Изобретение относится к области подготовительно-раскройного производства швейной промышленности, а именно к контрольно-измерительным приборам, применяемым в ней.
Раскрой деталей швейных изделий производится по лекалам после разметки мелом верхнего слоя настила материалов. Наибольшая неточность контура раскроенных деталей возникает на криволинейных участках контуров деталей при большом числе слоев ткани в раскраиваемом настиле, слабом натяжении ленточного ножа, неопытной раскройщице. Допустимое отклонение участков контура раскроенной детали от контура лекала находится в пределах 1-2 мм. Контроль точности раскроенных деталей производят органолептически, накладывая лекало на детали верхнего, среднего и нижнего слоев настила. При этом точность измерения линейных отклонений контура деталей от контура лекала зависит от опыта контролера и остроты его зрения.
Известный лазерный профилометр, используемый в машиностроении для контроля профиля изделий сложной формы, содержащий два дополнительных объектива, оптические оси которых находятся в плоскости, образованной осями лазеров и продольной осью лопатки, обеспечивает очень высокие метрологические характеристики /1/.
Недостатком известного лазерного профилометра является сложность его конструкции и высокая стоимость, не позволяющие использовать профилометр для контроля точности контура деталей кроя.
Задачей изобретения является обеспечение высокой точности контроля раскроенных деталей швейных изделий с помощью простого устройства контроля, позволяющего точно и быстро производить измерение отклонений контура деталей от контура лекала.
Поставленная задача решена за счет того, что в устройстве для контроля точности раскроя деталей швейных изделий, содержащем контрольный стол, лекало и оптический прибор, последний имеет специальный измерительный щуп, со шкалой и нониусом, закрепленный в основании корпуса прибора и расположенный на уровне нижней поверхности лекала около его контура.
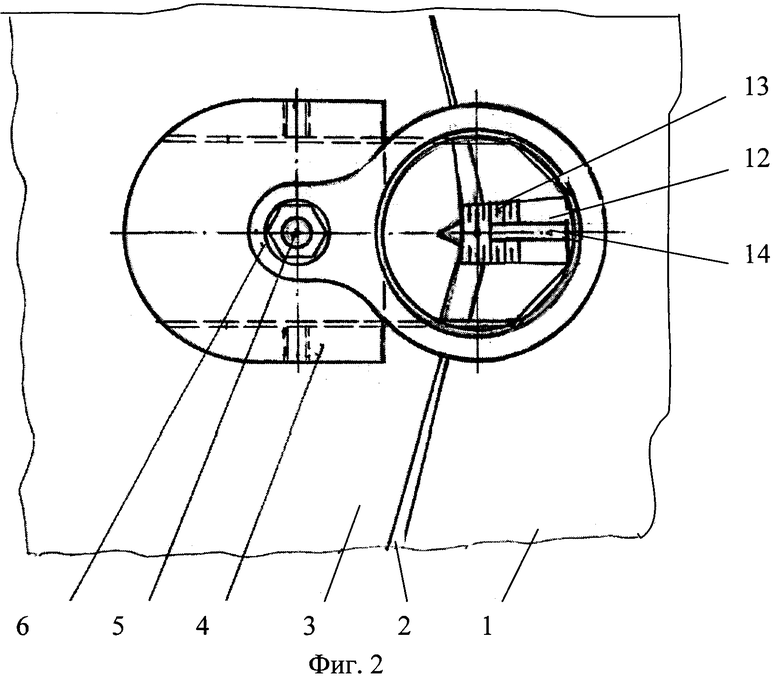
Конструкция устройства показана на фиг.1 - вид с боку и на фиг.2 - вид сверху.
Устройство для контроля точности раскроя деталей швейных изделий, содержащее контрольный стол 1, на котором лежит контролируемая деталь 2 и лекало 3, и оптический прибор 4, причем на лекало поставлено основание оптического прибора, имеющего штатив 5 и оправу 6 увеличительной линзы 7, оправа крепится на штативе, а штатив крепится в основании оптического прибора винтом 11 и гайкой 10, при этом оптический прибор имеет специальный щуп 12, со шкалой 13 и подвижным нониусом 14, закрепленный в основании оптического прибора и расположенный на уровне нижней поверхности лекала около его контура. Рамка измерительного щупа 12 крепится в пазах основания 4 винтами 15. Сверху в оправу линзы установлена труба 16.
Настройка устройства для обеспечения точного измерения отклонения контура деталей производится в следующем порядке. Сначала гайками 9 и 10 устанавливается расстояние от линзы до плоскости лекала, обеспечивающее четкое увеличенное изображение делений шкалы 13. Затем устанавливают и фиксируют центральное положение изображение шкалы и нониуса в линзе путем поворота оправы на штативе и перемещения щупа в основании 4 при ослабленных винтах 15. При этом одновременно устанавливают положение носика щупа на уровне нижней плоскости лекала.
Измерения отклонений контура детали производят после наложения на нее лекала. При этом большая часть контура детали обычно выступает за пределы контура лекала. Оптический прибор ставят на лекало и подводят носик щупа к контуру лекала в месте, где из-под него выступает материал детали. Смотря через линзу на шкалу и нониус, подводят торец нониуса к делению шкалы, совпадающему с выступающим участком контура детали, и определяют по делениям шкалы и нониуса величину местного отклонения контура детали от лекала. Переставляя оптический прибор на другие участки контура детали, определяют их отклонение от контура лекала.
В случае, когда размеры детали кроя на отдельных участках ее контура меньше размеров лекала, надо наложить деталь на лекало и произвести измерение минусовых отклонений контура детали.
Увеличивающая, минимум в 2,5 раза, линза оптического прибора и щуп со шкалой и нониусом позволяют повысить точность измерения отклонений от контура лекала контура детали до 0.2 мм. Кроме того, они обеспечивают возможность ускорить выполнение операций измерения, уменьшить нагрузку на глаза контролера и увеличить количество контролируемых точек на контуре детали.
Простота конструкции устройства, видная на фиг.1 и 2, и применение в нем стандартной увеличительной линзы позволяет обеспечить низкую стоимость устройства и возможность его широкого применения.
Источники информации
1. Патент Российской Федерации 2285234 С2, МПК G01В 11/24, Лазерный профилометр.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОЧНОСТИ РАСКРОЯ ШВЕЙНЫХ ДЕТАЛЕЙ В ПАЧКЕ | 2008 |
|
RU2360584C1 |
| УЧЕБНЫЙ ПРИБОР ПО ОПТИКЕ | 1995 |
|
RU2077073C1 |
| Устройство для измерения линейных перемещений | 1991 |
|
SU1796870A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ВОДОУПОРНОСТИ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2178888C1 |
| УЧЕБНЫЙ ПРИБОР ДЛЯ ДЕМОНСТРАЦИИ ВОЛНОВОЙ ОПТИКИ | 2002 |
|
RU2226005C1 |
| СПОСОБ ИНДИВИДУАЛЬНОГО ИЗГОТОВЛЕНИЯ ОЧКОВ | 1992 |
|
RU2077070C1 |
| УЧЕБНАЯ УСТАНОВКА ДЛЯ РАЗВИТИЯ НАВЫКОВ КОНСТРУИРОВАНИЯ ПРИ РАБОЧЕМ ПРОЕКТИРОВАНИИ | 2004 |
|
RU2239871C1 |
| Координатный проектор | 1948 |
|
SU83858A1 |
| ПРИБОР ДЛЯ АНАЛИЗА КОЛЛОИДНЫХ ЖИДКОСТЕЙ И ЗОЛЕЙ | 2007 |
|
RU2336519C1 |
| Способ определения радиусов кривизны сферических поверхностей и устройство для его осуществления | 1988 |
|
SU1562691A1 |
Изобретение относится к области подготовительно-раскройного производства швейной промышленности, а именно к контрольно-измерительным приборам, применяемым в ней. Устройство контроля точности раскроя деталей швейных изделий содержит контрольный стол, на котором лежит контролируемая деталь и лекало, и оптический прибор. На лекало поставлено основание оптического прибора, имеющего штатив и оправу увеличительной линзы. Оправа крепится на штативе, а штатив крепится в основании оптического прибора винтом и гайкой. При этом оптический прибор имеет специальный щуп, со шкалой и подвижным нониусом, закрепленный в основании оптического прибора и расположенный на уровне нижней поверхности лекала около его контура. Технический результат - обеспечение высокой точности контроля раскроенных деталей швейных изделий с помощью простого устройства контроля, позволяющего точно и быстро производить измерение отклонений контура деталей от контура лекала. 2 ил.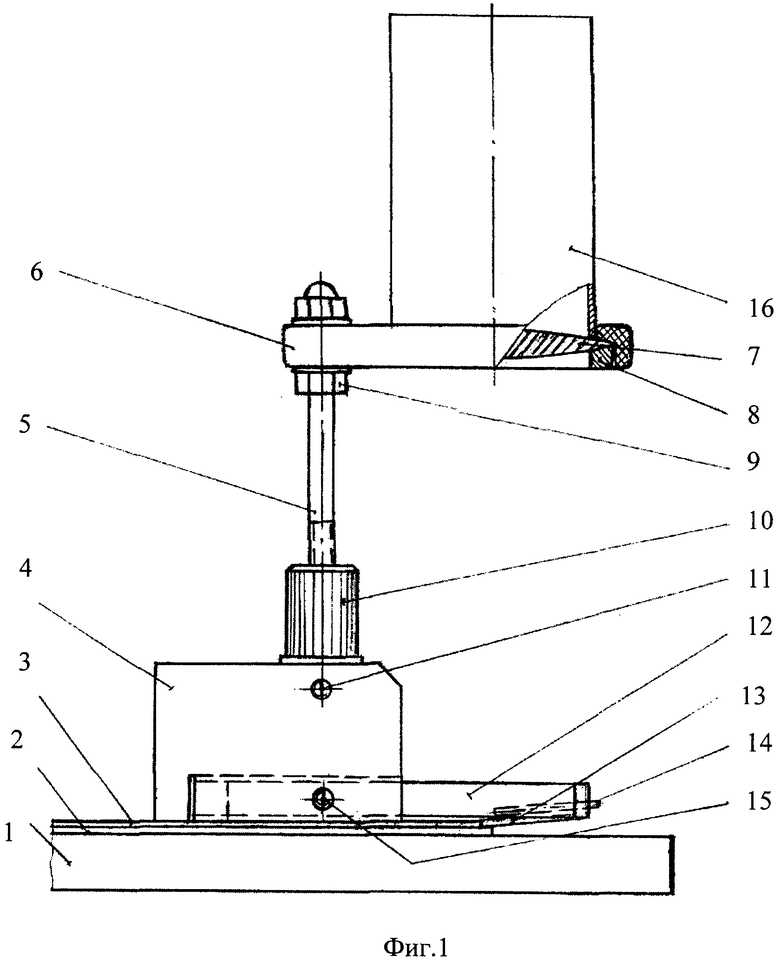
Устройство для контроля точности раскроя деталей швейных изделий, содержащее контрольный стол, на котором лежит контролируемая деталь и лекало, и оптический прибор, отличающееся тем, что на лекало поставлено основание оптического прибора, имеющего штатив и оправу увеличительной линзы, оправа крепится на штативе, а штатив крепится в основании оптического прибора винтом и гайкой, при этом оптический прибор имеет специальный щуп, со шкалой и подвижным нониусом, закрепленный в основании оптического прибора и расположенный на уровне нижней поверхности лекала около его контура.
| Устройство к фрезерному станку для обработки радиусных поверхностей | 1984 |
|
SU1301578A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1992 |
|
RU2049598C1 |
| ЛАЗЕРНЫЙ ПРОФИЛОМЕТР | 2004 |
|
RU2285234C2 |
| Устройство для дистанционного измерения температуры | 1979 |
|
SU857741A1 |

