Изобретение относится к ленточным конвейерам, а именно к устройствам для центрирования конвейерной ленты.
Известен ленточный конвейер [Патент RU №2160219, заявл. 13.04.1999], содержащий смонтированные на раме концевые барабаны и дефлекторные ролики, взаимодействующие с кромками рабочей и холостой ветвей ленты при ее сходе, при этом дефлекторные ролики расположены диагонально по длине ленты, расстояние от оси вращения каждого из пары дефлекторных роликов до центральной оси прилежащего концевого барабана составляет 0,6-0,8 диаметра последнего.
Недостатком известного ленточного конвейера является наличие дефлекторных роликов, увеличивающих материалоемкость конвейера, при этом повышается износ конвейерной ленты, поскольку ее края взаимодействуют с этими роликами, нарушая стабильность транспортировки грузов.
Известен приводной барабан ленточного конвейера [АС №1395567, заявл. 12.08.1986], включающий корпус, установленный на валу ступицами, и закрепленные на нем футеровочные секции с выпуклой внешней поверхностью, имеющей диаметр, уменьшающийся от середины к краям корпуса, при этом с целью повышения надежности работы за счет увеличения тяговой способности и обеспечения эффекта самоочистки, футеровочные секции выполнены с пазами и трапециевидными впадинами и имеют дополнительные футеровочные элементы, при этом пазы расположены на внешней поверхности футеровочных секций по спиральным линиям от краев корпуса к месту их пересечения в середине корпуса, а дополнительные футеровочные элементы выполнены с выступами, расположенными в трапециевидных впадинах.
Недостатками известного приводного барабана является снижение надежности центрирования ленты по причине наличия футеровочных элементов барабана, что увеличивает скольжение конвейерной ленты у краев барабана, снижая тем самым тяговое усилие ленты.
Известен приводной барабан ленточного конвейера [АС №1063733, заявл. 23.09.1982], включающий установленную на валу обечайку и укрепленную на ней футеровку с выпуклой рабочей поверхностью, имеющей диаметр, уменьшающийся от середины футеровки к ее краям, при этом с целью повышения эффективности центрирования ленты на барабане путем механического выравнивания, передаваемого барабаном на ленту окружного усилия по ее ширине, футеровка выполнена из материала с переменным коэффициентом трения, увеличивающимся от середины футеровки к ее краям.
Недостатками известного барабана является сложность конструкции, наличие дополнительной фиксации футеровки барабана, трудоемкость подбора материалов футеровки, обеспечивающих переменный коэффициент трения, а также сложность изготовления конструкции барабана.
Наиболее близким к заявленному устройству является ленточный конвейер [АС №1020317, заявл. 18.02.1982], включающий грузонесущую ленту, охватывающую на загрузочном и разгрузочном концах обводной и приводной барабаны и расположенную грузонесущей ветвью на желобчатых роликоопорах, закрепленных на раме, при этом с целью повышения эффективности центрирования ленты на коротких конвейерах путем перераспределения по ширине ленты растягивающих сил, желобчатые роликоопоры на разгрузочном конце выполнены с горизонтальными крайними роликами и имеют длину по продольным осям их роликов меньше ширины грузонесущей ленты.
Недостатком известного конвейера, обеспечивающего центрирование ленты, является сложность конструкции ввиду наличия большого числа роликоопор и как следствие высокая материалоемкость, а также необходимость использования широких лент с низким коэффициентом использования рабочей поверхности конвейерной ленты, что в целом снижает коэффициент полезного действия всего конвейера.
Задачей заявляемого устройства является повышение эффективности центрирования конвейерной ленты и упрощение конструкции ленточного конвейера.
Технические результаты, которые могут быть получены при использовании заявляемого изобретения, следующие:
- увеличение ресурса конвейерной ленты;
- повышение надежности работы ленточного конвейера за счет исключения простоев вследствие замены или ремонта конвейерной ленты из-за ее бокового схода;
- повышение тягового усилия за счет исключения буксования конвейерной ленты по обечайке барабана.
Решение указанной задачи и достижение вышеперечисленных результатов стало возможным
для ленточного конвейера, включающего грузонесущую ленту, охватывающую приводной и натяжной барабаны, размещенные на раме боковые и центральные роликоопоры грузонесущей ветви, роликоопоры холостой ветви, где обечайка приводного барабана выполнена выпуклой, имеющей диаметр, уменьшающийся от середины к краям, при этом приводной и натяжной барабаны, центральные роликоопоры выполнены бочкообразными и имеют в середине обечайки цилиндрический участок длиной L, при этом роликоопоры холостой ветви выполнены бочкообразными без цилиндрического участка, а боковые роликоопоры грузонесущей ветви имеют форму усеченного конуса, обращенного большим основанием к центральной роликоопоре, причем обечайка приводного и натяжного барабанов, центральных и боковых роликоопор изнутри выполнена в форме цилиндра, а снаружи она имеет гладкую поверхность с соотношением наружных диаметров краев к середине, равным 0,98÷0,985.
При этом наружные поверхности приводного и натяжного барабанов выполнены ребристыми или имеют рифление цилиндрической, овальной или многогранной формы, при этом сама поверхность выполнена металлической или биметаллической или из композиционных материалов или представлена комбинацией из металла и композиционных материалов и имеющая одинаково подобранные или различные коэффициенты трения этих материалов.
При этом грузонесущая ветвь содержит центральные роликоопоры, обечайки, которых имеют бочкообразную и цилиндрическую форму с шагом расположения бочкообразных роликоопор, кратным 6÷10, и боковые роликоопоры, имеющие форму цилиндра, холостая ветвь содержит роликоопоры, обечайки которых выполнены цилиндрической и бочкообразной формы с шагом расположения бочкообразных роликоопор, кратным десяти.
Приводной и натяжной барабаны оснащены датчиками контроля натяжения конвейерной ленты, расположенными в середине обечайки и у краев.
Также приводной и натяжной барабаны снабжены тормозом, отключающим привод в случае обрыва или чрезмерного износа конвейерной ленты, функционально связанным с датчиками натяжения конвейерной ленты.
Приводной и натяжной барабаны, работающие в тяжелых условиях действия высоких температур, снабжены системой воздушного или жидкостного охлаждения, включающей систему контроля и управления температурным режимом.
Приводной барабан приводится во вращение с помощью силы электромагнитного поля, силы давления жидкости, или силы давления сжатого воздуха, или силы, являющейся комбинацией вышеперечисленных силовых воздействий.
Натяжение конвейерной ленты осуществляют механическим, гидравлическим или пневматическим устройством, функционально связанным с датчиком автоматического контроля натяжения конвейерной ленты.
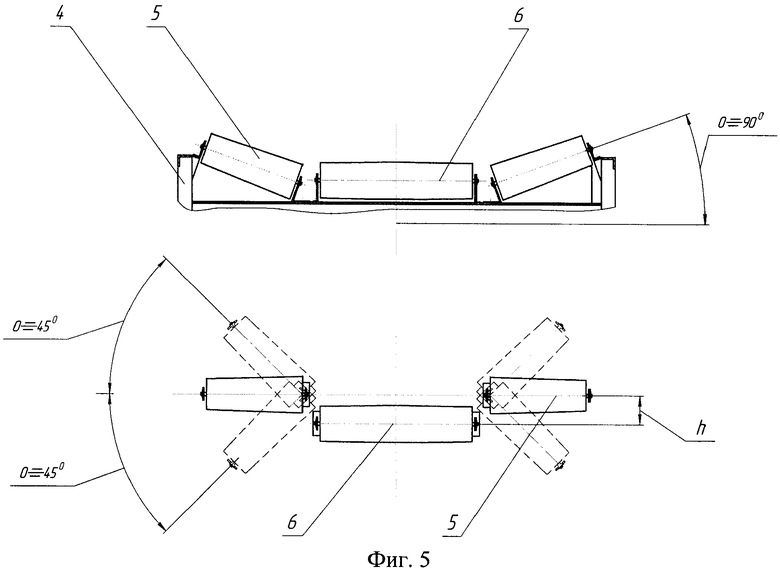
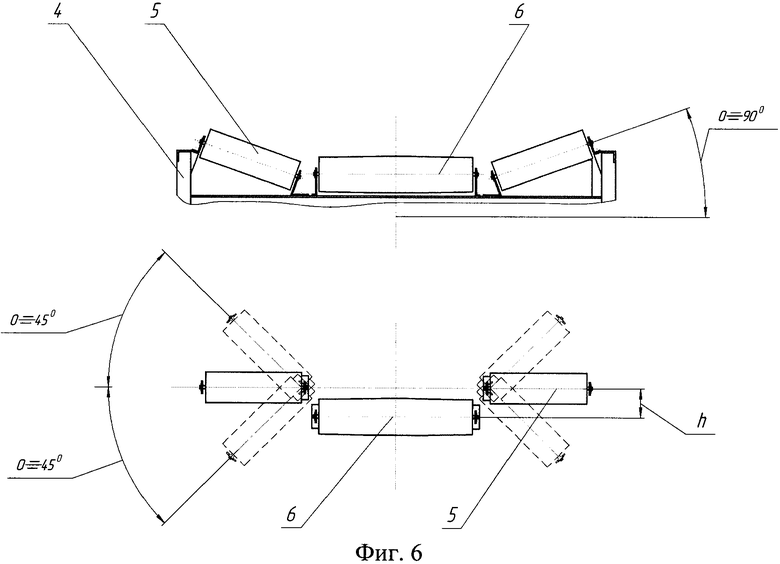
При этом для транспортировки грузов проекция оси вращения боковых роликоопор грузонесущей ветви конвейера направлена под углом к горизонтали в пределах 0÷90°, а к вертикали в пределах 0÷45° по абсолютной величине, при этом боковые и центральные роликоопоры расположены на раме конвейера соосно или несоосно с размещением их друг от друга на величину h.
Также приводной и натяжной барабаны снабжены футеровочной поверхностью, обладающей эффектом самоочистки под действием центробежных сил, при этом конвейер снабжен устройством для очистки конвейерной ленты с механическим или жидкостным, или воздушным, или жидкостновоздушным, или механическивоздушным воздействием на ленту.
Конвейерная лента выполнена сетчатой с ячейками в форме прямоугольника или ромба, или кольца, или многогранника.
Изобретательским шагом является простота и высокая технологичность изготовления барабанов и роликоопор ленточного конвейера, также при эксплуатации не требуется никаких дополнительных устройств, все сборочные единицы (приводной и натяжной барабаны, центральные и боковые роликоопоры грузонесущей ветви, роликоопоры холостой ветви) являются неотъемлемой частью ленточного конвейера, что дает низкую материалоемкость ввиду отсутствия дополнительных устройств.
При этом для снижения трудоемкости на изготовление конвейера, расположение центральных роликоопор с обечайкой бочкообразной формы на грузовой ветви выполнено с шагом, кратным 6÷10, а между этим расстоянием установлены центральные роликоопоры, обечайка которых цилиндрической формы. Опытным путем установлено, что расположение центральных роликоопор бочкообразной формы на расстоянии 6÷10 метров друг от друга, вполне достаточно для стабильного центрирования конвейерной ленты, а для поддержания ленты между роликоопорами бочкообразной формы достаточно использовать роликоопоры цилиндрической формы в количестве 5÷9 шт, т.е. шаг, кратный 6÷10. При этом роликоопоры бочкообразной формы холостой ветви конвейера устанавливают с шагом, кратным 10, а на расстоянии между этими роликоопорами по длине конвейера размещают роликоопоры цилиндрической формы. При этом возможно оснащение ленточного конвейера боковыми роликоопорами грузонесущей ветви, имеющими форму цилиндра, в этом случае стабильность центрирования обеспечивается только центральными роликоопорами.
Незначительная разница наружных диаметров обечайки барабанов и роликоопор исключает буксование конвейерной ленты у краев, и в то же время обеспечивает надежное центрирование ленты в середине.
Наличие цилиндрического участка длиной L исключает точечный контакт ленты о барабаны и роликоопоры, что в конечном итоге равномерно перераспределяет усилие натяжение конвейерной ленты с максимальным воздействием его в середине обечайки барабанов и роликоопор.
Соотношение наружных диаметров краев обечайки приводного и натяжного барабанов к их середине, равное 0,98÷0,985, исключает буксование ленты у краев этих барабанов, обеспечивая плавное увеличение окружного усилия от краев к середине обечайки, что стабилизирует положение конвейерной ленты и предотвращает ее боковой сход. Небольшая разница вращающих моментов, передаваемых через обечайку барабанов на конвейерную ленту, позволяет перераспределить внутренние напряжения самой ленты, снизив тем самым нагрузку у краев барабанов, что в конечном итоге дает максимальный эффект центрирования. При этом увеличение скорости приводит к повышению стабилизации центрирования. Края конвейерной ленты испытывают меньшую нагрузку, что увеличивает срок эксплуатации ленты и повышает производительность конвейера ввиду отсутствия простоев, связанных с обрывом или сходом ленты.
Конструктивно ленточный конвейер может быть выполнен с приводным и натяжным барабаном, имеющим дополнительно ребра или рифления, которые выполнены из металла или композиционных материалов, например для тяжелых условий работы, где требуется максимальное сцепление конвейерной ленты с барабанами. Для обеспечения высокой точности и непрерывности подачи материала, исключающих скольжение ленты по обечайке, в конструкции барабанов предусмотрено соединение биметаллов.
Заявляемый ленточный конвейер для повышения безопасной его работы оборудован датчиками натяжения конвейерной ленты, которые функционально связаны с тормозом приводного и натяжного барабанов, обеспечивая отключение привода конвейера в случае непредвиденного ослабления или схода или чрезмерного увеличения натяжения ленты во время транспортировки грузов. Натяжение конвейерной ленты предусмотрено механическим, гидравлическим или пневматическим устройством, которое функционально связано с датчиком натяжения и автоматически обеспечивает поддержание заданного натяжения ленты.
Взаимное изменение расположения осей вращения боковых роликоопор грузонесущей ветви по отношению к вертикали в пределах 0÷45° по абсолютной величине и к горизонтали в пределах 0÷90° позволяет транспортировать грузы с разными физико-механическими свойствами, что повышает унификацию конвейера. Взаимное расположение боковых и центральных роликоопор грузонесущей ветви на раме конвейера, в зависимости от нагрузки и вида транспортируемых грузов, может быть выполнено соосно или на некотором расстоянии h.
При этом для специфичных грузов предусмотрены барабаны с самоочищающейся футеровочной поверхностью, а для конвейерной ленты предусмотрены очистные устройства. Сама конвейерная лента может быть выполнена сетчатой при транспортировке грузов особой фракции или штучных грузов.
Заявляемое изобретение иллюстрируют следующие чертежи:
Фиг.1. Ленточный конвейер (общий вид), включающий грузонесущую ленту, приводной барабан, натяжной барабан, раму, боковые роликоопоры, роликоопоры холостой ветви, натяжное устройство.
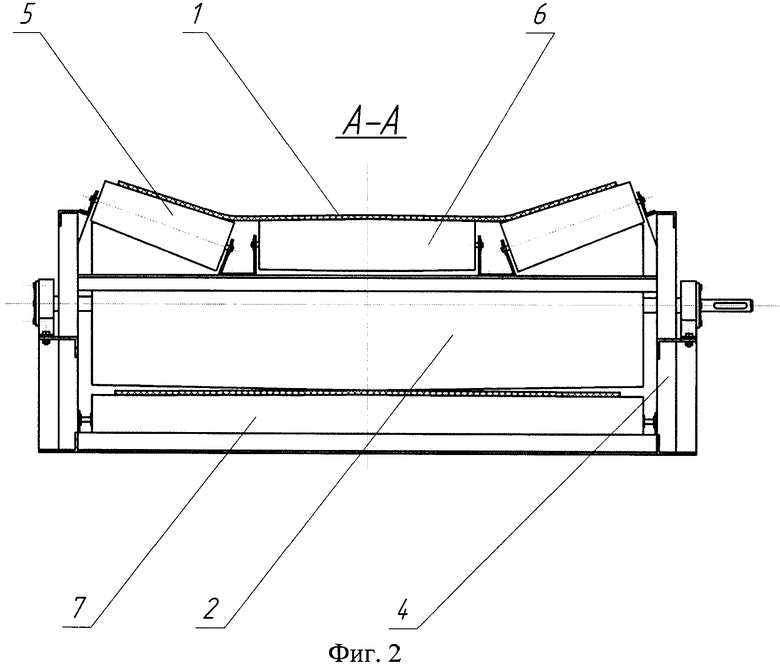
Фиг.2. Ленточный конвейер (разрез), включающий грузонесущую ленту, приводной барабан, раму, боковые роликоопоры, центральную роликоопору, роликоопору холостой ветви.
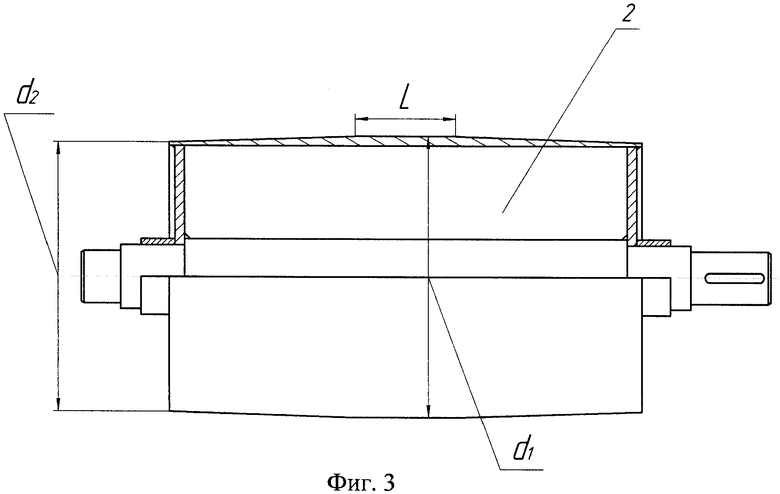
Фиг.3. Приводной барабан.
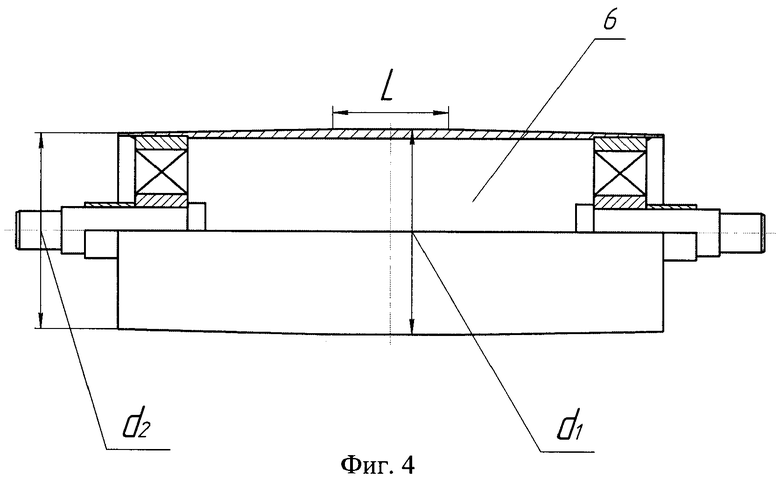
Фиг.4. Центральная роликоопора.
Фиг.5. Схема расположения роликоопор грузонесущей ветви.
Фиг.6. Схема и форма роликоопор грузонесущей ветви.
Ленточный конвейер (фиг.1, 2, 5), включающий грузонесущую ленту 1, приводной барабан 2 (фиг.3), натяжной барабан 3, закрепленные на раме 4 боковые 5 и центральные 6 (фиг.4) роликоопоры грузонесущей ветви (на фигуре не показана), а также роликоопоры 7 холостой ветви (на фигуре не показана) и натяжное устройство 8 грузонесущей ленты 1.
Ленточный конвейер работает следующим образом. Производят включение привода (на фигуре не показан), происходит вращение приводного 2 и натяжного 3 барабанов и движение натянутой на барабаны грузонесущей ленты 1, которая перемещает находящийся на ней груз. Боковые 5 и центральные 6 роликоопоры грузонесущей ветви взаимно располагают так, чтобы грузонесущая лента 1 (фиг.1, 2), обеспечивала максимально полезную площадь поперечного сечения транспортируемого материала (на фигуре не показан), соизмеримую с несущей способностью грузонесущей ленты. При вращении приводного барабана 2 происходит набегание грузонесущей ленты 1, на обечайку (на фигуре не показана) барабана, где лента в середине обечайки проходит больший путь, нежели у краев, это связано с уменьшением диаметра от середины обечайки к краям. При соотношении диаметров обечайки у краев к середине от 0,98÷0,985, обеспечивается центрирование грузонесущей ленты 1, а разница в окружном усилии способствует надежному удержанию ленты на приводном 2 и натяжном 3 барабанах. Форма боковых 5 и центральных 6 роликоопор, их взаимное расположение (фиг.2, 5, 6) также способствует центрированию ленты на протяжении всей длины конвейера. Роликоопоры 7 холостой ветви конвейера выполнены бочкообразными, что уменьшает сопротивление перемещению ленты, обеспечивая ее скольжение из-за разницы диаметров обечайки у краев к середине, строго центрируя ленту. Отсутствие дополнительных устройств, способствующих центрировать конвейерную ленту, позволяет обеспечить минимальную материалоемкость ленточного конвейера.
В конструкции приводного 2 и натяжного 3 барабанов предусмотрено размещение датчиков натяжения (на фигуре не показаны) конвейерной ленты, которые позволяют контролировать величину натяжения ленты и управлять устройством натяжения 8 (фиг.1). Разница окружного усилия в середине обечайки и у краев служит начальным условием, обеспечивающим стабильное натяжение конвейерной ленты, которая функционально связанна с натяжным устройством конвейера.
Совокупность использования всех существенных признаков повышает надежность работы при минимуме затрат на изготовление и при эксплуатации заявляемого ленточного конвейера. Характеристики:
- увеличение ресурса конвейерной ленты в 2 раза;
- простои по причине бокового схода конвейерной ленты нет.
Заявляемый ленточный конвейер позволяет центрировать грузонесущую ленту, исключая ее боковой сход и обеспечивая тем самым непрерывность транспортировки, долговечность ленты, надежность и безопасность работы всего конвейера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Телескоп кассетный ленточный | 2024 |
|
RU2828312C1 |
| ЛЕНТОЧНО-КАНАТНЫЙ КОНВЕЙЕР | 2009 |
|
RU2405727C1 |
| ЛЕНТОЧНО-КАНАТНЫЙ КОНВЕЙЕР | 2009 |
|
RU2408518C1 |
| Ленточный конвейер | 1982 |
|
SU1020317A1 |
| ЛЕНТОЧНО-КАНАТНЫЙ КОНВЕЙЕР | 2008 |
|
RU2375285C1 |
| НАКЛОННЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2009 |
|
RU2408519C2 |
| КАНАТНО-ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2008 |
|
RU2363643C1 |
| ПРОМЕЖУТОЧНЫЙ ЛИНЕЙНЫЙ ПРИВОД ЛЕНТОЧНОГО КОНВЕЙЕРА | 2012 |
|
RU2487071C1 |
| КАНАТНО-ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2008 |
|
RU2375284C1 |
| КОНВЕЙЕР С ПОДВЕСНОЙ ЛЕНТОЙ | 1996 |
|
RU2118285C1 |
Ленточный конвейер содержит грузонесущую ленту (1), охватывающую приводной (2) и натяжной (3) барабаны, размещенные на раме (4) боковые (5) и центральные (6) роликоопоры грузонесущей ветви, роликоопоры (7) холостой ветви. Приводной и натяжной барабаны, центральные роликоопоры выполнены бочкообразными и имеют в середине обечайки цилиндрический участок длиной L. Роликоопоры холостой ветви выполнены бочкообразными без цилиндрического участка. Боковые роликоопоры грузонесущей ветви имеют форму усеченного конуса, обращенного большим основанием к центральной роликоопоре. Обечайка приводного и натяжного барабанов, центральных и боковых роликоопор изнутри выполнена в форме цилиндра. Повышается эффективность центрирования конвейерной ленты. 10 з.п. ф-лы, 6 ил.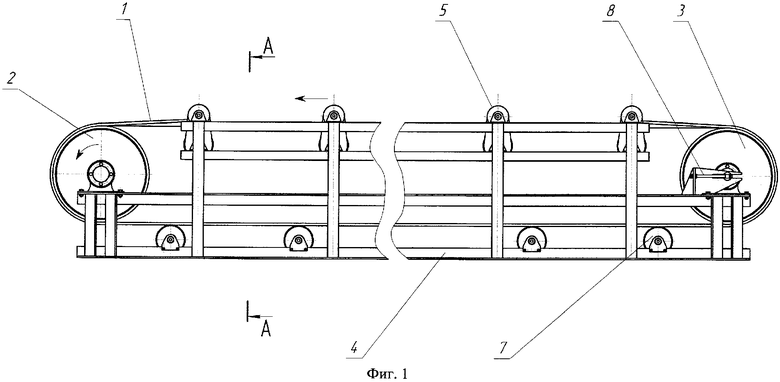
1. Ленточный конвейер, включающий грузонесущую ленту, охватывающую приводной и натяжной барабаны, размещенные на раме боковые и центральные роликоопоры грузонесущей ветви, роликоопоры холостой ветви, где обечайка приводного барабана выполнена выпуклой, имеющей диаметр, уменьшающийся от середины к краям, отличающийся тем, что приводной и натяжной барабаны, центральные роликоопоры выполнены бочкообразными и имеют в середине обечайки цилиндрический участок длиной L, при этом роликоопоры холостой ветви выполнены бочкообразными без цилиндрического участка, а боковые роликоопоры грузонесущей ветви имеют форму усеченного конуса, обращенного большим основанием к центральной роликоопоре, причем обечайка приводного и натяжного барабанов, центральных и боковых роликоопор изнутри выполнена в форме цилиндра, а снаружи она имеет гладкую поверхность с соотношением наружных диаметров краев к середине, равным 0,98÷0,985.
2. Ленточный конвейер по п.1, отличающийся тем, что наружные поверхности приводного и натяжного барабанов выполнены ребристыми или имеют рифление цилиндрической, овальной или многогранной формы, при этом сама поверхность выполнена металлической или биметаллической, или из композиционных материалов или представлена комбинацией из металла и композиционных материалов, имеющая одинаково подобранные или различные коэффициенты трения этих материалов.
3. Ленточный конвейер по п.1, отличающийся тем, что грузонесущая ветвь содержит центральные роликоопоры, обечайки которых имеют бочкообразную и цилиндрическую форму с шагом расположения бочкообразных роликоопор, кратным 6÷10, и боковые роликоопоры, имеющие форму цилиндра, холостая ветвь содержит роликоопоры, обечайки которых выполнены цилиндрической и бочкообразной формы с шагом расположения бочкообразных роликоопор, кратным десяти.
4. Ленточный конвейер по п.1, отличающийся тем, что приводной и натяжной барабаны оснащены датчиками контроля натяжения конвейерной ленты, расположенными в середине обечайки и у краев.
5. Ленточный конвейер по п.1, отличающийся тем, что приводной и натяжной барабаны снабжены тормозом, отключающим привод в случае обрыва или чрезмерного износа конвейерной ленты, функционально связанным с датчиками натяжения конвейерной ленты.
6. Ленточный конвейер по п.1, отличающийся тем, что приводной и натяжной барабаны, работающие в тяжелых условиях действия высоких температур, снабжены системой воздушного или жидкостного охлаждения, включающей систему контроля и управления температурным режимом.
7. Ленточный конвейер по п.1, отличающийся тем, что приводной барабан приводится во вращение с помощью силы электромагнитного поля, силы давления жидкости, или силы давления сжатого воздуха, или силы, являющейся комбинацией вышеперечисленных силовых воздействий.
8. Ленточный конвейер по п.1, отличающийся тем, что натяжение конвейерной ленты осуществляют механическим, гидравлическим или пневматическим устройством, функционально связанным с датчиком автоматического контроля натяжения конвейерной ленты.
9. Ленточный конвейер по п.1, отличающийся тем, что для транспортировки грузов проекция оси вращения боковых роликоопор грузонесущей ветви конвейера направлена под углом к горизонтали в пределах 0÷90°, а к вертикали в пределах 0÷45° по абсолютной величине, при этом боковые и центральные роликоопоры расположены на раме конвейера соосно или несоосно с размещением их друг от друга на величину h.
10. Ленточный конвейер по п.1, отличающийся тем, что приводной и натяжной барабаны снабжены футеровочной поверхностью, обладающей эффектом самоочистки под действием центробежных сил, при этом конвейер снабжен устройством для очистки конвейерной ленты с механическим или жидкостным, или воздушным, или жидкостновоздушным, или механическивоздушным воздействием на ленту.
11. Ленточный конвейер по п.1, отличающийся тем, что конвейерная лента выполнена сетчатой с ячейками в форме прямоугольника или ромба, или кольца, или многогранника.
| Приводной барабан ленточного конвейера | 1982 |
|
SU1063733A1 |
| Ленточный конвейер | 1982 |
|
SU1020317A1 |
| Клавишный электрический музыкальный инструмент | 1931 |
|
SU37610A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

