Область техники, к которой относится изобретение
Настоящее изобретение относится к области техники травления полосовой стали, а более конкретно – к способу и оборудованию для обработки полосового проката после травления при холодной прокатке.
Уровень техники
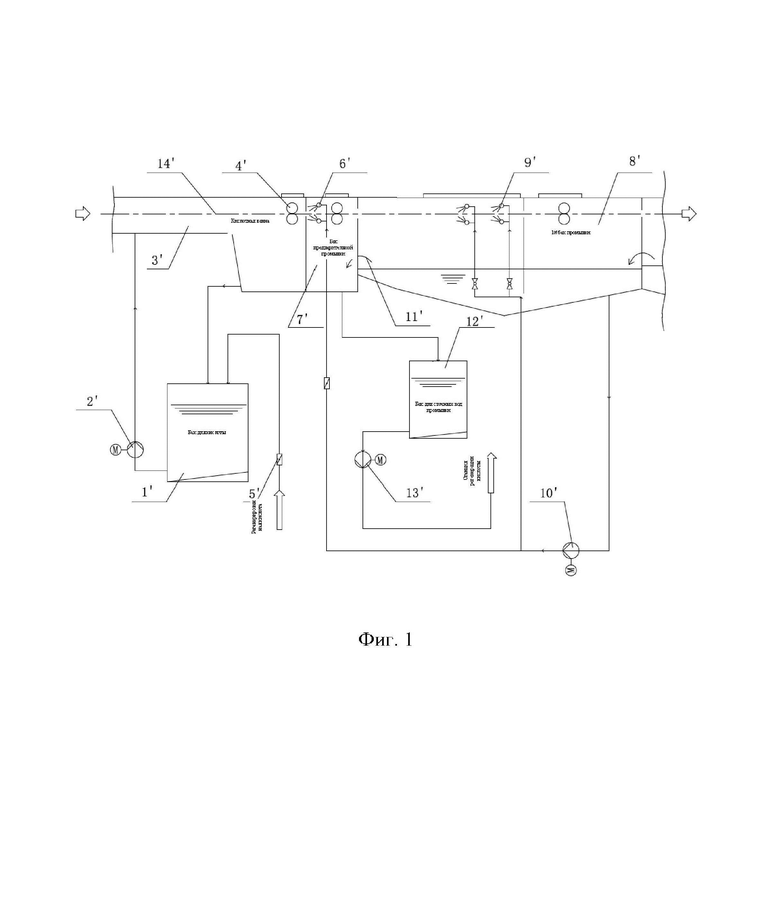
Перед холодной прокаткой полосовой стали с ее поверхности необходимо удалить окалину оксида железа с помощью травления, после травления поверхность полосы необходимо подвергнуть многоступенчатой промывке, чтобы полностью удалить остатки кислоты на поверхности полосы и предотвратить образование ржавчины на поверхности полосы после сушки. Существующий процесс травления и промывки полосовой стали представлен на фиг. 1.
После того как непрерывно движущийся полосовой прокат 14’ протравлен в кислотной ванне на конечной стадии 3’, он выжимается отжимными валиками 4’, большая часть кислотной жидкости на поверхности полосового проката 14’попадает в кислотную ванну 3’,
а затем полосовой прокат 14' проходит предварительную промывку с помощью форсунки предварительной промывки 6', вода для предварительной промывки поступает из бака промывки первой ступени 8', вода для предварительной промывки попадает в бак предварительной промывки 7', а потом она течет гравитационным потоком в бак для сточных вод промывки 12', насос для сточных вод промывки 13' периодически сбрасывает сточные воды, собранные в баке для сточных вод промывки 12', на станцию регенерации кислоты для частичного повторного использования. После предварительной промывки полосовой прокат 14' поступает в бак промывки первой ступени 8' для последующей промывки, пока не пройдет через бак промывки последней ступени. Новая вода непрерывно поступает в бак промывки последней ступени с определенной скоростью и последовательно направляется к начальной ступени каскадным потоком 11' для динамического обновления качества промывочной воды в баках промывки на каждой ступени, в итоге каскадный поток 11' поступает в бак предварительной промывки 7' и течет гравитационным потоком в бак для сточных вод промывки 12', насос для сточных вод промывки 13' периодически сбрасывает сточные воды, собранные в баке для сточных вод промывки 12', на станцию регенерации кислоты для частичного повторного использования регенерированной кислоты.
В процессе травления и промывки полосового проката сточные воды предварительной промывки с высоким содержанием кислоты и сточные воды промывки каскадного потока направляются на станцию регенерации кислоты для частичного повторного использования; однако в настоящее время процесс регенерации кислоты усовершенствовался до такой степени, что практически нет необходимости потреблять сточные воды промывки, подаваемые установкой; такие сточные воды промывки сбрасываются непосредственно на станцию обработки сточных вод, что приводит к потере кислотной жидкости в сточных водах промывки. Когда полосовой прокат выходит из кислотной ванны на конечной стадии, во время процесса отжима высокоскоростное вращение отжимных валиков позволяет сбрасывать часть кислотной жидкости высокой концентрации непосредственно в бак предварительной промывки, что также приводит к потере кислотной жидкости. Поскольку при предварительной промывке используется промывочная вода первой ступени низкого качества, напор которой является невысоким, кислоту высокой концентрации на поверхности полосового проката невозможно удалить в больших количествах в первый раз при предварительной промывке, и она попадает в последующие баки промывки; это также приводит к увеличению объема динамического пополнения воды, используемой для поддержания качества воды в баках промывки на всех ступенях.
Учитывая постоянное ужесточение требований к промышленному энергосбережению и сокращению расходов, а также все более сильный спрос со стороны различных производственных предприятий на снижение потребления энергии на тонну стали, разработка процесса, который позволит снизить потребление кислотной жидкости, будет иметь широкие рыночные перспективы.
Сущность изобретения
Целью настоящего изобретения является создание способа обработки полосового проката после травления при холодной прокатке, чтобы снизить расход кислоты в процессе травления полосовой стали.
Конкретные решения являются следующими:
Способ обработки полосового проката после травления при холодной прокатке, включающий в себя следующие шаги:
S1. – после того как непрерывно движущийся полосовой прокат протравлен в кислотной ванне на конечной стадии, его выжимают отжимными валиками в кислотной ванне на конечной стадии, а затем осуществляют его предварительную очистку с помощью форсунки предварительной промывки ополаскивания; кислотная жидкость, выдавливаемая отжимными валиками, выбрасываемая при вращении отжимных валиков и смываемая с поверхности полосового проката форсункой предварительной промывки, попадает в кислотную ванну на конечной стадии, после чего осуществляют ее протекание в виде гравитационного потока обратно в бак для кислоты, где ее смешивают с кислотной жидкостью, затем откачивают кислотным насосом и повторно вливают в кислотную ванну на конечной стадии для травления полосового проката;
S2. – после того как полосовой прокат выводят из кислотной ванны на конечной стадии, его проводят в бак многоступенчатой промывки для промывки; полосовой прокат сначала вводят в бак промывки первой ступени и последовательно проводят до последней ступени, в баке промывки первой ступени поверхность полосового проката промывают с помощью форсунки промывки первой ступени, после того, как промывочную воду вводят в бак промывки первой ступени, ее откачивают и нагнетают циркуляционным насосом промывки первой ступени, а затем поверхность полосового проката снова промывают с помощью форсунки промывки первой ступени, до тех пор, пока полоса не выйдет из бака промывки последней ступени; в результате промывочную воду из бака промывки первой ступени непрерывно проводят в очистную колонну кислотного тумана через переливную трубу.
Дополнительно, промывочную воду в баке многоступенчатой промывки проводят каскадом из задней секции в переднюю секцию.
Дополнительно, содержащую кислоту отработанную воду, образуемую после циркуляции и поглощения кислотного тумана в очистной колонне кислотного тумана, периодически сбрасывают на станцию обработки сточных вод через насос для сточных вод.
Дополнительно, материальный баланс кислой воды используют для динамической регулировки скорости потока и концентрации регенерированной кислоты, добавляемой в бак для кислоты.
Настоящее изобретение также предлагает оборудование для обработки полосового проката после травления при холодной прокатке, при этом кислотная ванна на конечной стадии многоступенчатых ванн для травления снабжена отжимными валиками и форсунками предварительной промывки, расположенными в задней части отжимных валиков, форсунка предварительной промывки оснащена распылителем для промывки как лицевой, так и задней стороны полосового проката, форсунки предварительной промывки соединены с насосом высокого давления, кислотная ванна на конечной стадии и бак для кислоты соединены трубопроводами, а бак для кислоты выполнен с возможностью перекачивания травильного раствора в кислотную ванну на конечной стадии с помощью кислотного насоса; в баке для промывки первой ступени бака многоступенчатой промывки предусмотрены форсунки промывки первой ступени, которые снабжены распылителем для промывки обеих сторон полосового проката, промывочная жидкость в баке для промывки первой ступени подается в форсунки промывки первой ступени с помощью циркуляционного насоса промывки первой ступени, бак для промывки первой ступени также соединен с очистной колонной кислотного тумана, а очистная колонна кислотного тумана соединена со станцией обработки сточных вод.
Дополнительно, бак для промывки первой ступени снабжен переливным трубопроводом, и промывочную воду из бака для промывки первой ступени проводят в очистную колонну кислотного тумана через переливной трубопровод.
По сравнению с предшествующим уровнем техники способ и оборудование для обработки полосового проката после травления при холодной прокатке, предусмотренные настоящим изобретением, имеют следующие преимущества:
1. Интеграция кислотной ванны на конечной стадии и бака предварительной промывки предшествующего уровня техники позволяет повторно использовать воду для предварительной промывки и кислоту, сбрасываемую отжимными валиками, при наличии станции регенерации кислоты это может значительно сократить расход кислоты на тонну стали;
2. Использование технологии предварительной промывки под высоким давлением позволяет максимизировать удаление кислоты высокой концентрации с поверхности полосового проката, не только повторно используя больше кислоты, но и уменьшая потребление новой воды на последующих ступенях промывки;
3. Использование материального баланса кислой воды для динамической регулировки скорости потока и концентрации регенерированной кислоты, добавляемой в бак для кислоты, позволяет гарантировать, что бак для кислоты может поддерживать стабильную концентрацию при непрерывном сборе воды для предварительной промывки;
4. Сточные воды промывки низкой концентрации сначала сбрасываются в очистную колонну кислотного тумана для вторичного использования, а конечные сточные воды, содержащие кислоту, сбрасываются непосредственно на станцию обработки сточных вод, что не только снижает расход новой воды в очистной колонне кислотного тумана, но также позволяет избежать переноса сточных вод промывки со станции регенерации кислоты, тем самым снижая потребление энергии.
Описание прилагаемых графических материалов
На фиг. 1 представлена схема технологического процесса травления и промывки полосовой стали предшествующего уровня техники.
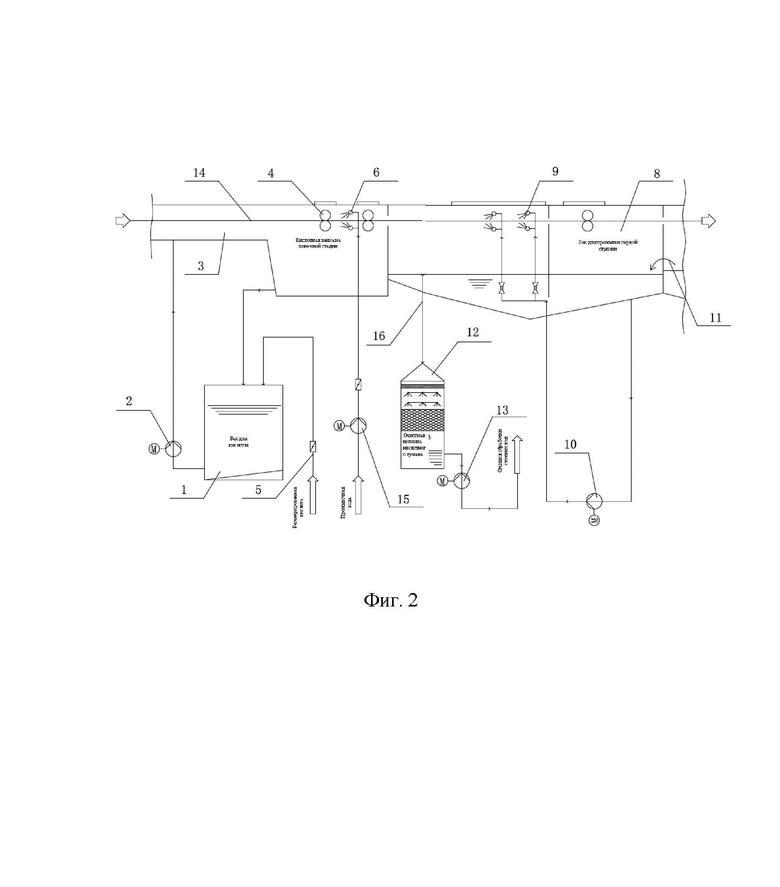
На фиг. 2 представлена схема технологического процесса травления и промывки полосовой стали, предусмотренного настоящим изобретением.
Конкретные варианты осуществления
Для детального пояснения различных вариантов осуществления настоящее изобретение приводит прилагаемые графические материалы. Эти прилагаемые графические материалы являются частью раскрытия настоящего изобретения и главным образом используются для иллюстрации вариантов осуществления и могут использоваться для объяснения принципов работы вариантов осуществления в сочетании с соответствующими пояснениями в описании. Что касается данного содержания, то специалисты в данной области техники смогут понять другие возможные варианты осуществления и преимущества настоящего изобретения. Составляющие компоненты на графических материалах представлены не в масштабе, а для обозначения аналогичных компонентов обычно используются аналогичные символы.
Для более подробной иллюстрации настоящего изобретения приведены прилагаемые графические материалы в сочетании с конкретными вариантами осуществления.
Настоящее изобретение предлагает процесс и оборудование для снижения расхода кислотной жидкости при холодной прокатке, как показано на фиг. 2, оборудование включает в себя бак для кислоты 1, кислотный насос 2, кислотную ванну на конечной стадии 3, отжимные валики 4 и трубопровод пополнения регенерированной кислоты 5, форсунки предварительной промывки 6, бак для промывки первой ступени 8, форсунки промывки первой ступени 9, циркуляционный насос промывки первой ступени 10, каскадный поток промывочной воды 11, очистную колонну кислотного тумана 12, насос сточных вод 13, полосовой прокат 14, насос высокого давления 15 и переливной трубопровод 16.
Кислотная ванна на конечной стадии 3 и бак многоступенчатой промывки расположены последовательно вдоль направления движения полосового проката 14, промывочная вода в баке многоступенчатой промывки течет каскадным потоком 11 из задней секции в переднюю секцию.
Кислотная ванна на конечной стадии 3 снабжена отжимными валиками 4 и форсунками предварительной промывки 6, расположенными в задней части отжимных валиков 4, форсунка предварительной промывки 6 оснащена распылителем для промывки как лицевой, так и задней стороны полосового проката 14, форсунки предварительной промывки 6 соединены с насосом высокого давления 15, насос высокого давления 15 подает промывочную воду в форсунки предварительной промывки 6 и распыляет ее из распылителя на форсунке предварительной промывки 6, предварительная промывка выполняется после обработки полосового проката 14 от травильного раствора отжимными валиками 4, кислотная ванна на конечной стадии 3 и бак для кислоты 1 соединены трубопроводами, а бак для кислоты 1 перекачивает травильный раствор в кислотную ванну на конечной стадии 3 с помощью кислотного насоса 2 для реализации рециркуляции травильного раствора.
В баке для промывки первой ступени 8 бака многоступенчатой промывки предусмотрены форсунки промывки первой ступени 9, форсунки промывки первой ступени 9 снабжены распылителем для промывки обеих сторон полосового проката 14, промывочная жидкость в баке для промывки первой ступени 8 подается в форсунки промывки первой ступени 9 с помощью циркуляционного насоса промывки первой ступени 10, реализуя рециркуляцию промывочной жидкости в баке для промывки первой ступени 8.
Бак для промывки первой ступени 8 также соединен с очистной колонной кислотного тумана 12, промывочная жидкость, обработанная очистной колонной кислотного тумана 12, с помощью насоса сточных вод 13 подается в станцию обработки сточных вод для очистки, а регенерированная кислота, переработанная на станции регенерации кислоты, подается в бак для кислоты 1 с помощью трубопровода пополнения регенерированной кислоты 5. Бак для промывки первой ступени 8 снабжен переливным трубопроводом 16, и промывочная вода каскадного потока 11 в конце концов течет в очистную колонну кислотного тумана 12 через переливной трубопровод 16.
Процесс обработки полосового проката на оборудовании выглядит следующим образом:
После того как непрерывно движущийся полосовой прокат 14 протравлен в кислотной ванне на конечной стадии 3, он выжимается отжимными валиками 4, большая часть кислотной жидкости высокой концентрации на поверхности удаляется, а затем под воздействием сплошных конусных и веерообразных высокоскоростных струй, выбрасываемых из форсунок предварительной промывки 6, остаток кислотной жидкости на поверхности снижается до минимального уровня. В ходе этого процесса кислотная жидкость, выдавливаемая отжимными валиками 4, выбрасываемая при высокоскоростном вращении отжимных валиков 4 и смываемая с поверхности полосового проката 14 форсункой предварительной промывки 6, попадает в кислотную ванну на конечной стадии 3, потом она течет гравитационным потоком в бак для кислоты 1, в баке для кислоты 1 она смешивается с кислотной жидкостью, затем откачивается кислотным насосом 2 и повторно вливается в кислотную ванну на конечной стадии 3 для травления полосового проката 14, и цикл повторяется.
Промывочная вода, распыляемая из форсунок предварительной промывки 6, непрерывно поступает в бак для кислоты 1, разбавляя концентрацию кислоты в баке для кислоты 1, для контроля исходной концентрации кислотной жидкости согласно материальному балансу, скорость потока и концентрация регенерированной кислоты, добавляемой в бак для кислоты 1 через трубопровод пополнения регенерированной кислоты 5, регулируются динамически.
Промывочная вода, используемая форсунками предварительной промывки 6, нагнетается насосом высокого давления 15, а затем преобразуется в высокоскоростную струю с помощью распылителя на форсунке предварительной промывки 6 для промывки поверхности полосового проката 14, кислота высокой концентрации на поверхности полосового проката 14 удаляется в наибольшей степени перед поступлением в бак для промывки первой ступени 8, что снижает последующую промывочную нагрузку и экономит количество пополняемой новой воды; затем полосовой прокат 14 поступает в последующий бак для промывки первой ступени 8, и поверхность полосового проката 14 промывается с помощью форсунки промывки первой ступени 9, после того, как промывочная вода попадает в бак для промывки первой ступени 8, она откачивается и нагнетается циркуляционным насосом промывки первой ступени 10, а затем поверхность полосового проката 14 снова промывается с помощью форсунки промывки первой ступени 9, и цикл повторяется до тех пор, пока полосовой прокат 14 не выйдет из бака промывки последней ступени.
В процессе промывки кислота низкой концентрации, оставшаяся на поверхности проходящего полосового проката 14, непрерывно смывается, а содержание кислоты в промывочной воде на каждой ступени постепенно увеличивается, чтобы поддерживать качество промывочной воды в разумных пределах, новая вода непрерывно поступает в бак промывки последней ступени с определенной скоростью и последовательно направляется к начальной ступени каскадным потоком для динамического обновления качества промывочной воды в баках промывки на каждой ступени. Бак для промывки первой ступени 8 снабжен переливным трубопроводом 16, и промывочная вода каскадного потока 11 в конце концов течет в очистную колонну кислотного тумана 12 через переливной трубопровод 16, содержащая кислоту отработанная вода, образующаяся после циркуляции и поглощения кислотного тумана в очистной колонне кислотного тумана, периодически сбрасывается на станцию обработки сточных вод через насос для сточных вод 13.
Процесс и оборудование для снижения расхода кислотной жидкости при холодной прокатке, предусмотренные настоящим изобретением, имеют следующие преимущества:
1. Интеграция кислотной ванны на конечной стадии и бака предварительной промывки предшествующего уровня техники позволяет повторно использовать воду для предварительной промывки и кислоту, сбрасываемую отжимными валиками, при наличии станции регенерации кислоты это может значительно сократить расход кислоты на тонну стали;
2. Использование технологии предварительной промывки под высоким давлением позволяет максимизировать удаление кислоты высокой концентрации с поверхности полосового проката, не только повторно используя больше кислоты, но и уменьшая потребление новой воды на последующих ступенях промывки;
3. Использование материального баланса кислой воды для динамической регулировки скорости потока и концентрации регенерированной кислоты, добавляемой в бак для кислоты, позволяет гарантировать, что бак для кислоты может поддерживать стабильную концентрацию при непрерывном сборе воды для предварительной промывки;
4. Сточные воды промывки низкой концентрации сначала сбрасываются в очистную колонну кислотного тумана для вторичного использования, а конечные сточные воды, содержащие кислоту, сбрасываются непосредственно на станцию обработки сточных вод, что не только снижает расход новой воды в очистной колонне кислотного тумана, но также позволяет избежать переноса сточных вод промывки со станции регенерации кислоты, тем самым снижая потребление энергии.
Хотя предпочтительные варианты осуществления настоящего изобретения были конкретно показаны и описаны, специалистам в данной области техники должно быть очевидно, что, не отступая от принципов и объема настоящего изобретения, в настоящее изобретение могут быть внесены различные изменения по форме и в деталях, определенные прилагаемой формулой изобретения, и все они входят в объем защиты настоящего изобретения.
Группа изобретений относится к способу и оборудованию для обработки полосового проката после травления при холодной прокатке, позволяющему снизить расход кислотной жидкости при холодной прокатке. Обеспечивается интеграция кислотной ванны на конечной стадии травления и бака предварительной промывки, позволяющая повторно использовать воду для предварительной промывки и кислоту, сбрасываемую отжимными валиками. Сточные воды промывки сбрасывают в очистную колонну кислотного тумана для вторичного использования. Содержащие кислоту сточные воды сбрасывают непосредственно на станцию обработки сточных вод, что позволяет снизить расход новой воды в очистной колонне кислотного тумана и избежать переноса сточных вод промывки со станции регенерации кислоты. 2 н. и 4 з.п. ф-лы, 2 ил.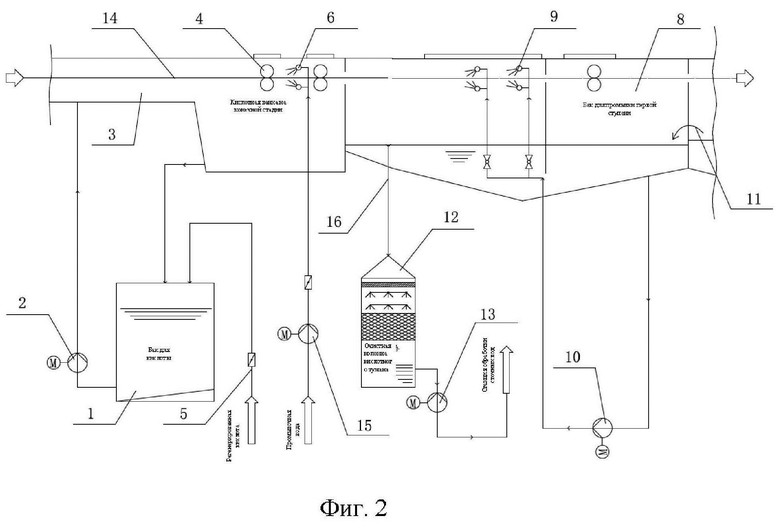
1. Способ обработки полосового проката после травления при холодной прокатке, отличающийся тем, что включает следующие этапы:
S1. – после того как непрерывно движущийся полосовой прокат протравлен в кислотной ванне на конечной стадии, его выжимают отжимными валиками в кислотной ванне на конечной стадии, а затем осуществляют его предварительную очистку с помощью форсунки предварительной промывки ополаскивания; кислотная жидкость, выдавливаемая отжимными валиками, выбрасываемая при вращении отжимных валиков и смываемая с поверхности полосового проката форсункой предварительной промывки, попадает в кислотную ванну на конечной стадии, после чего осуществляют ее протекание в виде гравитационного потока обратно в бак для кислоты, в которой ее смешивают с кислотной жидкостью, затем откачивают кислотным насосом и повторно вливают в кислотную ванну на конечной стадии для травления полосового проката;
S2. – после того как полосовой прокат выводят из кислотной ванны на конечной стадии, его проводят в бак многоступенчатой промывки для промывки; полосовой прокат сначала вводят в бак промывки первой ступени и последовательно проводят до последней ступени, в баке промывки первой ступени поверхность полосового проката промывают с помощью форсунки промывки первой ступени, после того, как промывочную воду вводят в бак промывки первой ступени, ее откачивают и нагнетают циркуляционным насосом промывки первой ступени, а затем поверхность полосового проката снова промывают с помощью форсунки промывки первой ступени, до тех пор, пока полоса не выйдет из бака промывки последней ступени; в результате промывочную воду из бака промывки первой ступени непрерывно вводят в очистную колонну кислотного тумана через переливную трубу.
2. Способ по п. 1, отличающийся тем, что промывочную воду в баке многоступенчатой промывки проводят каскадом из задней секции в переднюю секцию.
3. Способ по п. 1, отличающийся тем, что содержащую кислоту отработанную воду, образуемую после циркуляции и поглощения кислотного тумана в очистной колонне кислотного тумана, периодически сбрасывают на станцию обработки сточных вод через насос для сточных вод.
4. Способ по п. 1, отличающийся тем, что материальный баланс кислоты с водой используют для динамической регулировки скорости потока и концентрации регенерированной кислоты, добавляемой в бак для кислоты.
5. Оборудование для обработки полосового проката после травления при холодной прокатке, отличающееся тем, что содержит кислотную ванну на конечной стадии многоступенчатых ванн для травления, снабженную отжимными валиками и форсунками предварительной промывки, расположенными в задней части отжимных валиков, форсунка предварительной промывки оснащена распылителем для промывки как лицевой, так и задней стороны полосового проката, форсунки предварительной промывки соединены с насосом высокого давления, кислотная ванна на конечной стадии и бак для кислоты соединены трубопроводами, а бак для кислоты выполнен с возможностью перекачивания травильного раствора в кислотную ванну на конечной стадии с помощью кислотного насоса; в баке для промывки первой ступени бака многоступенчатой промывки предусмотрены форсунки промывки первой ступени, которые снабжены распылителем для промывки обеих сторон полосового проката, промывочная жидкость в баке для промывки первой ступени подается в форсунки промывки первой ступени с помощью циркуляционного насоса промывки первой ступени, бак для промывки первой ступени также соединен с очистной колонной кислотного тумана, а очистная колонна кислотного тумана соединена со станцией обработки сточных вод.
6. Оборудование по п. 5, отличающееся тем, что бак для промывки первой ступени снабжен переливным трубопроводом, и промывочная вода из бака для промывки первой ступени течет в очистную колонну кислотного тумана через переливной трубопровод.
| СПОСОБ СТЕРИЛИЗАЦИИ КОМПОТА ИЗ ПЕРСИКОВ С КОСТОЧКАМИ | 2011 |
|
RU2468659C1 |
| CN 104888597 A, 09.09.2015 | |||
| CN 212640621 U, 02.03.2021 | |||
| CN 205275709 U, 01.06.2016 | |||
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ СТАЛЬНЫХ ПОЛОС В ПРОМЫВОЧНОЙ ВАННЕ НЕПРЕРЫВНОГО ТРАВИЛЬНОГО АГРЕГАТА | 2007 |
|
RU2368704C2 |
| СПОСОБ ТРАВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ПОЛОС РУЛОННОЙ СТАЛИ | 2001 |
|
RU2219286C2 |

