Изобретение относится к станкостроению, к приспособлениям, применяемым для проточки канавок.
Известно устройство для расточки кольцевых канавок, содержащее соединенный с суппортом корпус, в котором находится инструментальная державка, взаимодействующая с тягой, копир и фиксатор. Недостатком является невозможность обработки сложного профиля.
Известно также устройство для обработки криволинейных поверхностей. Оно содержит корпус, в котором на оси с возможностью поворота под действием преобразующего элемента установлен стол с резцедержателем с резцом. Недостатком устройства является невозможность получения сложного профиля.
Цель изобретения расширение технологических возможностей приспособления.
Достигается это тем, что устройство для обработки криволинейных поверхностей, содержащее корпус, в котором на оси с возможностью поворота под действием преобразующего элемента установлен стол с резцедержателем с резцом, снабжено поворотной планкой с продольным пазом, щуподержателем со щупом и подпружиненным толкателем, предназначенным для поджима щупа к преобразующему элементу, при этом щуподержатель установлен в пазу поворотной планки, а последняя соединена с указанным столом.
Все признаки в совокупности позволили расширить возможности устройства для обработки криволинейных поверхностей. Резец может совершать любые колебательные движения под действием поворотной планки, которая связана со щупом, движущимся по копиру. Меняя копир, мы можем получить канавки разной формы, можем нарезать резьбу с переменным шагом.
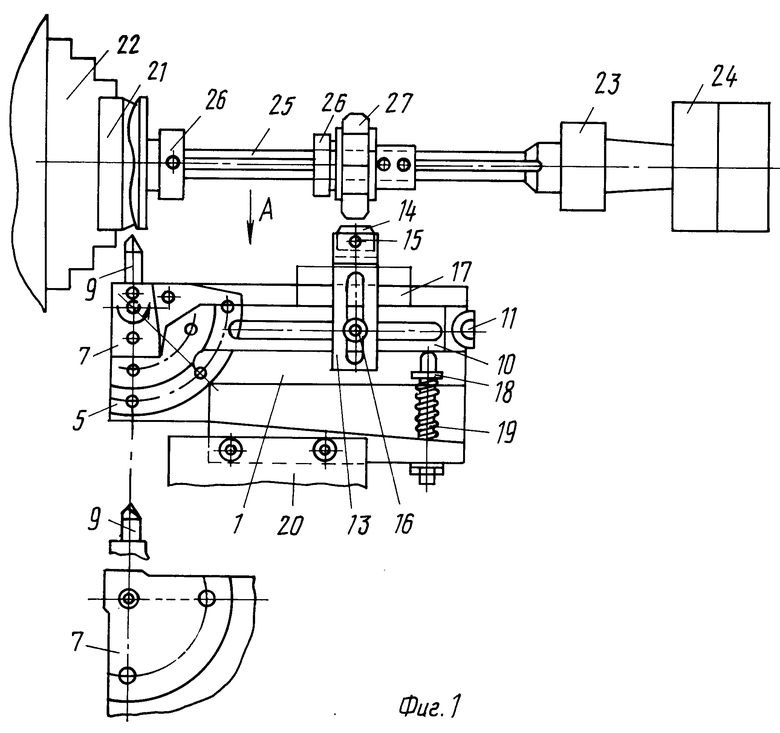
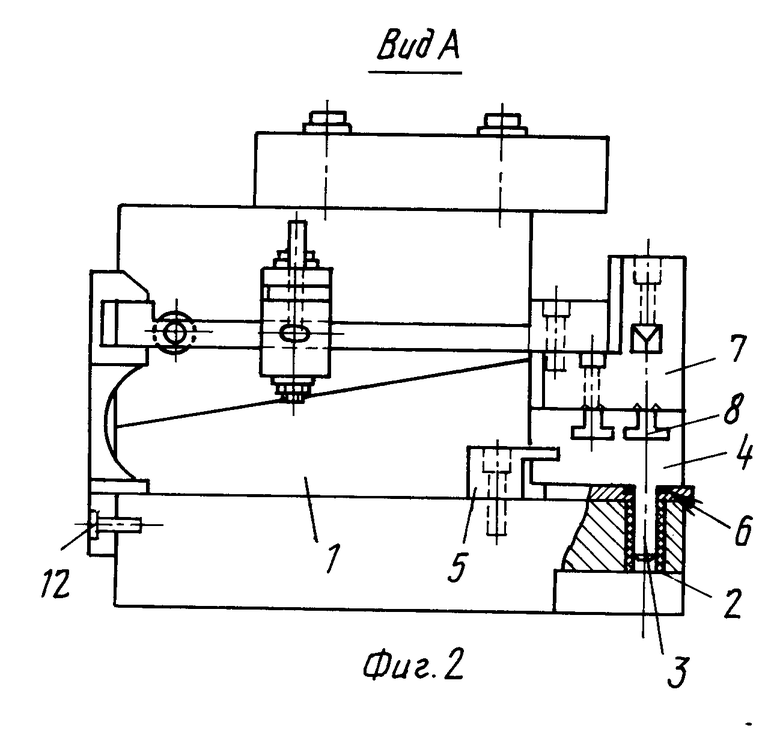
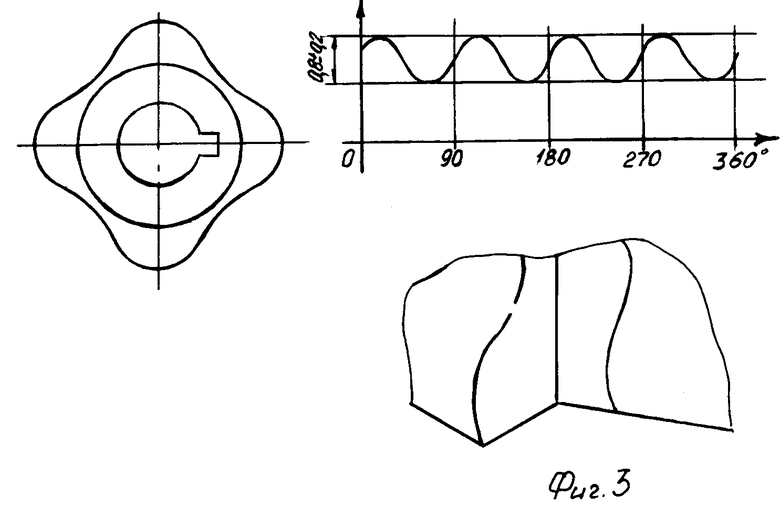
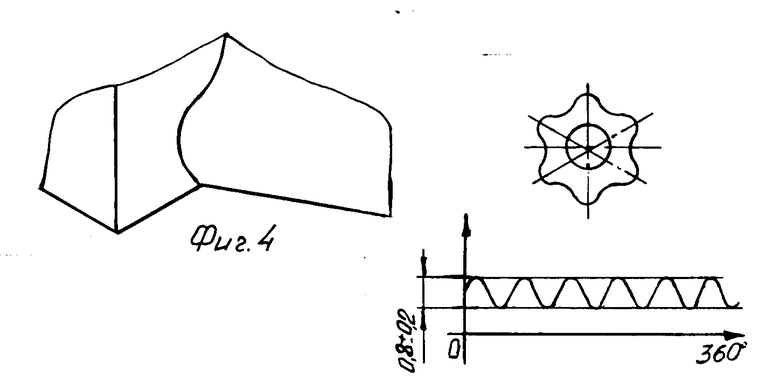
На фиг. 1 изображено устройство для обработки канавок, вид сверху; на фиг. 2 вид по стрелке А на фиг.1; на фиг.3-5 разновидности получаемых канавок.
Устройство для проточки канавок содержит корпус 1, во втулке 2 которого на оси 3 установлен поворотный стол 4. Стол прижат к корпусу 1 прижимной пластиной 5. Сопряжение оси 3 и втулки 2 защищено сальником 6. На поворотном столе 4 закреплен резцедержатель 7 с помощью сухарей 8 в пазах поворотного стола 4 и винтов. В резцедержателе 7 закрепляется винтами резец 9. К резцедержателю 7 прикреплена поворотная планка 10 с продольным пазом. Правый конец планки 10 входит в паз стойки 11, которая закреплена на корпусе 1 винтами 12. На планке 10 находится щуподержатель 13 с закрепленным на нем щупом 14, сидящим на оси 15. Щуподержатель 13 крепится на планке 10 с помощью винта 16. Между торцами планки 10 и щуподержателем 13 могут размещаться мерные плитки 17. В корпусе 1 закреплен толкатель возврата планки 18 с пружиной 19.
При установке устройства на станок корпус 1 крепится в резцедержателе станка 20. Обрабатываемая деталь 21 закреплена в патроне 22 станка. Вращающийся центр 23 закреплен в пиноли задней бабки 24. Вал вращающегося центра 23 связан жестко с обрабатываемой деталью 21 приводной втулкой 26. На валу 25 с помощью втулки со шпонкой 26 и винтов закреплен преобразующий элемент кулачковая муфта 27.
На планке 10 и щуподержателе 13 соответственно нанесена делительная линейка и метка, которые позволяют устанавливать щуп 14 на требуемую длину от оси 3 вращения стола 4. На столе 4 с правой стороны также нанесена риска центра оси 3, а на резцедержателе 7 нанесены деления, которые ориентируют передвижения стола 4 и резцедержателя 7 относительно оси 3 по пазам.
Устройство работает следующим образом.
Резец 9 затачивается на заданный профиль канавки. Центр оси 3 проходит через вершину резца. В зависимости от типа змейки (фиг.3-5) устанавливается вылет вершины резца 9 относительно оси 3 стола 4 за счет передвижения резцедержателя 7 относительно стола 4 и резца 9 относительно резцедержателя 7. При обработке канавки, показанной на фиг.3, вершина резца 9 установлена по оси 3 вращения стола 4. При вылете резца 9 относительно оси 3 на 2-5 мм можно получить канавку, изображенную на фиг.4. При большем вылете вершины резца 9 относительно оси 3 получаем канавку, изображенную на фиг.5. Можно получать при обработке и другие виды канавок.
На вал вращающегося центра 25 устанавливаем кулачковую муфту 27, количество кулачков на муфте соответствует количеству зигзагов на обрабатываемой детали. Чем больше диаметр, тем больше зигзагов. Ширина колебания канавок устанавливается путем подбора отношений расстояний щуподержателя 13 от оси 3 стола 4 и расстояния вылета вершины резца 9 от оси 3 стола 4, а также перепад кулачков кулачковой муфты 27. Вылет щупа 14 устанавливается мерными плитками 17. Деталь 21 приводим во вращательное движение включением станка. Вращение от детали 21 передается на приводную муфту 26, вал вращающегося вала 25 и кулачковую муфту 27. Подводим резец 9 к обрабатываемой детали 21. Кулачковая муфта 27 толкает щуп 14, толкатель возврата 18 с пружиной 19 прижимает щуп 14 с планкой 10 к кулачковой муфте 27. Возвратно-поступательное движение планки 10 передается на резцедержатель 7 и стол 4, он поворачивается вокруг оси 3. Резец 9 получает колебательное движение влево, вправо от оси в такт движения планки 10 от муфты 27, обрабатывая канавку на детали 21.
С помощью данного устройства можно получить не только канавки типа змейки, но и нарезать резьбу с переменным шагом. Для этого резец 9 заправляется под профиль резьбы, вместо кулачковой муфты 27 устанавливается коническая втулка. Настройка та же, щуп 14, набегая на конус или спускаясь с него, поворачивает стол 4 с резцом 9, укорачивая или удлиняя шаг нарезаемой резьбы.
Таким образом, снабдив устройство поворотной планкой с продольным пазом, щуподержателем со щупом и подпружиненным толкателем, предназначенным для поджима щупа к преобразующему элементу, и установив щуподержатель в пазу поворотной планки, а поворотную планку соединив со столом, мы расширяем технологические возможности устройства, имеем возможность обрабатывать не только канавки типа змейки разной конфигурации, но и нарезать резьбу с переменным шагом.
| название | год | авторы | номер документа |
|---|---|---|---|
| "УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ" | 2023 |
|
RU2829986C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ФАСОННЫХ ПОВЕРХНОСТЕЙ НА ТОКАРНЫХ АВТОМАТАХ | 1993 |
|
RU2056976C1 |
| Расточная головка | 1989 |
|
SU1798047A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Устройство для растачивания сферических отверстий | 1989 |
|
SU1710194A1 |
| ТРУБОРЕЗ-ТРУБОЛОВКА | 2013 |
|
RU2533563C1 |
| Устройство для автоподналадки инструмента | 1987 |
|
SU1444131A2 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |

Использование: станкостроение, приспособления для проточки канавок. Сущность изобретения: устройство содержит корпус, в котором на оси с возможностью поворота установлен стол с резцедержателем с резцом. Устройство снабжено поворотной планкой с продольным пазов, щуподержателем со щупом и подпружиненным толкателем, предназначенным для поджима щупа к преобразующему элементу. Щуподержатель установлен в пазу поворотной планки, а последняя соединена с указанным столом. 5 ил.
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ, содержащее корпус, в котором на оси с возможностью поворота под действием преобразующего элемента установлен стол с резцедержателем с резцом, отличающееся тем, что устройство снабжено поворотной планкой с продольным пазом, щуподержателем со щупом и подпружиненным толкателем, предназначенным для поджима шупа к преобразующему элементу, при этом щуподержатель установлен в пазу поворотной планки, а последняя соединена с указанным столом.
| Устройство для дистанционного измерения температуры | 1979 |
|
SU857741A1 |
| Способ изготовления алюминиевого экрана для кинематографа | 1925 |
|
SU1940A1 |
