Изобретение относится к области прокатного производства и может быть использовано при травлении горячекатаных полос рулонной стали в растворе соляной кислоты.
Известен способ [Травление полос и листов в соляной кислоте. Гуренко В. Д. , Файнштейн В.М. М.: Металлургия, 1971, с.70-71] травления горячекатаных полос в растворе соляной кислоты. Он включает травление горячекатаных полос рулонной стали в растворе соляной кислоты путем последовательного прохождения полосы через все секции ванны травления, заполненные травильным раствором, содержащим 10-12% НСl. Дно ванны имеет уклон к середине, откуда по трубе раствор с содержанием до 100 г/л железа отводится в подвал и собирается в циркуляционном баке. Отсюда насосом раствор подается на фильтр, а затем в теплообменник, где нагревается до 70-85oС. Затем по трубам снова заливается в направляющие (секции ванны травления). После прохождения через ванну травления полоса подвергается промывке и нейтрализации (если полосы направляются на другие заводы) в ваннах аналогичной конструкции. После сушки горячим воздухом полосы промасливаются и сматываются в рулоны.
Недостаток известного способа травления проявляется при остановке травильной линии. Известно [Очистка поверхности стали /Н.С. Смирнов, М.Е. Простаков/ М.: Металлургия, 1965. с.139-141], что в процессе травления на поверхности полосы образуются соли двухвалентного железа, сравнительно легко растворимые в воде. При движении полосы через ванну с травильным раствором на постоянной скорости они из ванны травления вместе с полосой переходят в ванну промывки, где легко смываются с поверхности при промывке. Однако при остановке травильной линии под действием кислорода воздуха и в присутствии влаги эти соли в ванне промывки превращаются в водонерастворимые основные соединения трехвалентного железа:
4Fe(OH)2+О2+2Н2О=4Fе(ОН)3 (нерастворим в воде)
Кроме этого, в самой ванне промывки во время вынужденного простоя НТА поверхность полосы быстро покрывается бурым налетом гидратированного оксида железа, который в силу своей рыхлости не защищает металл от дальнейшего окисления. При обильном доступе кислорода и наличии влаги образуются гидратные формы трехвалентного оксида железа:
2Fe+2O2+nН2O=Fе2O3•nН2O
Особенно интенсивно эти процессы протекают в зоне, примыкающей к участку сушки полосы, где наличие избыточного давления горячего воздуха и остатков влаги на полосе способствуют быстрому протеканию процесса превращения двухвалентного гидроксида железа в трехвалентный и реакции гидратации железа. Причем в зависимости от времени остановки НТА участки с отложениями трехвалентного гидроксида железа, которые отсорбируются на поверхности полосы и проникают в микронеровности и поры на ее поверхности, могут иметь различный цвет от желтого, желто-бурого до зеленоватого и черного. При пуске травильной линии после остановки эти участки в зависимости от длительности вынужденного простоя НТА могут быть либо замотаны в рулон, либо вырезаны на выходе НТА и сняты отдельной подмоткой.
Кроме того, полоса, находящаяся в ваннах травления при простое НТА, попадает под длительное действие травильного раствора. Ее поверхность растравливается, становится шероховатой, а толщина полосы уменьшается.
При последующей холодной прокатке в непрерывном стане из-за разницы в условиях трения участков полосы на границе раздела "до и после остановки травильной линии" в ваннах промывки и травления произойдет последовательное изменение усилия и межвалкового зазора клетей, что в свою очередь неизбежно раскачает межклетьевые натяжения. При изменении межклетьевых натяжений ниже нижней границы устойчивости процесса прокатки это приведет к децентрированию полосы, ее выбросу из клетей, "забуриванию" полосы и аварийной остановке стана. Рулоны травленой горячекатаной полосы с минимальным временем остановки НТА могут быть частично прокатаны на пониженной скорости, но это снизит производительность непрерывного стана холодной прокатки и ухудшит продольную разнотолщинность готовой холоднокатаной полосы на выходе стана. При этом отсорбированный на поверхности трехвалентный гидроксид железа будет вкатан валками стана холодной прокатки в поверхность полосы, ухудшив качество и товарный вид металла.
Для предотвращения этого после остановки травильной линии участок полосы, находящийся в ваннах промывки, в зоне сушки, на выходе травильной линии вырезают, переводя в неисправимый брак, что снижает выход годного металла при травлении.
Известен способ [Травление полос и листов в соляной кислоте. Гуренко В. Д. , Файнштейн В.М., М.: Металлургия, 1971, с.35] предотвращения перетрава полосы при остановке травильной линии, при котором полосу поднимают выше уровня раствора и сливают его частично или полностью.
Недостатком данного способа является неполное устранение перетрава, т.к. полоса, находясь в замкнутом пространстве травильной ванны, при достаточно высокой температуре травления все равно контактирует, если не самим травильным раствором, так с его парами, что не исключает полностью процесса коррозии. Кроме того, в ванне промывки протекает процесс коррозии по описанному выше механизму.
Известен способ [Химическая обработка стального проката /Я.Н.Липкин, Т. С.Девяткина, Я.И.Гольдштейн. К.: Техника, 1980, с.38-53] травления металла с добавкой в состав травильных растворов ингибиторов коррозии (присадок, замедляющих процесс травления поверхности металла).
Недостатком данного способа является то, что все выпускаемые в настоящее время ингибиторы в большей или меньшей степени тормозят удаление окалины. Ряд ингибиторов коагулирует в присутствии солей трехвалентного железа, что делает их применение невозможным при циркуляционных режимах травления [Химическая обработка стального проката/ Я.Н.Липкин, Т.С.Девяткина, Я.И.Гольдштейн. К. : Техника, 1980. с.46]. Кроме того, применение ингибиторов удорожает себестоимость процесса травления.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ непрерывного травления горячекатаных полос в растворе соляной кислоты [Белянский А.Д., Кузнецов Л.А., Франценюк И.В. Тонколистовая прокатка, технология и оборудование. М.: Металлургия, 1994, с.136-142]. Он включает травление горячекатаных полос рулонной стали в растворе соляной кислоты путем последовательного прохождения полосы через все секции ванны травления, промывку полосы от остатков кислотного раствора, сушку горячим воздухом. При остановке НТА из ванн травления сливают кислотный раствор в циркуляционные емкости (во избежание перетрава поверхности полосы).
Поскольку при данном способе травления полоса непрерывно движется в химической части (ванны травления, ванны промывки и сушильная установка) непрерывного травильного агрегата с постоянной скоростью, то она на выходе имеет однородную, однотонную поверхность, что при последующей холодной прокатке (особенно в клетях непрерывного стана) обеспечивает одинаковые условия трения на границе "валки-полоса" во всех клетях стана и по всей длине прокатываемой полосы.
Указанный способ также не обеспечивает полной коррозионной защиты поверхности полосы потому, что, защитив полосу в ванне травления от перетрава путем слития кислоты, в ванне промывки полоса подвержена коррозии из-за наличия на ее поверхности влаги и кислорода в пространстве ванны.
Техническая задача состоит в защите поверхности травленой полосы при остановке НТА от коррозии (пятен ржавчины и отложений солей трехвалентного железа), образующихся при вынужденной остановке полосы в НТА.
Решается техническая задача за счет слива кислоты с ванн травления и стравливания гидратированной поверхности полосы путем реверса полосы в НТА в направлении "назад" на длину, большую или равную общей длине ванн промывки и участка сушки агрегата травления, чем достигается технический эффект улучшения (обновления) поверхности травленой горячекатаной полосы и исключения вырубки участка полосы, находившегося во время остановки НТА в ванне промывки и на участке сушки.
Это достигается тем, что после завершения вынужденного простоя НТА для устранения нерастворимого в воде трехвалентного гидроксида железа, отсорбированного на поверхности металла, находящегося в ванне промывки и на участке сушки, полосу в НТА реверсируют в направлении "назад" (т.е. перематывают в обратном направлении) на расстояние, большее или равное длине ванн промывки и участка сушки, для того, чтобы поместить гидратированный участок полосы в ванну травления. После того как участок полосы с отложениями трехвалентного гидроксида железа на поверхности будет перемещен в ванну травления, затем выполняется пауза до 30 с и направление движения полосы в НТА изменяется на прямое, а агрегат разгоняется до рабочей скорости. В ванне травления в растворе кислоты с поверхности полосы стравливается слой солей трехвалентного железа по реакции
Fе(ОН)3+3НС1=FеСl3+3Н2O
Далее полосу промывают в ванне промывки и сушат горячим воздухом при стабильной скорости движения полосы через НТА, и она приобретает однородную поверхность без границы раздела по поверхности (между травленой и нетравленой частями, как это бывает при обычной остановке НТА).
Поэтому при последующей холодной прокатке участок полосы, на котором была вынужденная остановка НТА и протравленного с применением реверса НТА, не вызывает дестабилизации натяжений в межклетьевых промежутках, приводящих к забуриванию полосы, аварийной остановке непрерывного стана, ухудшению продольной разнотолщинности холоднокатаных полос или вкатыванию частиц гидроксида железа в поверхность полосы в процессе прокатки.
При реверсе полосы в НТА в обратном направлении полосу из первой секции ванны травления выводят за ее пределы на длину, большую или равную длине ванны промывки и участка сушки. Во избежание кислотной коррозии оборудования (роликов) травильной линии остатками кислотного раствора одновременно с реверсом линии в обратном направлении производят промывку полосы снизу и сверху водой. Промывная вода смывает с поверхности полосы соли железа и остатки травильного раствора, образовавшиеся при травлении полосы вследствие остановки травильной линии, стекает в ванну травления и уменьшает в ней концентрацию солей железа. Затем поверхность полосы снизу и сверху отжимают от остатков воды любым известным способом, например гуммированными роликами. Таким образом, поверхность полосы, выдаваемая назад из первой секции ванны травления, не содержит на поверхности остатков кислотного раствора, что увеличивает срок службы роликов и другого оборудования на входе в травильную ванну.
Применение предлагаемого способа травления позволяет снизить расходный коэффициент не только на травление, но и в целом по переделу от 10 до 44%, избежать ненужного деления рулонов и ухудшения качества поверхности готовых холоднокатаных полос по поверхности и продольной разнотолщинности.
Известное и предложенное технические решения имеют следующие общие признаки: травление полосы производится в растворе соляной кислоты, после травления полоса промывается и сушится, при остановке травильной линии производят слитие кислотного раствора из ванн.
Отличия предложенного способа заключаются в том, что после вынужденной остановки травильной линии перед ее запуском и ускорением до рабочей скорости производят реверс полосы в НТА в направлении "назад", перемещают гидратированый участок полосы в ванну травления, выполняют выдержку времени до 30 с (для облегчения стравливания следов коррозии, образовавшихся на участке полосы, находившейся во время вынужденного простоя в ванне промывки и в зоне сушки), одновременно с реверсом полосы в направлении "назад" производят промывку полосы на входе в первую секцию ванны травления и отжим поверхности полосы, выдаваемой из первой ванны на вход химической части травильной линии.
Указанные отличительные признаки проявляют во всей совокупности новые свойства, не присущие им в известных совокупностях признаков, и состоящие в снижении расхода металла на травление и по переделу, и приводящие к улучшению качества поверхности полосы за счет ликвидации участков коррозии травленой полосы, связанных с вынужденной остановкой травильного агрегата.
Это свидетельствует о соответствии предложенного технического решения критерию "существенных отличий".
Приведем пример реализации изобретения, не исключающий другие способы его реализации в пределах формулы изобретения.
Пример реализации изобретения.
Сравнение предлагаемого и существующего способов травления осуществляли на горячекатаных полосах, свернутых в рулоны одинакового веса. Проверку предлагаемого способа травления проводили методом активного эксперимента.
Предлагаемый способ травления был опробован на непрерывном травильном агрегате (НТА) 1 листопрокатного производства ОАО "НЛМК".
Агрегат имеет следующие технические характеристики, относящиеся к реализации данного способа травления.
Травление окалины на поверхности горячекатаной полосы осуществляли в растворе соляной кислоты концентрацией 170-205 г/дм3 при температуре 80-85oС. Общая длина ванн травления, состоящих из 4-х секций, равна 127,2 м.
В случае остановки НТА длительностью более 40 с из ванн травления травильный раствор скачивали в циркуляционные емкости.
Промывку полосы после травления осуществляли в ванне промывки струйным методом путем подачи воды на движущуюся полосу из коллекторов через форсунки, расположенные снизу и сверху полосы.
Промывку полосы производили обессоленной водой при температуре не ниже 70oС (по секции горячей промывки - шестой секции промывки).
Ванна промывки состоит из шести соединенных между собой секций общей длиной 19,5 м.
Сушильное устройство, предназначенное для полного удаления влаги с протравленной и промытой полосы, состоит из 6 воздуходувных труб, расположенных сверху полосы. Каждая труба имеет щели с регулируемыми направляющими пластинками, которыми точно устанавливается поток горячего воздуха, подаваемого на полосу. Температура воздуха не ниже 90oС.
Общая протяженность участка сушки составляет 6,0 м.
Схема НТА представлена на чертеже.
Первую группу полос травили по предлагаемому способу.
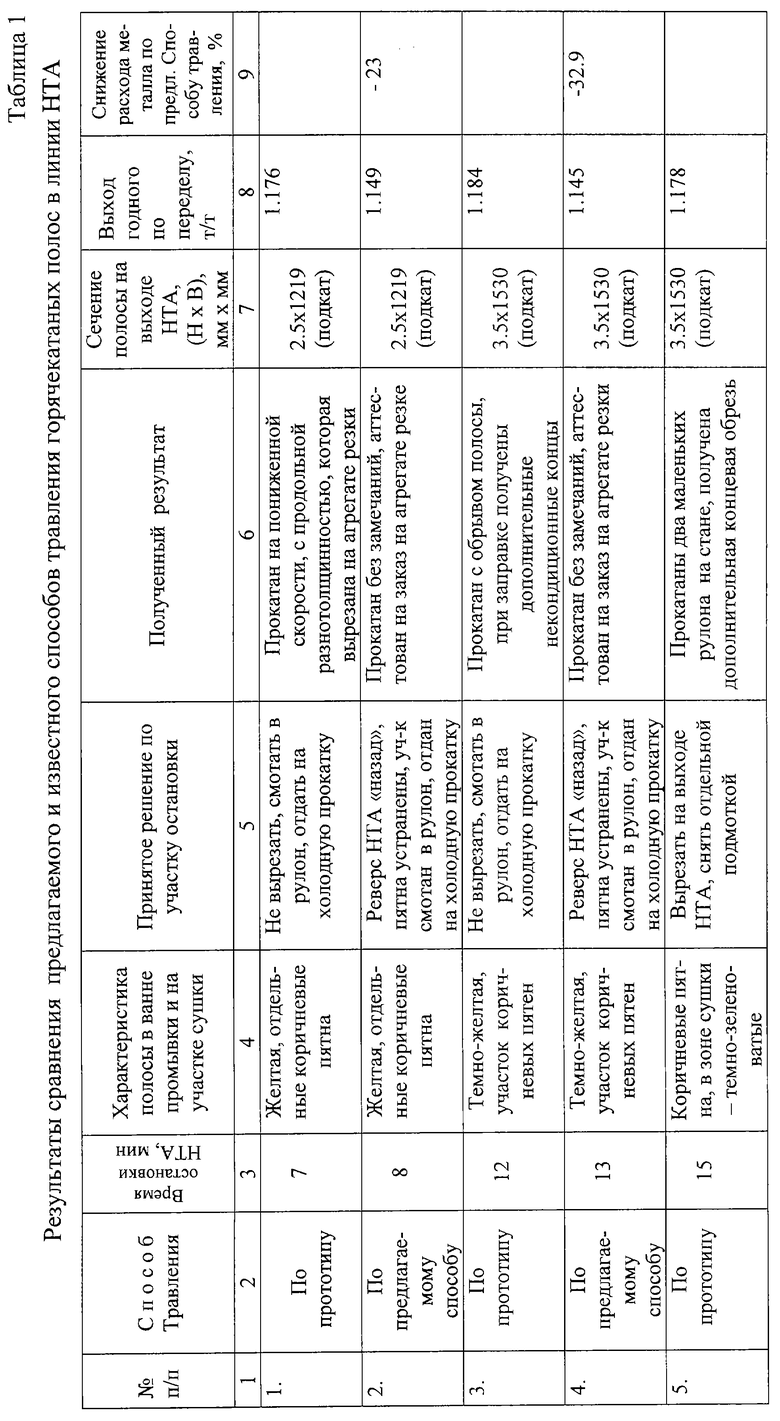
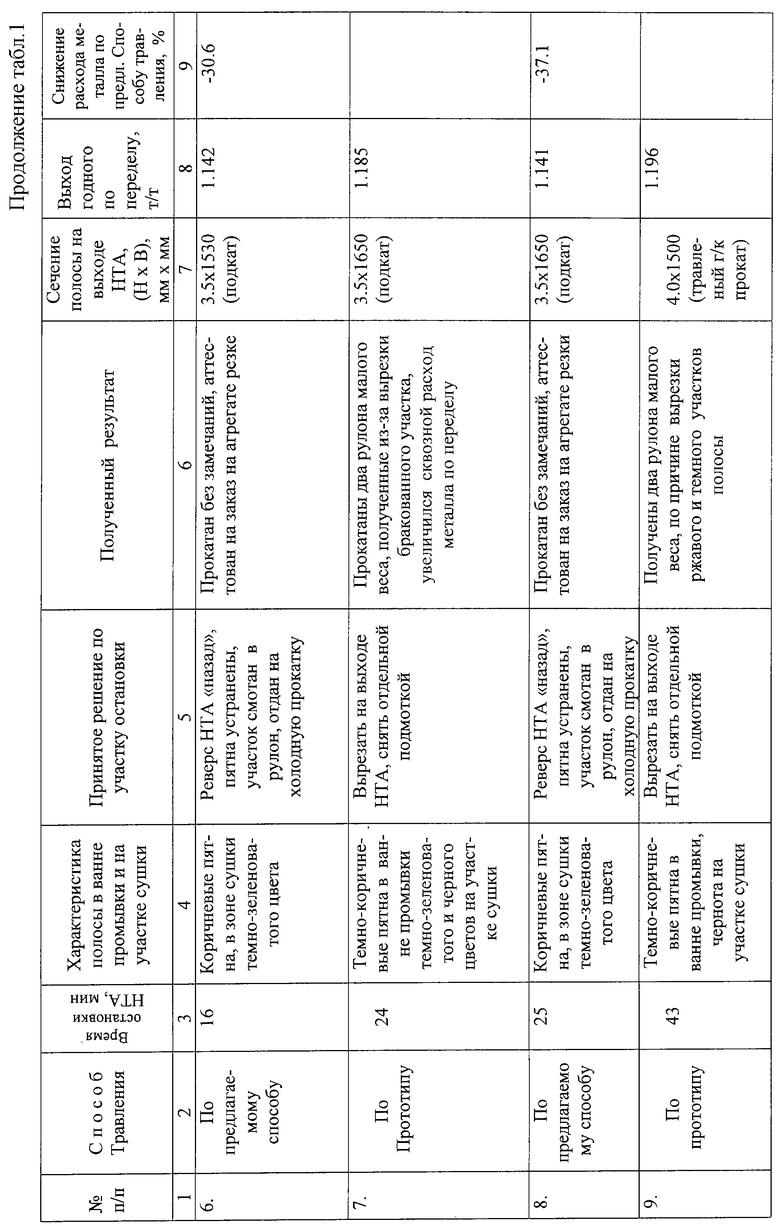
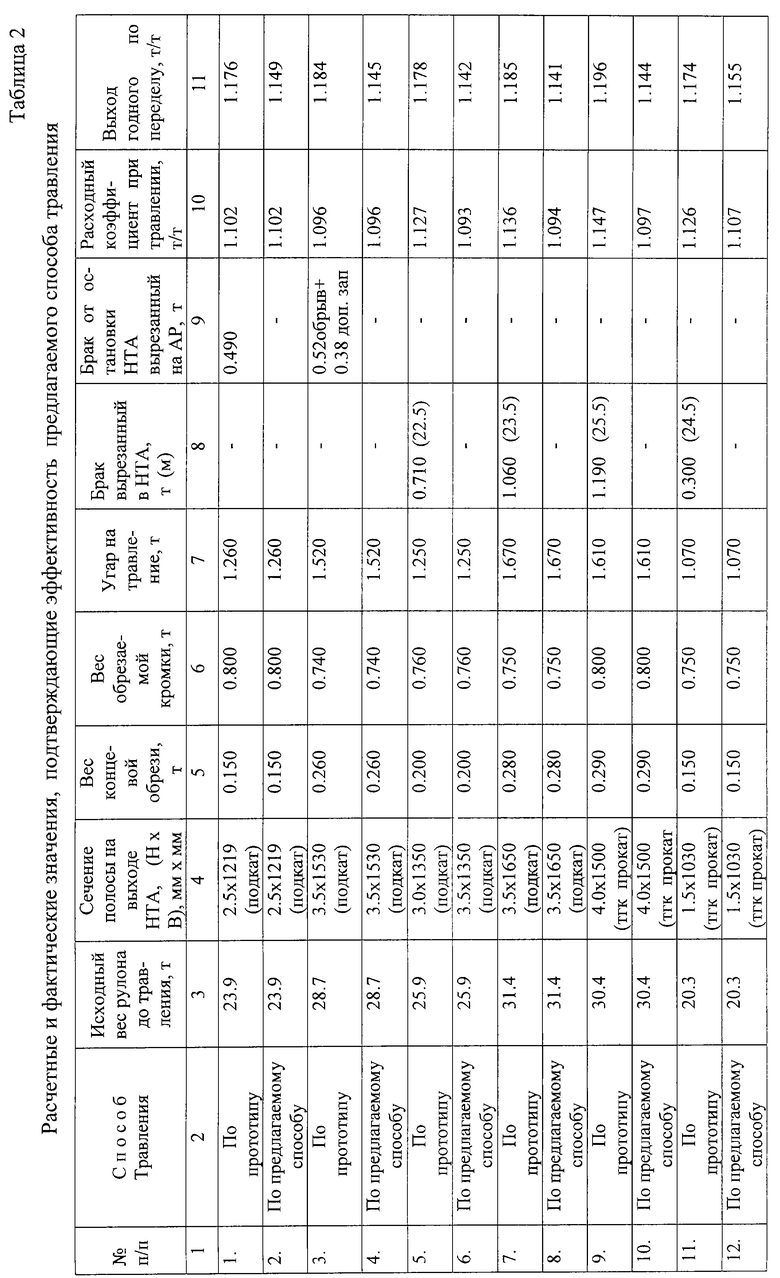
Варианты реализации способа и показатели его эффективности приведены в табл.1 и 2.
После вынужденной остановки НТА травильный раствор из ванн травления был слит в циркуляционные емкости. Подачу горячей воды в секции промывки на полосу производили постоянно с рабочим давлением 2,0-4 атм.
Перед пуском агрегата все четыре секции ванны травления были заполнены кислотой. Затем полоса в линии НТА была реверсирована в направлении "назад" (относительно принятого направления движения полосы в агрегате) на длину, равную общей длине ванн промывки и участка сушки 25,5 м (19,5+6,0 м).
Во избежание кислотной коррозии роликов и другого оборудования агрегата на входе в травильную ванну поверхность полосы выдаваемой назад из первой по ходу секции ванны травления промывали водой с помощью коллекторов с форсунками, установленными на входе в первую секцию промывки сверху и снизу полосы под давлением 2,0-4,0 атм с произвольным расходом, достаточным для смытия с поверхности полосы солей железа и кислотного раствора. Отжим полосы от остатков промывочной воды осуществляли с помощью сведенной к полосе пары гуммированных роликов (при обычном режиме работы НТА ролики разведены).
Контроль длины отматываемой из первой секции травления полосы при реверсе "назад" производился визуально (по достижении установленной отметки на оборудовании, фиксирующей длину 27 м по полосе).
После того как пораженная коррозией во время простоя агрегата часть полосы при движении линии в направлении "назад" была втянута в 4-ю секцию ванны травления, сделали паузу 20 с и изменили направление движения полосы в НТА путем реверсирования ее в направлении "вперед". Затем НТА ускорили до рабочей скорости движения полосы в химической части. При этом поверхность участка полосы, пораженная коррозией во время втягивания полосы в последнюю секцию ванны травления, вступала в реакцию с травильным раствором, который растворял содержащиеся на поверхности соли трехвалентного железа. При прохождении полосы по ванне промывки ее промывали горячей водой и сушили горячим воздухом в обычном режиме работы НТА.
Качество поверхности полосы после травления контролировали на выходе из участка сушки полосы, а также в выходной части НТА. При травлении по предлагаемому способу с реверсом полосы назад участков коррозии или отложения солей трехвалентного железа на поверхности полос выявлено не было. Дополнительно качество поверхности на предмет наличия "меток" от остановки НТА на ее поверхности осматривали перед первой клетью непрерывного пятиклетьевого стана 2030 бесконечной прокатки (для подката) и на агрегатах резки (при порезке протравленной горячекатаной полосы). Следов остановки НТА на поверхности не отмечено. Все протравленные по предлагаемому способу полосы подката (предназначавшиеся для последующей холодной прокатки) были прокатаны на непрерывном 5-клетьевом стане 2030 без снижения рабочей скорости прокатки, не имели отклонений по продольной разнотолщинности и поверхности от требований нормативно-технической документации на холодную прокатку, после заключительного отжига и последующей обработки были аттестованы на заказы по первому предъявлению.
Вторую группу полос травили по известному способу. Во избежание перетрава поверхности полосы, при остановке НТА, производили слив травильного раствора из ванны травления. При остановке НТА подачу воды в промывной ванне во время простоя агрегата не прекращали. Несмотря на принятые вышеупомянутые меры защитного характера, при пуске линии на выходе из участка сушки наблюдали участок поверхности полосы, резко выделяющийся от основной ее части по цветовому оттенку (от светло-рыжего до темного с зеленым оттенком), длиной 22,5-25,5 м (см. табл.1).
Для предотвращения вкатывания при последующей холодной прокатке на непрерывном пятиклетьевом стане 2030 бесконечной прокатки, отложений солей трехвалентного железа в поверхность холоднокатаной полосы, эти участки полосы были вырублены на выходе травильной линии и переведены в неизбежный брак, как это было предписано технологической инструкцией по травлению горячекатаных полос в линии НТА.
Другие случаи применения предлагаемого способа травления с реверсом НТА назад приведены в табл.1.
Из табл.1 видно, что даже при кратковременной остановке НТА, когда участок полосы, находившейся в ванне промывки и в зоне сушки горячим воздухом, был смотан в рулон и передан на стан для последующей холодной прокатки, то из-за осаждения на поверхности полосы солей трехвалентного железа при прокатке было получено отклонение по продольной разнотолщинности на холоднокатаной полосе и темный цвет поверхности полосы (получен из-за вкатывания в поверхность загрязнений с травленой полосы), не устраняемый при последующем отжиге. По этой причине этот участок полосы был вырезан из рулона на агрегате резки при последующей аттестации готовой продукции и переведен в брак.
В другом случае замотанный в рулон участок горячекатаной травленой полосы с дефектом "коррозия" по причине простоя НТА послужил причиной забуривания полосы при холодной прокатке на непрерывном пятиклетьевом стане 2030.
В остальных случаях участки полос с отложениями солей трехвалентного железа на поверхности из-за остановок НТА были вырезаны на выходе агрегата, сняты подмотками малого веса 0,295-1,193 т и переведены в неисправимый брак, не подлежащий дальнейшей переработке.
В сравнении с ними горячекатаные травленые полосы по предлагаемому способу травления не имели на поверхности полосы следов от остановки НТА, были смотаны в рулоны и прокатаны на непрерывном пятиклетьевом стане 2030 без снижения скорости, ухудшения продольной разнотолщинности холоднокатаных полос и ухудшения качества поверхности. Случаев отбраковки готового холоднокатаного металла при конечной аттестации на агрегатах резки по качеству поверхности и продольной разнотолщинности готовых холоднокатаных полос выявлено не было.
Анализ табл.1 показал, что уменьшение сквозного расходного коэффициента по переделу при применении предлагаемого способа травления составляет от 16,2 до 43,5%, при среднем значении 30,6%.
Экономическая эффективность предлагаемого изобретения достигается за счет уменьшения обрези на НТА при переводе в неисправимый брак участков полосы с отложениями трехвалентных солей железа, образовавшихся в ванне промывки и на участке сушки полосы за счет снижения доли разнотолщинного холоднокатаного металла, полученного при холодной прокатке в стане по причине загрязнения поверхности отложениями солей и за счет сокращения количества деленных рулонов, а следовательно, и лишних разнотолщинных концов.
Применение предлагаемого способа травления позволяет снизить расходный коэффициент не только на травление, но и в целом по переделу, избежать ненужного деления рулонов и ухудшения качества поверхности готовых холоднокатаных полос.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТРАВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ПОЛОС | 2006 |
|
RU2308544C2 |
| СИСТЕМА И СПОСОБ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ЛИСТОВ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2017 |
|
RU2746876C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО РУЛОНА И СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО РУЛОНА | 1996 |
|
RU2125616C1 |
| Способ обработки горячекатаной полосы из углеродистых сталей в непрерывно-травильном агрегате | 1981 |
|
SU1018985A1 |
| Способ производства холоднокатаных полос | 1990 |
|
SU1736649A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ | 1999 |
|
RU2164248C2 |
| Способ изготовления горячекатаной полосы | 1977 |
|
SU709702A1 |
| СПОСОБ ДРЕССИРОВКИ ГОРЯЧЕКАТАНОГО СТАЛЬНОГО ЛИСТА | 2001 |
|
RU2183515C1 |
| Устройство для травления прокатанной стальной полосы и листа | 1961 |
|
SU143295A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ НИЗКОУГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ | 2000 |
|
RU2191080C2 |

Изобретение относится к прокатному производству и может быть использовано при травлении горячекатаных полос рулонной стали в растворах минеральных кислот. Способ включает травление металла в растворе соляной кислоты в линии непрерывного травильного агрегата (НТА), промывку поверхности протравленной полосы водой, сушку горячим воздухом, смотку протравленных горячекатаных полос в рулоны, слив кислоты с секций ванны травления при простое НТА, при этом при вынужденном простое НТА, по завершении простоя, производят реверсирование полосы в НТА в направлении "назад" на длину, большую или равную длине ванны промывки и участка сушки агрегата, одновременно с реверсированием полосы в линии НТА производят подачу на полосу в начале ванны травления промывной воды, отжим участка полосы, выдаваемого "назад" из ванны травления, от остатков промывной воды, кислотного раствора и солей железа, а после завершения реверсирования полосы в линии НТА "назад" и перед пуском линии в направлении "вперед" осуществляют паузу длительностью не более 30 с. Технический результат - способ позволяет снизить расходный коэффициент не только на травление, но и в целом по переделу от 10 до 44%, избежать ненужного деления рулонов и ухудшения качества поверхности готовых холоднокатаных полос по поверхности и по продольной разнотолщинности. 1 ил., 2 табл.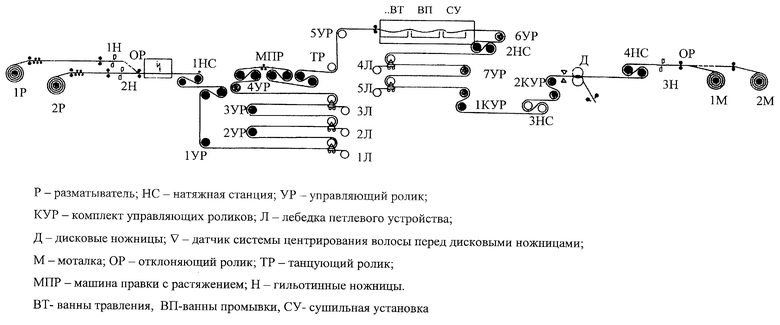
Способ травления горячекатаных полос рулонной стали, включающий травление металла в растворе соляной кислоты в линии непрерывного травильного агрегата (НТА), промывку поверхности протравленной полосы водой, сушку горячим воздухом, смотку протравленных горячекатаных полос в рулоны, слив кислоты с секций ванны травления при простое НТА, отличающийся тем, что при вынужденном простое НТА, по завершении простоя производят реверсирование полосы в НТА в направлении “назад” на длину, большую или равную длине ванны промывки и участка сушки агрегата, одновременно с реверсированием полосы в линии НТА производят подачу на полосу в начале ванны травления промывной воды, отжим участка полосы, выдаваемого “назад” из ванны травления, от остатков промывной воды, кислотного раствора и солей железа, а после завершения реверсирования полосы в линии НТА “назад” и перед пуском линии в направлении “вперед” осуществляют паузу длительностью не более 30 с.
| БЕЛЯНСКИИ А.Д | |||
| и др | |||
| Тонколистовая прокатка | |||
| - М.: Металлургия, 1994, с | |||
| Регулятор для ветряного двигателя в ветроэлектрических установках | 1921 |
|
SU136A1 |
| СИДОРЕНКО И.М | |||
| Поточная линия очистки листовой стали от окалины и ржавчины | |||
| - Л.: Судпромгиз, 1960, с | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для травления прокатанной стальной полосы и листа | 1961 |
|
SU143295A1 |

