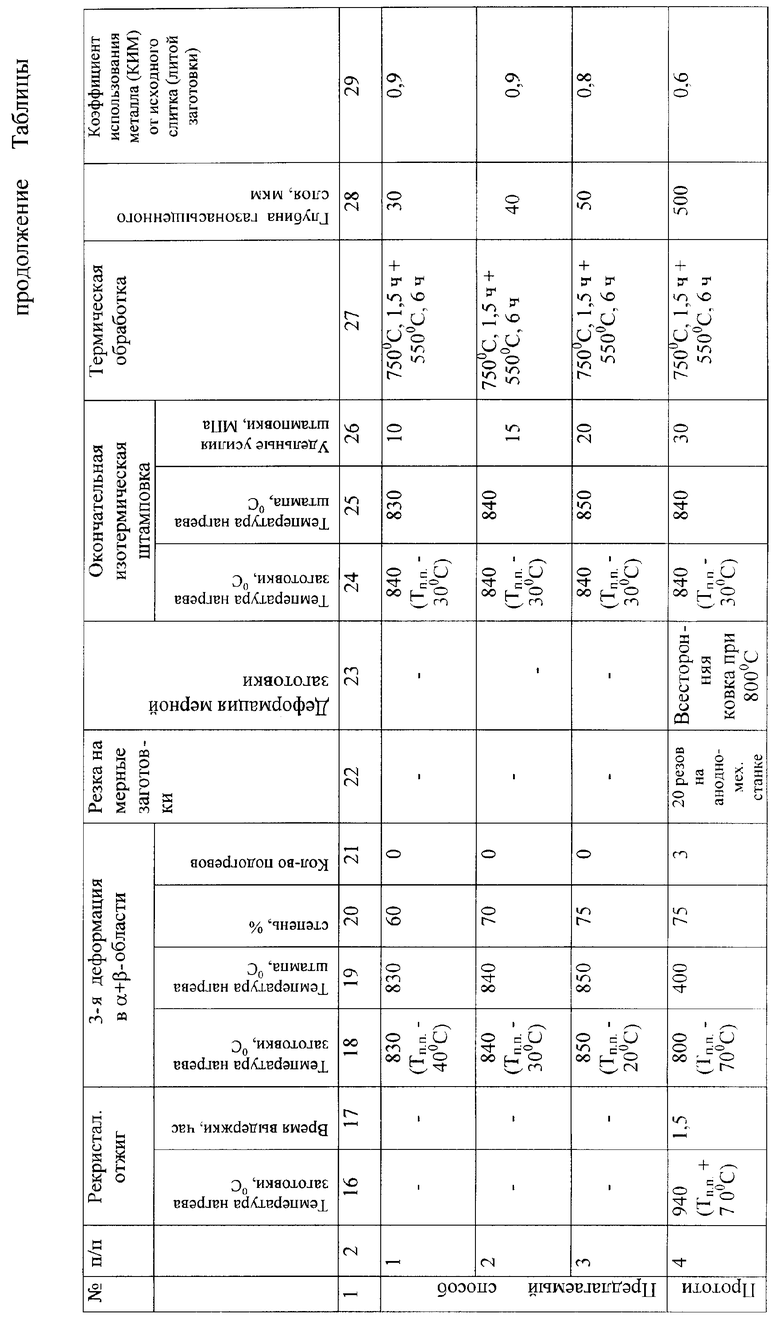
Термическую обработку проводили по режиму: нагрев 750°С, выдержка 1,5 часа, охлаждение на воздухе, нагрев 550°С, выдержка 6 часов, охлаждение на воздухе.
После термической обработки была получена однородная микроструктура с размером микрозерна 3-5 мкм.
Примеры 2 и 3 были выполнены аналогично примеру 1 по режимам, приведенным в таблице.
Пример 4 (способ-прототип).
В качестве исходной заготовки был взят промышленный слиток из сплава ВТ22 ⌀ 700×1000 мм с температурой полного полиморфного превращения (Тп.п.) 870°С.
Первую деформацию в β-области проводили на ковочном прессе при температуре нагрева заготовки 970°С вытяжкой слитка на меньший диаметр на вырезных бойках, нагретых до температуры 400°С. В процессе деформации проводили два подогрева слитка до температуры 970°С в течение 2 часов. Суммарная степень деформации (вытяжки) составила 60%.
Вторую деформацию в α+β-области проводили на ковочном прессе при температуре нагрева заготовки 850°С вытяжкой слитка на меньший диаметр на вырезных бойках, нагретых до температуры 400°С. В процессе деформации проводили три подогрева заготовки до температуры 850°С в течение 1,5 часа. Суммарная степень деформации (вытяжки) составила 50%.
После второй деформации проводили рекристаллизационный отжиг по режиму: нагрев заготовки до температуры 940°С, выдержка 1,5 часа, охлаждение на воздухе.
Третью деформацию в α+β-области проводили на ковочном прессе при температуре нагрева заготовки 800°С вытяжкой слитка на меньший диаметр на вырезных бойках, нагретых до температуры 400°С. В процессе деформации проводили три подогрева заготовки до температуры 800°С в течение 1 часа. Суммарная степень деформации (вытяжки) составила 75%.
После деформации проводили анодно-механическую резку прутка на мерные заготовки.
Деформацию мерных заготовок проводили на ковочном прессе при температуре нагрева заготовки 800°С всесторонней ковкой на плоских бойках, нагретых до температуры 400°С.
Окончательную изотермическую штамповку проводили в закрытом штампе при температуре нагрева заготовки 840°С.
Термическую обработку проводили по режиму: нагрев 750°С, выдержка 1,5 часа, охлаждение на воздухе, нагрев 550°С, выдержка 6 часов, охлаждение на воздухе.
Из таблицы видно, что за счет уменьшения глубины газонасыщенного слоя на порядок коэффициент использования металла уменьшается в 1,5 раза.
Использование предлагаемого способа для деталей авиационной техники позволит снизить их стоимость за счет повышения коэффициента использования металла и снижения трудоемкости изготовления, улучшить технические характеристики и надежность летательных аппаратов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРОВАННОЙ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ИЗ НЕЕ | 2004 |
|
RU2246556C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРУЕМОЙ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА | 2014 |
|
RU2562186C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ ВЫСОКОПРОЧНЫХ ПСЕВДО-β-ТИТАНОВЫХ СПЛАВОВ | 2022 |
|
RU2808755C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРОВАННЫХ ИЗДЕЛИЙ ИЗ ПСЕВДО-БЕТА-ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2441097C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2243833C1 |
| Способ термомеханической обработки высоколегированных псевдо-β титановых сплавов, легированных редкими и редкоземельными металлами | 2016 |
|
RU2635650C1 |
| Способ изготовления заготовок трубных из титановых псевдо α-сплавов 5В и 37 | 2021 |
|
RU2794154C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1999 |
|
RU2169791C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2005 |
|
RU2301845C1 |
| Способ штамповки заготовок с ультрамелкозернистой структурой из двухфазных титановых сплавов | 2019 |
|
RU2707006C1 |
Изобретение относится к металлургии, в частности к способам получения штамповок из титановых сплавов. Для повышения коэффициента использования металла и снижения трудоемкости изготовления изделий с однородной макроструктурой и размером микрозерна менее 5 мкм предложен способ получения изделия из α+β титанового сплава, включающий получение слитка заданного химического состава, первую деформацию и рекристаллизационный отжиг слитка при температуре β-области, многократные деформации при температуре α+β-области с получением заготовки, изотермическую штамповку в закрытом штампе и термическую обработку. Слиток получают в виде мерной литой заготовки, равной по объему или весу конечному изделию. Деформации осуществляют путем изотермической штамповки заготовки в закрытом штампе. Перед первой деформацией проводят подпрессовку слитка при температуре Тп.п.-(50-100)°С и степени деформации 20-40%, первую деформацию проводят при температуре Тп.п.+(20-60)°С с суммарной степенью деформации, достаточной для протекания рекристаллизации, вторую деформацию проводят при температуре Тп.п.-(50-100)°С с суммарной степенью деформации не менее 40%, а третью деформацию проводят при температуре Тп.п.-(20-40)°С с суммарной степенью деформации не менее 60%, где Тп.п. - температура полиморфного превращения. 1 табл.
Способ получения изделия из α+β-титанового сплава, включающий получение слитка заданного химического состава, первую деформацию и рекристаллизационный отжиг слитка при температуре β-области, многократные деформации при температуре α+β-области с получением заготовки, изотермическую штамповку в закрытом штампе и термическую обработку, отличающийся тем, что слиток получают в виде мерной литой заготовки, равной по объему или весу конечному изделию, деформации осуществляют путем изотермической штамповки заготовки в закрытом штампе, перед первой деформацией проводят подпрессовку слитка при температуре Тп.п.-(50-100)°С и степени деформации 20-40%, первую деформацию проводят при температуре Тп.п.+(20-60)°С с суммарной степенью деформации, достаточной для протекания рекристаллизации, вторую деформацию проводят при температуре Тп.п.-(50-100)°С с суммарной степенью деформации не менее 40%, а третью деформацию проводят при температуре Тп.п.-(20-40)°С с суммарной степенью деформации не менее 60%, где Тп.п. - температура полиморфного превращения.
| US 2004089380 A1, 13.05.2004 | |||
| Способ получения изделий из титановых сплавов | 1988 |
|
SU1623826A1 |
| RU 2058418 C1, 20.04.1996 | |||
| Генератор дискретных функций | 1988 |
|
SU1612289A1 |
| СПОСОБ ПЕЧАТИ НА ПОДЛОЖКЕ ПЕЧАТНОЙ СУБСТАНЦИЕЙ, СОДЕРЖАЩЕЙ МЕТАЛЛОПИГМЕНТЫ, И ПОДЛОЖКА, ОТПЕЧАТАННАЯ ПЕЧАТНОЙ СУБСТАНЦИЕЙ, СОДЕРЖАЩЕЙ МЕТАЛЛИЧЕСКИЕ ЧАСТИЦЫ | 2017 |
|
RU2715879C1 |

