Изобретение относится к прокатному производству, преимущественно к непрерывным травильным агрегатам (НТА) цехов холодной прокатки полосы.
Известно устройство для перемещения стальных полос в промывочной ванне непрерывного травильного агрегата после травления серной кислотой в травильных ваннах, включающее опорные ролики, смонтированные на промывочной ванне [В.Ф.Зотов, В.Ф.Каширин, В.А.Петров. Прокатка металла. М.: Металлургия, 1979 г., стр.176-177, рис. 110] - аналог.
Недостатком аналога является невозможность полной очистки полос от остатков серно-кислотного травильного раствора и сульфата железа после их травления при прохождении через промывочную ванну. Оставшийся на полосе серно-кислотный травильный раствор после промывки в промывочной ванне и последующей сушки в сушильном устройстве до промасливания в промасливающей установке под действием влажного воздуха вступает в реакцию с металлом, вызывая его коррозию. Это ведет к снижению качества и выходу металла в брак.
Наиболее близким по своей технической сущности и достигаемым результатам является устройство для перемещения стальных полос в промывочной ванне непрерывного травильного агрегата, состоящей из секций холодной и горячей промывки полосы, включающее отжимные ролики, установленные в последней травильной ванне НТА, роликовые проводки, смонтированные в секции холодной промывки промывочной ванны, опорные ролики, установленные в секции холодной промывки, опорные барабаны и отжимные ролики, установленные в секции горячей промывки промывочной ванны [В.С.Терентьев, И.Ф.Вахрушев, А.В.Третьяков и др. Механическое оборудование цехов холодной прокатки. М.: Машиностроение, 1972 г., стр. 175-182, рис. 64] - прототип.
В прототипе в отличие от аналога применяются отжимные ролики с продольным смещением одного из них относительно другого в паре верхнего и нижнего роликов. Отжимные ролики предназначены для отжима с поверхности полосы серно-кислотного травильного раствора после травления в травильных ваннах и удаления остатков серно-кислотного травильного раствора после промывки в промывочной ванне. Применение отжимных роликов в некоторой степени повышает степень очистки полосы при перемещении в промывочной ванне и промывке ее от остатков серно-кислотного травильного раствора и сульфата железа, способствует уменьшению выхода металла в брак, возникающих от реакции остатков серно-кислотного травильного раствора с годным металлом.
Однако полного удаления остатков серно-кислотного травильного раствора с поверхности полосы при использовании отжимных роликов такой конструкции достигнуть не удается, поэтому потери металла в брак остаются существенными.
При применении отжимных роликов с продольным горизонтальным смещением одного из роликов относительно другого даже при незначительном относительном перекосе осей роликов невозможно центрировать полосу по оси агрегата. При поперечном смещении полосы относительно оси агрегата происходит смятие боковых кромок полосы при прохождении через роликовые проводки и контакте с их вертикальными роликами, что также увеличивает потери полосы в брак и снижает выход годного металла. Невозможность центрирования полосы по оси агрегата и ее боковые смещения ухудшают условия работы и снижают надежность оборудования промывочной ванны.
Очистка полосы после травления от остатков не удаленного сульфата железа в прототипе осуществляется при ее прохождении в проточной воде на опорных роликах и барабанах. Однако эффективность такой очистки от остатков сульфата железа и серно-кислотного травильного раствора является недостаточной, что снижает качество полосы и увеличивает ее отбраковку.
Техническим результатом предлагаемого решения является повышение качества, сокращение потерь годного металла после травления и промывки полос, повышение производительности и надежности оборудования непрерывных травильных агрегатов.
Технический результат достигается тем, что в устройстве для перемещения стальных полос в промывочной ванне непрерывного травильного агрегата, состоящей из секций холодной и горячей промывки, включающем отжимные ролики, роликовые проводки, смонтированные в секции холодной промывки, опорные ролики, установленные в этой же секции, и опорные барабаны, установленные в секции горячей промывки, согласно предложению отжимные ролики выполнены с расположением их осей в одной вертикальной плоскости, одна пара отжимных роликов смонтирована в последней секции травильной ванны непрерывного травильного агрегата перед роликовыми проводками, в секции холодной промывки промывочной ванны смонтированы два опорных ролика с верхним огибанием полосой, между опорными роликами расположены установки гидросбива с полосы сульфата железа и остатков травильного раствора, в секции горячей промывки ниже уровня опорных роликов последовательно установлены два опорных барабана с нижним огибанием полосой большего диаметра, чем диаметр опорных роликов, на выходе из секции горячей промывки промывочной ванны смонтированы три пары отжимных роликов, при этом между вторым по ходу полосы опорным барабаном и первой парой отжимных роликов, установленных на выходе из секции горячей промывки, смонтирована установка гидросбива.
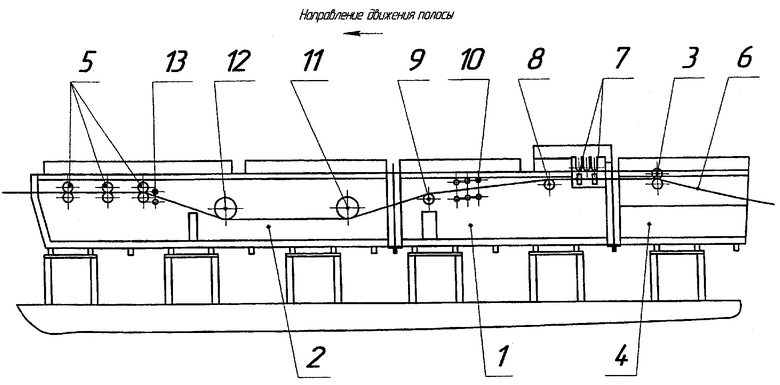
Техническое решение поясняется чертежом, на котором изображена схема предлагаемого устройства.
Устройство для перемещения стальных полос в промывочной ванне непрерывного травильного агрегата (НТА), состоящей из секций холодной промывки 1 и горячей промывки 2, включает отжимные ролики 3, установленные на последней травильной ванне 4 агрегата, и отжимные ролики 5, установленные на выходе полосы 6 из секций горячей промывки 2 промывочной ванны. Оси в каждой паре верхнего и нижнего отжимных роликов 3 и 5 расположены в одной вертикальной плоскости. На входе полосы 6 в секцию холодной промывки 1 смонтированы роликовые проводки 7 с вертикальными роликами. Ролики центрируют положение полосы 6 при промывке относительно продольной оси устройства.
По ходу полосы 6 за роликовыми проводками 7 на корпусе секции холодной промывки 1 на разном уровне последовательно с понижением уровня смонтированы два опорных ролика 8 и 9 с верхним огибанием полосой. Между опорными роликами 8 и 9 расположена установка 10 для гидросбива оставшейся после травления в травильных ваннах окалины и серной кислоты. Окалина и кислота удаляются с верхней и нижней поверхностей полосы 6 холодной водой, подаваемой под высоким давлением через три пары коллекторов с соплами, установленных над и под полосой.
В корпусе секции горячей промывки 2 ниже уровня опорных роликов 8 и 9 последовательно на одном уровне установлены два опорных барабана 11 и 12 с нижним огибанием полосой 6. При перемещении под опорными барабанами полоса погружается в горячую воду. Диаметр барабанов 11 и 12 больше диаметра опорных роликов 8 и 9, что обеспечивает необходимую нагрузочную способность и надежность барабанов при перемещении полосы в промывочной ванне.
На выходе полосы 6 из промывочной ванны в корпусе секции горячей промывки 2 смонтированы три пары отжимных роликов 5. Между вторым по ходу полосы опорным барабаном 12 и первой парой отжимных роликов 5 смонтирована установка 13 для гидросбива.
Устройство для перемещения стальных полос в промывочной ванне работает следующим образом.
После окончания травления в последней травильной ванне 4 НТА полоса 6 проходит через установленные на травильной ванне отжимные ролики 3, на которых производится первичный отжим и удаление с полосы серно-кислотного травильного раствора и сульфата железа. Затем полоса 6 поступает в роликовые проводки 7, в которых она центрируется по продольной оси устройства, и далее проходит через опорный ролик 8, установку 10 гидросбива сульфата железа, опорный ролик 9 и поступает в секцию горячей промывки 2, заполненную горячей водой, проходя при промывке под опорными барабанами 11 и 12. Благодаря подбору уровней расположения опорных роликов 8 и 9 и барабанов 11 и 12 по специально разработанной методике, а также применению установки гидросбива 10 сульфата железа обеспечивается максимальное удаление остатков сульфата железа и серно-кислотного травильного раствора с полосы при ее прохождении через опорные ролики, установку гидросбива и опорные барабаны.
После горячей промывки полоса 6 проходит через дополнительную установку гидросбива 13, выходные отжимные ролики 5, в которых осуществляется окончательная очистка полосы от остатков серно-кислотного травильного раствора и сульфата железа.
Отличительные признаки предлагаемого технического решения обеспечивают высокую эффективность его применения на практике.
Выполнение пар отжимных роликов с расположением их осей в одной вертикальной плоскости без продольного смещения одного из роликов относительно другого обеспечивает свободное центрирование полосы относительно оси устройства и агрегата без смятия боковых кромок полосы вертикальными роликами при прохождении через роликовые проводки. Благодаря этому сокращаются потери, увеличивается выход годного металла и повышается надежность оборудования промывочной ванны и устройства для перемещения через нее полосы.
Применение установок гидросбива в секциях промывочной ванны как холодной, так и горячей промывки полосы обеспечивает высокую степень очистки полосы от остатков серно-кислотного травильного раствора и сульфата железа и исключает химические реакции годного металла стальной полосы с возможными остатками серно-кислотного травильного раствора на полосе и ее коррозию под действием влажного воздуха после выхода с цеха травления металла на последующий передел, что обеспечивает значительное повышение качества, сокращение потерь годного металла после травления и промывки стальных полос, повышение производительности и надежности оборудования непрерывных травильных агрегатов.
Таким образом, предлагаемое техническое решение обеспечивает достижение поставленного технического результата и рекомендуется к широкому применению в цехах холодной прокатки стальных полос на металлургических предприятиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТРАВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ПОЛОС РУЛОННОЙ СТАЛИ | 2001 |
|
RU2219286C2 |
| СПОСОБ ТРАВЛЕНИЯ ТОНКОЛИСТОВОЙ СТАЛИ В ПАЧКАХ | 2002 |
|
RU2211883C1 |
| СПОСОБ ТРАВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ПОЛОС | 2006 |
|
RU2308544C2 |
| ЛИНИЯ ТРАВЛЕНИЯ ОКИСЛЕННЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1999 |
|
RU2157423C1 |
| Устройство для протягивания металлических полос через травильную и промывочную ванны непрерывно-травильного агрегата | 1982 |
|
SU1058856A1 |
| Устройство для травления прокатанной стальной полосы и листа | 1961 |
|
SU143295A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ГОРЯЧЕОЦИНКОВАННОЙ ПОЛОСЫ | 2005 |
|
RU2310528C2 |
| СПОСОБ И ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ ПОЛОСОВОГО ПРОКАТА ПОСЛЕ ТРАВЛЕНИЯ ПРИ ХОЛОДНОЙ ПРОКАТКЕ | 2022 |
|
RU2839595C2 |
| УСТАНОВКА И СПОСОБ НЕПРЕРЫВНОГО ТРАВЛЕНИЯ СТАЛЬНЫХ ПОЛОС | 2008 |
|
RU2451772C2 |
| Агрегат для непрерывного горячего лужения жести | 1979 |
|
SU865965A1 |
Изобретение относится к прокатному производству, преимущественно к непрерывным травильным агрегатам (НТА) цехов холодной прокатки полосы. Устройство для перемещения стальных полос в промывочной ванне НТА, состоящей из секций холодной и горячей промывки, включает отжимные ролики, выполненные с расположением их осей в одной вертикальной плоскости, роликовые проводки, смонтированные в секции холодной промывки, опорные ролики, установленные в этой же секции, и опорные барабаны, установленные в секции горячей промывки. Одна пара отжимных роликов смонтирована в последней секции травильной ванны НТА перед роликовыми проводками, в секции холодной промывки промывочной ванны смонтированы два опорных ролика с верхним огибанием полосой, между опорными роликами расположены установки гидросбива с полосы сульфата железа и остатков травильного раствора. В секции горячей промывки ниже уровня опорных роликов последовательно установлены два опорных барабана с нижним огибанием полосой большего диаметра, чем диаметр опорных роликов, на выходе из секции горячей промывки промывочной ванны смонтированы три пары отжимных роликов, при этом между вторым по ходу полосы опорным барабаном и первой парой отжимных роликов, установленных на выходе из секции горячей промывки, смонтирована установка гидросбива. Изобретение позволяет повысить качество, сократить потери годного металла после травления и промывки полос, повысить производительность и надежность оборудования НТА. 1 ил.
Устройство для перемещения стальных полос в промывочной ванне непрерывного травильного агрегата, состоящей из секций холодной и горячей промывки, включающее отжимные ролики, роликовые проводки, смонтированные в секции холодной промывки, опорные ролики, установленные в этой же секции, и опорные барабаны, установленные в секции горячей промывки, отличающееся тем, что отжимные ролики выполнены с расположением их осей в одной вертикальной плоскости, одна пара отжимных роликов смонтирована в последней секции травильной ванны непрерывного травильного агрегата перед роликовыми проводками, в секции холодной промывки промывочной ванны смонтированы два опорных ролика с верхним огибанием полосой, между опорными роликами расположены установки гидросбива с полосы сульфата железа и остатков травильного раствора, в секции горячей промывки ниже уровня опорных роликов последовательно установлены два опорных барабана с нижним огибанием полосой большего диаметра, чем диаметр опорных роликов, на выходе из секции горячей промывки промывочной ванны смонтированы три пары отжимных роликов, при этом между вторым по ходу полосы опорным барабаном и первой парой отжимных роликов, установленных на выходе из секции горячей промывки, смонтирована установка гидросбива.
| ТЕРЕНТЬЕВ B.C., ВАХРУШЕВ И.Ф., ТРЕТЬЯКОВ А.В | |||
| Механическое оборудование цехов холодной прокатки | |||
| - М.: Машиностроение, 1972, с.174-182 | |||
| Устройство для травления прокатанной стальной полосы и листа | 1961 |
|
SU143295A1 |
| СПОСОБ ТРАВЛЕНИЯ ТОНКОЛИСТОВОЙ СТАЛИ В ПАЧКАХ | 2002 |
|
RU2211883C1 |
| JP 61012884 A, 21.01.1986 | |||
| JP 61195983 A, 30.08.1986. | |||

