Известны станы для непрерывной прокатки холодных полос и листов и непрерывные травильные ванны, объединенные в одну технологическую ЛИНИЮ.
Отличие предлагаемого устройства от известных состоит в том, что в объединенной технологической линии операций травления и прокатки стальных полос применено струйное травление в вертикальной башенной установке, совмещенной с оборудованием для холодной прокатки и расположенной в одной непрерывной лпнии с прокатным станом.
Та.кое устройство для травления прокатанной стальной полосы увеличивает производительность труда при изготовлении проката.
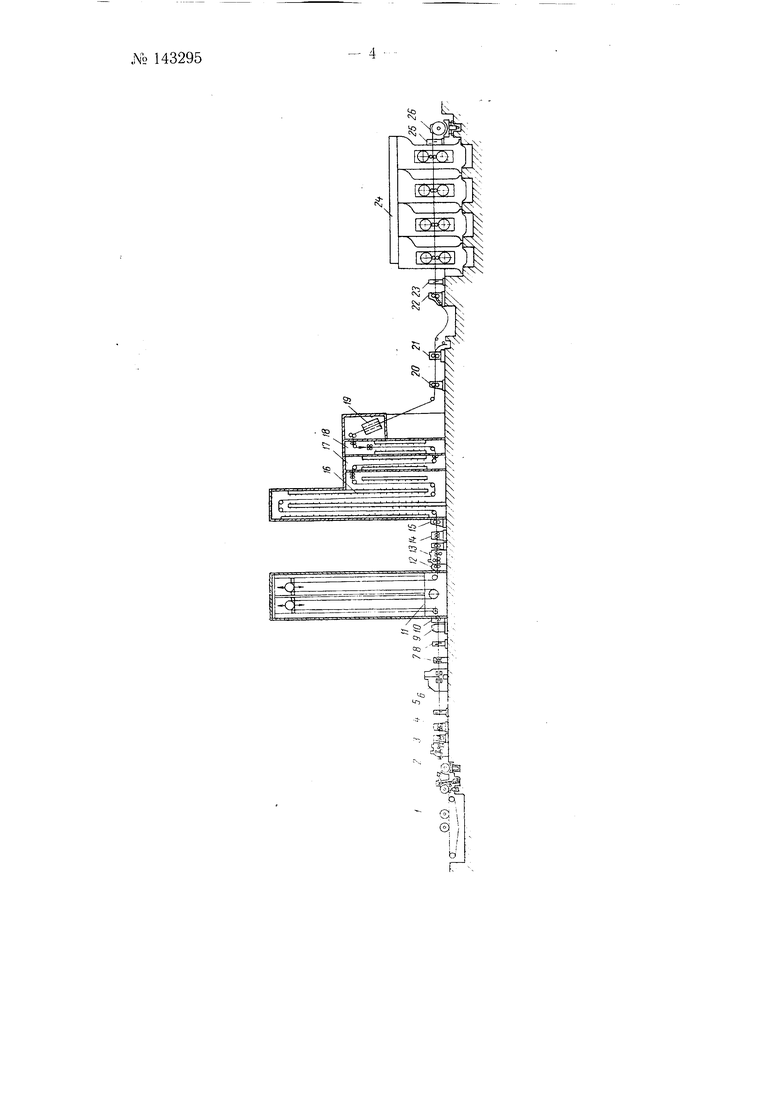
На чертеже показано предлагаемое устройство, установленное в технологической цепи стана холодной прокатки.
Устройство входит в состав технологической линии, образующей единый агрегат, состоящий из головной, средней и хвостовой частей.
Головная часть агрегата предназначена для подготовки горячекатаных полос к травлению и прокатке. В состав головной части входят: приемный транспортер / с кантователем рулонов (при вертикальном хранении рулонов на складе), один или два разматывателя с отгпбателями 2 конца рулона, окалиноломатель 3 с тянущими роликами,
правильная машина 4, гильотинные ножницы 5 для обрезки концов полосы, стыкосварочная машина 6, гратосниматель 7, гильотинные ножницы 8, сшивная машина 5, тянущие ролики 10, петлевое устройство /У, тянущие ролики 12.
Средняя часть агрегата предназначена для очистки полосы от окалины.
В состав средней части входят: окалиноломатель 13 с тянущими роликами или отделочная клеть с натяжными устройствами, пра№ 143295 - - - 2 «„:. . .
вильная машина /4, т|шуш,ие ролики 15, секция 16 струйного травления, секция // холодной промывки, секция 18 горячей промывки, сущилка. тяиуй,ие ролики 20, дисковые и кромкокрошильные ножницы 21 с .д тдевыми устройствами, тянущие ролики 22, гильотинные ножницы z3. -i
Хвостовая часть агрегата предназначена для прокатки и смотки полосы в рулон.
В состав хвостовой части агрегата входит непрерывный стан холодной прокатки имеющий: рабочие клети 24 с приводом, гильотинные ножницы 25, моталку 26 и уборочные устройства для рулонов.
Агрегат оборудован системам и подачи и регенерации травильных растворов, подачи технологической смазки при прокатке, смазочными системами.
Горячекатанные рулоны со склада подаются на приемный транспортер стана и транспортируются к разматывателю. После установки рулона в разматывателе производится отгибание конца полосы и подача в тянущие ролиКИ.
Далее выполняется ломка слоя окалины, находящейся на поверхности полосы, путем двойного перегиба вокруг роликов небольшого диаметра в окалиноломателе, после чего .следует правка полосы и обрезка неровных -переднего и заднего концов полосы.
Для создания непрерывного движения полосы в стане и увеличения развеса рулонов концы полос свариваются в стык. Образовавшиеся наплывы (грат) удаляются гратоснимателем. Подготовленная к обработке бесконечная полоса проходит петлевое устройство, в котором создается запас полосы для безостановочной работы установки травления и стана на период подготовки и сварки концов полосы в головной части агрегата. Наличие такого устройства позволяет также обеспечить независимость скоростного режима в головной и остальных частей агрегата на период замедления стана во время прохождения сварных швов через рабочие клети.
Средняя и хвостовая часть агрегата работают в одном скоростном режиме.
В установке травления вторично производится ломка окалины механическим путем, причем при максимальной скорости на входе в стан до 2,5-3,0 м/сек применяется окалиноломатель, аналогичный установленному в головной части. Если агрегат проектируется на большую скорость, то следует установить отделочную (дрессировочную) клегь с натяжным-и устройствами. Окончательное удаление окалины химическим путем производится в секции травления, представляющей собой закрытую баишю. в которой полоса проходит вертикальными петлями, огибая сверху и снизу ролики. С обеих сторон вертикально расположенной полосы установлены сопла, через которые на полосу подается под давлением горячий травильный раствор, стекающий затем вниз по полосе в сборный резервуар.
В агрегате предусмотрена непрерывная циркуляция травильного раствора в травильной секции. Из сборного резервуара (зстановки для очистки от загрязнения, а также для выделения солей железа) раствор поступает в теплообменник (подогреватель), затем в насосы - сопла.
Количество и давление травильного раствора, подаваемого иа по лосу, автоматически регулируется в соответстви-и со скоростью прокатки и размерами полосы, чем и обеспечивается исключение недотра за ИЛИ перетрава полосы. При остановках стана подача раствора на полосу прекращается.
Улавливание травильного раствора производится, отжимными усгрсйствами в специальной установке.
После травления полоса ;фо.х;)днт секции горячей и холодной нромывки. В конце секции горячей промывки устанавливаются отжимные устройства.
Промытая полоса высушивается и подается к дисковым ножницам, в которых производится обрезка боковых кромок.
В хвостовой части стана производится холодная прокатка полосы в рабочих клетях непрерывного расположения и смотка полосы на моталку. При достижении необходимого веса рулона па моталке, средняя и хвостовая части агрегата останавливаются, производится разрезка полосы на гильотинных ножницах, установленны-х перед моталкой. Прокатанный рулон снимается, заправляется конец новой полосы на моталку, после чего работа всего агрегата продолжается.
Предмет изобретения
Устройство для травления прокатанной стально/ полосы, отличающееся тем, что, с целью увеличения производительности труда при .изготовлении проката, применено струйное травление в установке башенного типа, совмещенной с оборудованием для холодной прокатхк и расположенной в одной непрерывной линии с прокатным станом.
-- 3 -№ 143295
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки горячекатаной полосы из углеродистых сталей в непрерывно-травильном агрегате | 1981 |
|
SU1018985A1 |
| ЛИНИЯ ТРАВЛЕНИЯ ОКИСЛЕННЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1999 |
|
RU2157423C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2090276C1 |
| 3/4-НЕПРЕРЫВНЫЙ ШИРОКОПОЛОСНЫЙ СТАН С БЕСКОНЕЧНОЙ ГОРЯЧЕЙ ПРОКАТКОЙ ТОНКИХ ПОЛОС НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2012 |
|
RU2483815C1 |
| СПОСОБ ОЧИСТКИ НЕРЖАВЕЮЩЕЙ СТАЛИ ОТ ОКАЛИНЫ | 2015 |
|
RU2699135C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО РУЛОНА И СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО РУЛОНА | 1996 |
|
RU2125616C1 |
| СИСТЕМА И СПОСОБ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ЛИСТОВ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2017 |
|
RU2746876C1 |
| Способ обработки сварных соеди-НЕНий гОРячЕКАТАНыХ СТАльНыХ пОлОС | 1978 |
|
SU819198A1 |
| Накопитель полосы | 1977 |
|
SU743746A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |