Изобретение относится к области прокатного производства и может быть использовано при травлении горячекатаных полос рулонной стали в растворах серной и соляной кислот, в частности при травлении IF-сталей.
Известен способ травления горячекатаных полос в растворе соляной кислоты в непрерывно-травильных агрегатах (НТА) [1]. Он включает травление горячекатаных полос рулонной стали в растворе соляной кислоты путем последовательного прохождения полосы через все секции ванны травления, заполненные травильным раствором. После прохождения через ванну травления полоса подвергается промывке и нейтрализации в ваннах. После сушки горячим воздухом полосы промасливаются и сматываются в рулоны.
Недостатком известного способа травления является то, что при остановке травильной линии образующиеся под действием кислорода воздуха и в присутствии влаги соли в ванне промывки превращаются в водонерастворимые основные соединения трехвалентного железа: Fe(OH)3.
Кроме того, в самой ванне промывки во время вынужденного простоя НТА на поверхности образуется слой гидратированного оксида железа, который не защищает металл от дальнейшего окисления, то есть от коррозии.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ травления горячекатаных полос рулонной стали, включающий травление металла в растворе соляной кислоты в линии НТА, промывку поверхности протравленной полосы водой, сушку горячим воздухом, смотку протравленных горячекатаных полос в рулоны, слив кислоты с секций ванны травления при простое НТА, при этом при вынужденном простое НТА, по завершении простоя, производят реверсирование полосы в НТА в направлении "назад" на длину, большую или равную длине ванны промывки и участка сушки агрегата [2]. Одновременно с реверсированием полосы в линии НТА производят подачу на полосу в начале ванны травления промывной воды, отжим участка полосы, выдаваемого "назад" из ванны травления, от остатков промывной воды, кислотного раствора и солей железа, а после завершения реверсирования полосы в линии НТА "назад" и перед пуском линии в направлении "вперед" осуществляют паузу длительностью не более 30 с. Известный способ позволяет защитить поверхность травленой полосы от коррозии при остановках НТА.
К недостаткам известного способа относятся дополнительные технологические операции: реверсирование "назад" полосы в сторону головной части НТА, подача на полосу в начале ванны травления промывной воды, отжим участка полосы, выдержка паузы в 30 с, которая не всегда может совпадать со временем простоя, увеличение энергозатрат, снижение средней скорости движения полосы через НТА и его производительности.
Технической задачей изобретения является создание способа травления горячекатаных полос, при котором будет обеспечен запас коррозионной стойкости, позволяющий защитить поверхность полосы от коррозии при остановках НТА, а также ускорить процесс травления полосы в агрегате.
Техническая задача достигается тем, что в способе травления горячекатаных полос, включающем травление полосы в растворах различных кислот в линиях непрерывно-травильных агрегатов, промывку поверхности протравленной полосы водой, сушку и смотку полос в рулон, согласно предложению перед входом полосы в ванны травления, промывки и сушки полосу обрабатывают в постоянном магнитном поле, вектор магнитной индукции которого перед входом в каждую из ванн направлен вдоль полосы под углом от 0 до 180° или поперек под углом от 0 до 90° к направлению движения полосы. Кроме того, в необходимых случаях в магнитном поле обрабатывают только кромки полосы.
Сущность изобретения поясняется чертежами. На фиг.1 показана схема расположения магнитных систем в НТА; на фиг.2 - схемы магнитных систем: а) при продольном направлении магнитного потока Ф; б) при поперечном направлении потока Ф, например под углом 90° к направлению движения полосы; в) при обработке только кромок полосы.
На чертежах приняты следующие обозначения: 1 - ванна травления; 2 - ванна промывки; 3 - ванна сушки; 4 - магнитная система; 5 - полоса; В - вектор индукции; N-S - полюса электромагнита; Ф - магнитный поток; Vп - направление движения полосы.
Способ осуществляется следующим образом.
Полоса 5 последовательно проходит через ванну травления 1, ванну промывки 2 и ванну сушки 3, при этом перед входом в ванны 1, 2, 3, на полосу 5 воздействуют магнитным потоком Ф, пропуская полосу 5 через магнитную систему 4, представляющую собой электромагниты (фиг.1).
Одной из причин коррозионного растрескивания является действие остаточных напряжений в металле, которые возникают в полосе при ее движении через оборудование НТА, например, через правильные ролики, рольганги, карманы и т.п. [3].
При обработке в постоянном магнитном поле перед ваннами промывки 2 и сушки 3 остаточные напряжения в металле снимаются, что снижает уровень его коррозионной активности по отношению к воде при движении полосы 5 через ванны промывки 2 и сушки 3.
Экспериментально установлено, что в постоянном магнитном поле коррозионная стойкость, например, стали 08Ю повышается до 30%.
При обработке полосы 5 в постоянном магнитном поле перед ваннами травления 1 в металле возникает доменная структура определенного направления. В результате магнитострикции атомная решетка металла подвергается упругой деформации. При этом на поверхности слоя окалины появляются дополнительные микротрещины, в которые проникает кислота, что вызывает ускорение процесса травления в целом. Меняя направление намагниченности (или вектора магнитной индукции В) по отношению к поверхности полосы или по отношению к направлению перемещения полосы 5, можно, используя явление магнитострикции, изменять степень воздействия магнитного поля на физические свойства металла, в том числе на его коррозионную стойкость или на скорость травления в кислоте.
Экспериментально установлено, что в постоянном магнитном поле скорость травления, например, стали DC05 увеличивается до 15%.
Указанного эффекта добиваются, поворачивая П-образный электромагнит 4 на угол от 0 до 180° в плоскости полосы, изменяя тем самым угол между вектором магнитной индукции В и направлением движения полосы Vn. Если вектор В направлен в сторону движения полосы, то этот угол равен 0°, если вектор В направлен в противоположную сторону движения полосы, то этот угол равен 180°. Вектор В лежит в плоскости полосы и может принимать любые промежуточные значения между 0 и 180° (фиг.2а). В этом случае магнитный поток Ф пропускается вдоль полосы 5.
Указанного эффекта добиваются также, располагая электромагниты 4 в плоскости по отношению к поверхности полосы 5 под углом 90° или наклоняя электромагниты 4 относительно полосы 5. Вектор В перпендикулярен к направлению движения полосы Vn или расположен по отношению к нему под углом от 0 до 90° (фиг.2б). В этом случае магнитный поток Ф пропускается поперек полосы.
В некоторых случаях, например непосредственно перед прокаткой, производят только обработку кромок полосы 5, располагая полюса N и S электромагнитов 4 между поверхностями кромок (фиг.2в). В этом случае магнитный поток Ф пропускается поперек кромок полосы 5.
При этом перед каждой операцией (травлением, промывкой, сушкой) углы поворота электромагнитов устанавливаются в зависимости от марки стали, состояния поверхности полосы и режима травления, которые определяются опытным путем.
Экономическая эффективность предлагаемого изобретения достигается за счет уменьшения времени нахождения полосы в ваннах травления и большей коррозионной стойкости полосы при прохождении или при остановках НТА через ванны промывки и сушки.
Источники информации
1. Гуренко В.Д., Файнштейн В.М. Травление полос и листов в соляной кислоте. М.: Металлургия, 1971, с.70-71.
2. Патент РФ №2219286, МПК С23F 1/00, 20.08.2003 г.
3. Жетвин Н.П., Раховская Ф.С., Ушаков В.И. Удаление окалины с поверхности металла. М.: Металлургия. 1964, с.179-193.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТРАВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ПОЛОС РУЛОННОЙ СТАЛИ | 2001 |
|
RU2219286C2 |
| Способ обработки горячекатаной полосы из углеродистых сталей в непрерывно-травильном агрегате | 1981 |
|
SU1018985A1 |
| Способ производства полос | 1988 |
|
SU1533781A1 |
| Способ изготовления горячекатаной полосы | 1977 |
|
SU709702A1 |
| СПОСОБ ТРАВЛЕНИЯ ТОНКОЛИСТОВОЙ СТАЛИ В ПАЧКАХ | 2002 |
|
RU2211883C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ГОРЯЧЕОЦИНКОВАННОЙ ПОЛОСЫ | 2005 |
|
RU2310528C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО РУЛОНА И СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО РУЛОНА | 1996 |
|
RU2125616C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОННОЙ ХОЛОДНОКАТАНОЙ СТАЛИ | 2006 |
|
RU2314885C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ | 1999 |
|
RU2164248C2 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 1999 |
|
RU2185450C2 |

Изобретение относится к области прокатного производства и может быть использовано при травлении горячекатаных полос рулонной стали в растворах серной и соляной кислот, в частности при травлении IF-сталей. Способ включает травление полосы в растворах кислот в линиях непрерывно-травильных агрегатов, промывку поверхности протравленной полосы водой, сушку и смотку полосы в рулон, при этом перед входом полосы в ванны травления, промывки и сушки для обеспечения запаса коррозионной стойкости, позволяющей защитить поверхность полосы от коррозии при остановках непрерывно-травильных агрегатов, и для ускорения процесса травления полосы ее обрабатывают в постоянном магнитном поле, вектор магнитной индукции которого перед входом в каждую из ванн направлен вдоль полосы под углом от 0° до 180° или поперек под углом от 0 до 90° к направлению движения полосы. 1 з.п. ф-лы, 2 ил.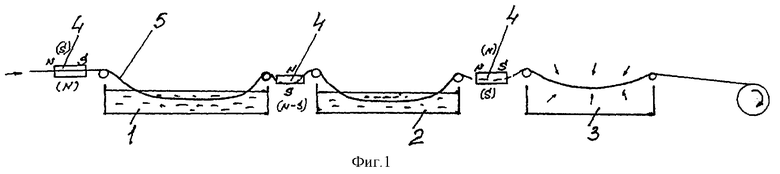
| СПОСОБ ТРАВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ПОЛОС РУЛОННОЙ СТАЛИ | 2001 |
|
RU2219286C2 |
| Способ травления стальной ленты | 1980 |
|
SU1062309A1 |
| СПОСОБ НЕПРЕРЫВНОГО ТРАВЛЕНИЯ ГОРЯЧЕКАТАНОЙ ПОЛОСОВОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2003 |
|
RU2248412C1 |
| DE 3039303 A1, 07.05.1981. | |||

