1
Изобретение относится к оборудоваНИК) черной металлургии, в частности, к агрегатам для нанесения металлических покрытий на поверхность плоского прокатаj
Известны агрегаты горячего лужения (лудильные автоматы) методом погружения жести в оловянный расплав, процесс обработки жести в которых включает подготовку поверхности перед покрытием, лужение, формирование оловянного покрытия в масляной среде и очистку поверхности жести от масла 1.
Основным недостатком известных конструкций является очистка луженой жести сухим способом-смесью отрубей и мела, что влечет за собой повреждение слоя полуды при очистке, повышает запыленность атмосферы, создает неблагоприятные условия для работы обслуживающего персонала, требует установки дополнительных средств вентиляции (в некоторых случаях предусматривается установка отсека с березовыми опилками для поглощения пыли отрубей и мела).
Наиболее близким к предлагаемому является агрегат для непрерывного горячего лужения холоднокатаных листов жести, содержащий,позиции электролитического травления черной жести, струйной промывки водой после травления, формирования горячего покрытия, включающего флюсование, лужение, жирование,пальмовым или хлопковым маслом, охлаждение, удаление излишков масла в содовом растворе, протирку и полировку поверхности жести
to матерчатыми валками с применением , пшеничнь}х отрубей и обдув листов воздухом с отсосом пыли сухого очистите- ля 2.
Недостатками известного агрегата, предопределяющими высокий уровень эксплуатационных затрат и низкое каче-ство покрытия, а.значит и продукции . являются J
а)использование в качестве очис20тителя отрубей, а зто дефицитный и дорогостоящий пищевой продукт;
б)жесть после мокрого очистителя несет на севе слой щелочного раствора, твердеющего перед сухим очистителем, кроме того, влажная жесть собирает на своей поверхности твердые частицы отрубей, которые впрессовываются валками чистильной машины в оловянное покрытие, в результате чего брак (пятна.от отрубе« А
30
в)следы мучной пыли и отрубей на белой жести врелно отражаются на адгезии лаковых и эмалевых покрытий;
г)твердые частицы отрубей наносят царапины или другие повреждения на поверхность оловянного слоя, что резко снижает коррозионную стойкость жести, а также предопределяют повышенный износ штампов при изготовлении тарной или другой продукции
д)низкая абсорбирующая способность отрубей (отруби поглощают жир до 3-4% своего веса, после чего они уже непригодны для работы);
е)невозможность очистки (сепарации) сухого очистителя от масляной среды;
ж)по мере загрязнения отрубе й падает сортность продукции;
з)применение отрубей не обеспечи ает достаточную степень очистки, кроме того, при добавлении свежего масла или полной его замене в жирово машине возникает необходимость в повторной очистке луженой жести, что отрицательно сказывается на ритмичности paeSoTbi всего агрегата;
и) невозможность регулирования степени очистки карточек от масляной среды;
к) процесс очистки отрубями предопределяет повьшгнный износ протирочного материала (фланели, овчины) валков чистильной Мсшшны;
л) при очистке отрубями используется ручной труд, а возникаюоаий при очистке высокий уровень запыленности атмосферы создает неблагоприятные условия для обслуживающего персонала
Цель изо етения - достижение технико-экономической эффективности горчего лужения жести путем снижен1 я эксплуатационных затрат и повышения качества покрытия.
Поставленная цель достигается тем что в агрегате для непрерывного горячего лужения жести, содержащем узел подготовки поверхности, узел нанесения покрытия и узел очистки от формирующей среды с протирочным роликами, узел очистки выполнен в виде двухсекционного электролитно-кавитационного электролизера с диэлектрическими перфорированными проводками, камер струйной проыавкк и сушкк, причем Протирочные ролики установлены после камеры сушки.
Кроме того, электролизер выполнен в виде металлического короба с пер.форацией, направленной д. сторону иэделия, причем перфорация короба совпадает с перфорацией проводки, а ее элементы выполнены согласно соотношению
d : Е : К 1: 3 : 5, где d - диаметр отверстия; Е - шаг отверстий; К - расстояние от короба д изделия.
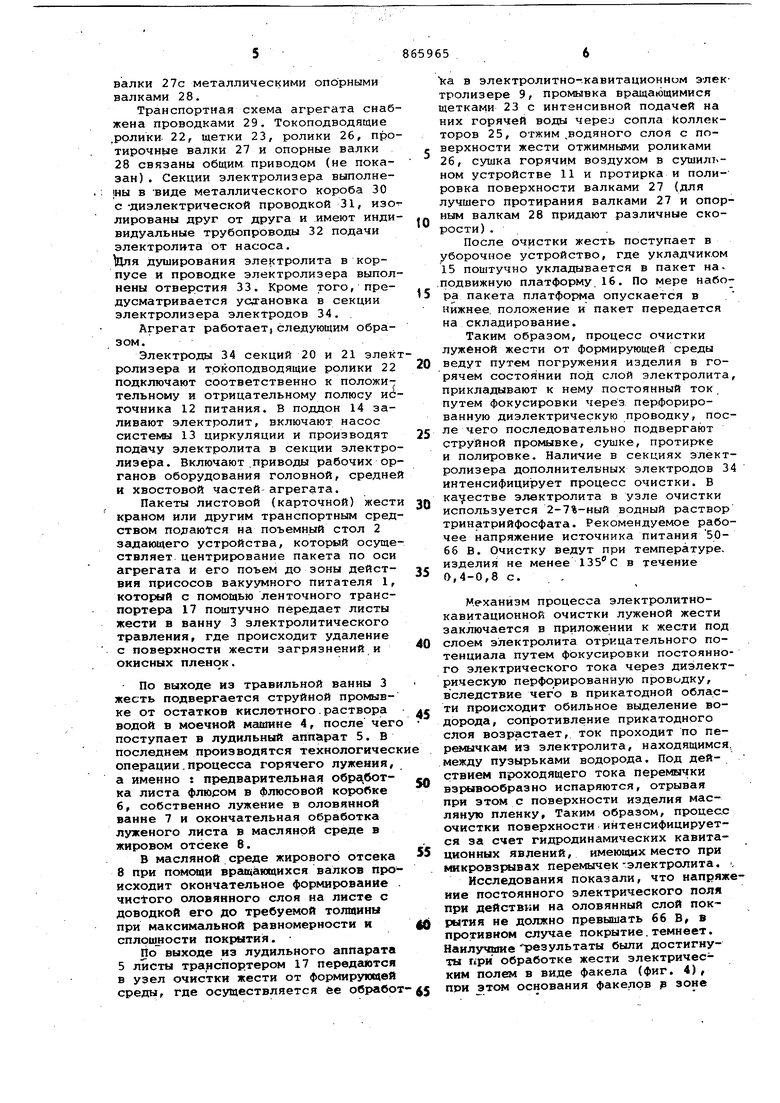
На фиг. 1 изображена схема агрегата непрерывного горячего лужения жести; на фиг,. 2 - продольный разрез по узлу очистки жести от формирующей среды, общий вид; на фиг. 3 - электролизер, вид, (нижняя часть электролизера не показана); на фиг.
4- схема взаимного расположения элементов перфорации электролизера относительно изделия.
л
Компоновка оборудования агрегата представляет собой пять взаимосвязанных участков, расположенных друг с другом по ходу движения изделия.
Головная часть L содержит задающее устройство, выполненное в виде вакуумного питания 1 с подъемным столом 2, предназначенное для поштучной подачи изделий в технологическую часть агрегата.
Средняя технологическая часть состоит из участка подготовки жести перед покрытием Ьд, включающего ванну 3 электролитического травления и моечную машину 4, лудильного аппарата
5(участок L) и узла очистки луженой жести от формирующей среды (участок Ьд). Лудильный аппарат 5 состоит из флюсовой коробки 6, оловянной ванны 7 и жирового отсека 8. В свою очередь, узел очистки содержит 2-секционный электролизер 9, камеру 10 струйной промывки и сушильное устройство 11. Кроме того, узел очистки снабжен истЬчником 12 питания электролизера постоянным током, системой 13 циркуляции электролита и поддоном 14, служащим для сбора вытекающего из рабочей зоны электролита. ч
Хвостовая часть Lf содержит уборочное устройство в виде укладчика 15 с подвижной платформой 16. Для передачи листовой жести по ходу технологического цикла отдельные участки агрегата снабжены ленточными транспортерами 17.
С целью обеспечения возможности обработки в агрега те рулонной полосовой жести головная и хвостовая части снабжены соответственно разматывате л ем 18 и моталкой. 19.
Электролизер 9 выполнен в виде секций 20 и 21, расположенных последоватёльно друг за другом по ходу движеиия полосы и снабженных индивидуальными включателями электрической цепи источника 12. Попарно на входе и выходе из электролизера установлены токоподводящие ролики 22.
Камера 10 струйной промывки содержит мягкие волосяные щетки 23 с опорHbBvm барабанами, 24 и коллекторы 25 подачи воды. На выходе из камеры 10 струйной промывки установлены отжимные гуммированные ролики 26. Для окончательной протирки и полировки луженой жести после сушильного устройства смонтированы обтянутые овчиной валки 27с металлическими опорными валками 28. Транспортная схема агрегата снаб жена проводками 29. Токоподводящие .ролики 22, щетки 23, ролики 26, про тирочные валки 27 и опорные валки 28 связаны общим приводом (не показан). Секции электролизера выполне; 1НЫ в виде металлического короба 30 с-диэлектрической проводкой 31, изо лированы друг от друга и имеют инди видуальные трубопроводы 32 подачи электролита от насоса. Нля душирования электролита в корпусе и проводке электролизера выпол нены отверстия 33. Кроме того, предусматривается усдгановка в секции электролизера электродов 34. Агрегат работает,следующим образом. Электроды 34 секций 20 и 21 элек ролизера и Токоподводящие ролики 22 подключают соответственно к положительному и отрицательному полюсу ис точника 12 питания. В поддон 14 заливают электролит, включают насос системы 13 циркуляции и производят под;ачу электролита в секции электро лизера. Включают .приводы рабочих ор ганов оборудования головной, средне и хвостовой частей агрегата. Пакеты листовой (карточной) жест краном или другим транспортным сред ством подаются на поъемный стол 2 задающего устройства, который осуще ствляет центрирование пакета по оси агрегата и его поъем до зоны деистВИЯ присосов вакуумного питателя 1, который с помощью ленточного транспортера 17 поштучно передает листы жести в ванну 3 электролитического травления, где происходит удаление с поверхности жести загрязнений и окисных пленок. По выходе из травильной ванны 3 жесть подвергается струйной промывке от остатков кислотного.раствора водой в моечной машине 4, после чего поступает в лудильный аппарат 5. В последнем производятся технологическ операции.процесса горячего лужения, а именно : предварительная обработка листа флюсом в флюсовой короЛке б, собственно лужение в оловянной ванне 7 и окончательная обработка луженого листа в масляной среде в жировом отсеке 8. В масляной среде жирового отсека 8 при помощи вращающихся валков происходит окончательное формирование оловянного слоя на листе с доводкой его до требуемой толщины при максимальной равномерности и сплопшости покрытия. По выходе из лудильного аппарата 5 листы транспортером 17 передалтся в узел очистки жести от формирующей среды, где осуществляется ее обработ ка в электролитно-.кавитационном электролизере 9, промывка вращающимися щетками 23 с интенсивной подачей на них горячей воды череу сопла Коллекторов 25, отжим .водяного слоя с поверхности жести отжимными роликами 26, сушка горячим воздухом в сушильном устройстве 11 и протирка и полировка поверхности валками 27 (для лучшего протирания валками 27 и опорным валкам 28 придают различные скорости) . После очистки жесть поступает в уборочное устройство, где укладчиком 15 поштучно укладывается в пакет на.подвижную платформу 16. По мере набора пакета платформа опускается в нижнее, положение и пакет передается на складирование. Таким образом, процесс очистки луженой жести от формирующей среды ведут путем погружения изделия в горячем состоянии под слой электролита, прикладывают к нему постоянный ток путем фокусировки через перфорированную диэлектрическую проводку, после чего последовательно подвергают струйной промывке, сушке, протирке и полировке. Наличие в секциях электролизера дополнительных электродов 34 интенсифицирует процесс очистки. В качестве электролита в узле очистки используется 2-7%-ный водный раствор тринатрийфосфата. Рекомендуемое рабочее напряжение источника питания 5066 В. Очистку ведут при температуре, изделия не менее в течение 0,4-0,8 с. . Механизм процесса электролитнокавитационной очистки луженой жести заключается в приложении к жести под слоем электролита отрицательного потенциала путем фокусировки постоянного электрического тока через диэлектрическую перфорированную проводку, вследствие чего в прикатодной области происходит обильное выделение водорода, сопротивление прикатодного слоя возрастает, ток проходит по перемычкам из электролита, находящимся, между пузырьками водорода. Под действием проходящего тока перемычки взрывообразно испаряются, отрывая при этом с поверхности изделия масляную пленку. Таким образом, процессе очистки поверхности интенсифицируется за счет гидродинамических кавитационных явлений, имеющих место при кшкровз ялвах перемычек-электролита. , Исследования показали, что напряжение постоянного электрического поля при действии на оловянный слой пок-рытия не должно превышать 66 В, в противном случае покрытие,темнеет. Наилучшие результаты были достигнуты при обработке жести электрическим полем в виде факела (фиг. 4), ПРИ этсш основания факелов р зоне
изделия частично перекрывают друг друга.
Конструктивной особенностью узла очистки является наличие в электролизере двух независимых секций 20 и 21, что обеспечивает возможность регулирования степени очистки изделия.
При стабильности технологического процесса в агрегате рабочий режим очистки реализуется включением одной из секций электролизера. При необходимости (например, при добавлении свежего масла или полной его замене в жировой машине) с целью интенсификации процесса очистки включаются одновременно обе секции. Взаимное расположение элементов перфорации электролизера и их расстояние до изделия, удовлетворяющее соотношению 1:3:5, обеспечивает возможность съема масляной планки с поверхности изделия, за исключением микрообластей слоя полуды, где наличие масла регламентируется условиями предохранения оловянного слоя от потертостей при тарнспортировке изделий.
Из изложенного видно, что метод электролитно-кавитационной очистки является наиболее эффективным при обработке луженых изделий с последующим их покрытием лаком или эмалью, так как позволяет заменить дорого- . стоящие сорта пищевого масла на дешевые минеральные.
Технико-экономическая эффективность агрегата достигается за счет :
а)исключения использования в узле очистки в качестве рабочего материала отрубей;
б)снижения веса и габаритов агрегата благодаря применению компактного узла электролитно-кавитационной очистки без установки сухого очистителя;
в)обеспечения возможности регулирования степени очистки луженой жести от масляной среды; .
г)возможности сепарации электролита и пов горного использования масла (возможно использование отработанного масла, например, в агрегатах
свинцевания);
д)увеличения срока службы облицовочного материала прютирочных валков, что обеспечивается протиркой сухой поверхности жести (отсутствуют повышающие износ притирочного матетвриала следы мокрого очистителя и отруби);
е)повышения качества готовой продукции за счет исключения повреждений полуды очистителем;
ж)возможности (при последующем покрытии луженой жести лакокрасочными материалами) замены пищевых масел формирующей среды на минеральные;
з)повьшения эффективности использования агрегата за счет исключения
/ручного труда и запыленности атмосферы на участке очистки луженой жести.
Ожидаемый годовой экономический эффект от внедрения агрегата составляет 165 тыс.руб (при годовом объеме производства луженой жести 10 тыс. тонн).
Формула изобретения
1. Агрегат для непрерывного горячего лужения жести, содержащий узел тодготовки поверхности, узел нанесения покрытия и узел очистки от формирующей среды с протирочными роликами,
отличающийся тем, что, с целью снижения эксплуатационных затрат и повышения качества продукции, узел очистки выполнен в виде двухсекционного электролитно-кавитационного
электролизера, с диэлектрическими перфорированными проводниками,камер струйной промывки и сушки, причем протирочные ролики установлены после камвры сушки по ходу технологического
процесса.
2. Агрегат по п. 1, отличающийся тем, что электролизер выполнен в виде металлического короба с перфорацией, направленной в сторону изделия, причем перфорация коро-.
ба совпадает с перфорацией проводки, а размеры элекментов перфорации выполнены согласнЪ соотношению.
d : Е : К 1 : 3 I 5j, где d - диаметр отверстий;
Б - шаг отверстий;
К - расстояние от короба до изделия.
Источники информации, принятые во внимание при экспертизе
1.Виткин А.И. Релая жесть. М., Металлургиэдат, 1951, с. 123 - 127.
2.Механическое оборудование цехов холодной прокатки. Под ред. Г.Л.Химича. М., Машиностороение, 1972, с.218.

| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для непрерывного производства рулонной электролитически луженой лакированной жести | 1950 |
|
SU93718A1 |
| Агрегат непрерывного свинцевания ленты | 1977 |
|
SU771183A1 |
| Машина для очистки ленточной луженой жести от масла | 1955 |
|
SU103543A1 |
| Способ автоматического горячего лужения и устройство для осуществления способа | 1951 |
|
SU94709A1 |
| Способ одностороннего горячего лужения жести в рулонах и устройство для его осуществления | 1954 |
|
SU101701A1 |
| Способ подготовки к эксплуатации валков для горячего лужения | 1988 |
|
SU1588798A1 |
| Способ изготовления валков агрегатов горячего лужения | 1977 |
|
SU642363A1 |
| Агрегат для непрерывной обработки плоского проката | 1978 |
|
SU749123A1 |
| Способ горячего лужения или освинцования жести | 1932 |
|
SU31728A1 |
| Агрегат электрохимической обработки проволоки | 1986 |
|
SU1461775A1 |

-f
О
, /7 if
