Изобретение касается способа холодной прокатки прокатываемого материала в группе прокатных клетей, имеющей несколько прокатных клетей.
В прокатной клети прокатываемый материал, как правило, металлическая прокатываемая полоса, прокатывается в межвалковом зазоре между двумя рабочими валками прокатной клети для уменьшения толщины прокатываемого материала. Часто в одной так называемой группе прокатных клетей располагаются несколько прокатных клетей, через которые прокатываемый материал проходит поочередно для постепенного уменьшения толщины прокатываемого материала. Прокатка прокатываемого материала в одной из прокатных клетей называется проходом прокатки. То есть группе прокатных клетей, имеющей несколько прокатных клетей, поочередно осуществляются несколько проходов прокатки. Уменьшение толщины прокатываемого материала за один проход прокатки называется обжатием за проход этого прохода прокатки. При холодной прокатке прокатываемый материал прокатывается при температуре прокатываемого материала ниже температуры рекристаллизации.
В том числе, для применения в области техники электромобильности все большее значение приобретают электротехнические листовые стали, имеющие высокие доли кремния. Высокая хрупкость этих электротехнических листовых сталей может приводить к многочисленным трудностям именно при холодной деформации, например, к частым трещинам на полосе и поэтому нестабильным производственным условиям при холодной прокатке. Путем повышения температуры прокатываемого материала его хрупкость может снижаться.
С другой стороны, температура прокатываемого материала при холодной прокатке принципиально не может превышать температуру рекристаллизации прокатываемого материала. Кроме того, температура прокатываемого материала при холодной прокатке, как правило, должна лимитироваться и по другим причинам. Например, при холодной прокатке чаще всего на рабочие валки прокатных клетей и/или на прокатываемый материал наносится смазочное средство для уменьшения трения между прокатываемым материалом и рабочими валками. Это смазочное средство представляет собой или содержит прокатное масло, которое при высоких температурах, например, свыше 200°C, может подвергаться распаду. Далее, после холодной прокатки могут быть предусмотрены обрабатывающие этапы для обработки холоднокатаного прокатываемого материала, например, снабжение прокатываемого материала покрытием, для которых нежелательна слишком высокая температура (в случае нанесения покрытия на прокатываемый материал, например, снижается адгезия покрытия). Кроме того, высокая температура прокатываемого материала может приводить к высокому износу оборудования установки, например, снабженных полимерным покрытием обводных роликов для прокатываемого материала или опор для складирования прокатанного прокатываемого материала, или к термической деформации контура рабочих валков в осевом направлении, которая ухудшает плоскостность прокатываемого материала.
JP H01 218710 A предлагает нагревать входящую в клеть для холодной прокатки прокатываемую полосу до температуры от 100°C до 500°C, а также подавать на рабочие валки прокатной клети в качестве охлаждающего средства со стороны входа смазочное средство, а со стороны выхода воду. Вследствие нагрева должно, с одной стороны, сокращаться сопротивление деформации прокатываемой полосы, с другой стороны, вследствие нанесения охлаждающей воды должно предотвращаться разрушение смазочной пленки на рабочих валках из-за перегрева, а также слишком сильная термическая деформация рабочих валков.
В основе изобретения лежит задача, предложить способ и группу прокатных клетей для холодной прокатки прокатываемого материала, имеющую несколько прокатных клетей, которые улучшены в отношении регулирования температуры (темперирования) прокатываемого материала во время прокатки и/или после прокатки.
Задача решается в соответствии с изобретением с помощью способа с признаками п.1 формулы изобретения и группы прокатных клетей с признаками п.11 формулы изобретения.
Предпочтительные варианты осуществления изобретения являются предметом зависимых пунктов формулы изобретения.
В предлагаемом изобретением способе холодной прокатки прокатываемого материала в группе прокатных клетей, имеющей несколько прокатных клетей, через которые прокатываемый материал проходит поочередно, по меньшей мере для одного выбранного прохода прокатки, в частности для каждого прохода прокатки, для температуры прокатываемого материала задается верхняя предельная температура и/или нижняя предельная температура, и управление и/или регулирование этой температуры прокатываемого материала осуществляется посредством по меньшей мере одной меры управления или регулирования таким образом, что температура прокатываемого материала в каждом выбранном проходе прокатки не превышает заданную для этого прохода прокатки верхнюю предельную температуру и/или не опускается ниже заданной для этого прохода прокатки нижней предельной температуры:
- нагрев прокатываемого материала перед первым проходом прокатки до начальной температуры;
- охлаждение рабочих валков по меньшей мере одной прокатной клети путем нанесения на рабочие валки средства для охлаждения валков, причем для этого средства для охлаждения валков осуществляется управление или регулирование потока средства для охлаждения валков и/или давления средства для охлаждения валков;
- охлаждение прокатываемого материала по меньшей мере между двумя следующими друг за другом проходами прокатки путем нанесения на прокатываемый материал средства для охлаждения прокатываемого материала, причем для этого средства для охлаждения прокатываемого материала осуществляется управление или регулирование потока средства для охлаждения прокатываемого материала и/или давления средства для охлаждения прокатываемого материала;
- нанесение смазочного средства на рабочие валки и/или на прокатываемый материал по меньшей мере при одном проходе прокатки, причем для этого смазочного средства осуществляется управление или регулирование потока смазочного средства и/или давления смазочного средства;
- составление и реализация программы распределения по проходам для обжатий за проход отдельных проходов прокатки;
- управление или регулирование скорости прокатки, с которой прокатываемый материал проходит через группу прокатных клетей.
Итак, изобретение предусматривает контролирование температуры прокатываемого материала по меньшей мере в одном проходе прокатки, так чтобы она не превышала характерную для прохода прокатки верхнюю предельную температуру и/или не опускалась ниже характерной для прохода прокатки нижней предельной температуры. Благодаря этому могут вообще уменьшаться эксплуатационные нарушения, такие как трещины на полосе и тем самым может повышаться пропускная способность группы прокатных клетей. В частности, улучшаются или даже впервые создаются производственные условия для холодной прокатки критичного прокатываемого материала, такого как, например, электротехнические листовые стали, имеющие высокую долю кремния. Путем надлежащего задания предельных температур можно также целенаправленно влиять на конечную температуру прокатываемого материала на выходе группы прокатных клетей, благодаря чему может достигаться возможность гибкой дальнейшей обработки холоднокатаного прокатываемого материала. Далее, путем надлежащего задания предельных температур может минимизироваться необходимая на входе группы прокатных клетей начальная температура прокатываемого материала, и тем самым экономиться энергия для нагрева прокатываемого материала перед первым проходом прокатки. Далее, благодаря надлежащему заданию предельных температур возможно бережное обращение с оборудованием установки для уменьшения его износа.
Названные меры управления или регулирования в особой мере пригодны для влияния на температуру прокатываемого материала во время холодной прокатки. Так, нагрев прокатываемого материала перед первым проходом прокатки уменьшает хрупкость прокатываемого материала и вместе с тем опасность трещин на полосе прокатываемого материала.
Путем охлаждения рабочих валков и/или прокатываемого материала между проходами прокатки оказывается противодействие нагреву рабочих валков и прокатываемого материала при холодной деформации прокатываемого материала. При охлаждении валков посредством выпускаемого на рабочие валки средства для охлаждения валков отводимое из рабочих валков количество тепла может находиться из моделирования теплопередачи (определение коэффициента теплопередачи между поверхностью валка и средством для охлаждения валков) и известно, например, из Ф. Хелль: Основы теплопередачи, издательство VDI, 1982 г., № ISBN 978-3-18-400529-0, страницы 77-85. Альтернативно коэффициент теплопередачи может также находиться эмпирически как функция потока средства для охлаждения валков и давления средства для охлаждения валков (так называемая табличная модель). Отсюда может определяться температура рабочих валков, из которой, в свою очередь, находится тепловой поток между прокатываемым материалом и рабочими валками, то есть количество тепла, отдаваемое прокатываемым материалом рабочим валкам, в межвалковом зазоре, и регулироваться путем соответствующего управления или, соответственно, регулирования потока средства для охлаждения валков и/или давления средства для охлаждения валков, так чтобы могла целенаправленно настраиваться температура прокатываемого материала в межвалковом зазоре. Равным образом при охлаждении прокатываемого материала посредством наносимого на прокатываемый материал средства для охлаждения прокатываемого материала при знании потока средства для охлаждения прокатываемого материала и давления средства для охлаждения прокатываемого материала путем моделирования теплопередачи отводимое при этом из прокатываемого материала в средство для охлаждения прокатываемого материала количество тепла может определяться либо путем названного выше в качестве примера, базирующегося на модели, либо путем эмпирического определения коэффициента теплопередачи между средством для охлаждения прокатываемого материала и поверхностью прокатываемого материала, на которую оно подается, в зависимости от потока средства для охлаждения прокатываемого материала и давления средства для охлаждения прокатываемого материала. Отсюда, в свою очередь, путем соответствующего управления или, соответственно, регулирования потока средства для охлаждения прокатываемого материала и/или давления средства для охлаждения прокатываемого материала может целенаправленно настраиваться тепловой поток из прокатываемого материала и, как следствие, температура прокатываемого материала в тех областях прокатной установки, в которых прямо на прокатываемый материал подается средство для охлаждения прокатываемого материала.
Путем нанесения смазочного средства на рабочие валки или/и на прокатываемый материал при по меньшей мере одном проходе прокатки сокращается трение между прокатываемым материалом и рабочими валками и тем самым оказывается противодействие нагреву прокатываемого материала и/или рабочих валков. Чем больше смазочного средства наносится, тем ниже возникающая при прокатке мощность потерь трения. Последняя рассчитывается по существу из прилагаемого усилия прокатки, коэффициента трения и разности скоростей прокатываемой полосы и рабочих валков в межвалковом зазоре каждой прокатной клети. Усилие прокатки задается, как правило, автоматикой установки группы прокатных клетей для достижения желаемого обжатия за проход в упомянутой клети и поэтому известно. Альтернативно текущее усилие прокатки, например, в случае регулирования толщины, может также измеряться онлайн в текущем режиме посредством устройств, которые создают это усилие прокатки в упомянутой прокатной клети (например, гидравлические цилиндры). Для нахождения разности скоростей в межвалковом зазоре известна, например, формула (3.13) в Х. Хоффманн: Справочник по обработке давлением, 2012 г., ISBN 978-3-446-42778-5, в которой используется скорость впуска или, соответственно, выпуска прокатываемого материала в прокатной клети, а также геометрия межвалкового зазора, которая зависит от диаметров рабочих валков и обжатия за проход в соответствующей клети. Для нахождения коэффициента трения в межвалковом зазоре можно, например, обращаться к опытным значениям. Так, например, коэффициент трения определяют известные при конкретном процессе прокатки параметры: качество поверхности, свойства материала и нанесение смазочного средства. Альтернативно из J.B.A.F. Smeulders: Lubrication in the Cold Rolling Process Described by a 3D Stribeck Curve, AISTech 2013 Proceedings известно также моделирование коэффициента трения.
С помощью программы распределения по проходам обжатий за проход для отдельных проходов прокатки достигаемое в группе прокатных клетей уменьшение толщины прокатываемого материала распределяется по отдельным прокатным клетям. В принципе, в каждой прокатной клети осуществляется нагрев прокатываемого материала вследствие пластической деформации прокатываемого материала. Возникающее при этом в прокатываемом материале тепло деформации может простым образом находиться специалистом из обжатия за проход в каждой прокатной клети, а также из свойств материала данного прокатываемого материала. Путем надлежащего выбора обжатий за проход, который учитывает все клети группы прокатных клетей, может, например, достигаться соблюдение заданных пределов температуры для температуры прокатываемого материала на протяжении всей группы прокатных клетей.
Под скоростью прокатки понимается скорость, с которой прокатываемый материал проходит через прокатные клети группы прокатных клетей. Скорость прокатки может прямо влиять на вышеназванную мощность потер трения в отдельных прокатных клетях, так как скоростью прокатки непосредственно затронуты также разности скоростей в отдельных прокатных клетях. Поэтому скорость прокатки влияет также на температуру прокатываемого материала в отдельных прокатных клетях.
Таким образом, для влияния на температуру прокатываемого материала при холодной прокатке в группе прокатных клетей, имеющей несколько прокатных клетей, через которые прокатываемый материал проходит поочередно, в соответствии с предлагаемым изобретением способом имеются в распоряжении несколько мер управления или регулирования, которые, каждая через соответствующую регулирующую величину, влияют на процесс прокатки и которые позволяют поддерживать температуру прокатываемого материала во время всего прохождения прокатываемого материала через группу прокатных клетей в определенных пределах температуры, заданных нижней и верхней предельной температурой. Эти регулирующие величины включают в себя мощность нагрева нагревательного устройства для настройки начальной температуры прокатываемой полосы перед первым проходом прокатки, параметры охлаждения для настройки количества тепла, которое отводится из прокатываемого материала вследствие контакта прокатываемого материала с рабочими валками, а также вследствие наносимого на прокатываемый материал средства для охлаждения прокатываемого материала, параметры смазки для настройки мощности потерь трения в межвалковом зазоре каждой из прокатных клетей, программу распределения по проходам для настройки тепла деформации, возникающего при обжатии за проход каждой из прокатных клетей, а также скорость прокатки, которая тоже влияет на мощность потерь на трение при обжатии за проход в отдельных прокатных клетях.
Вышеназванные меры управления или регулирования могут осуществляться независимо друг от друга. При этом, например, на основе имитации с помощью вычислительного блока заранее, т.е. до действительного выполнения самого процесса прокатки, может осуществляться нахождение результирующих при этом температур прокатываемого материала. Этот вычислительный блок может быть идентичен управлению, которое выполняет меры управления или регулирования в группе прокатных клетей при реальном процессе прокатки.
Конкретно, это означает, что, например, исходя из предварительно настроенных значений отдельных регулирующих величин, сначала находится кривая температуры прокатываемого материала - за один определенный проход прокатки или на протяжении всей группы прокатных клетей: например,
- на основании предварительно настроенных в первой прокатной клети параметров охлаждения находится количество тепла, отводимое из прокатываемого материала к рабочим валкам и к средству для охлаждения прокатываемого материала;
- на основании предварительно установленных в первой прокатной клети параметров смазки, а также предварительно установленной в первой прокатной клети скорости прокатки находится также мощность потерь на трение в межвалковом зазоре первой прокатной клети, и
- из обжатия за проход в первой прокатной клети и из свойств материала данного прокатываемого материала находится тепло деформации, возникающее вследствие предварительно настроенной программы распределения по проходам на первой прокатной клети.
На базе этих найденных тепловых потоков, исходя из предварительно настроенной посредством нагревательного устройства или найденной иным образом начальной температуры прокатываемого материала при поступлении в первую прокатную клеть, может находиться результирующая температура прокатываемого материала за первой прокатной клетью после нанесения средства для охлаждения прокатываемого материала. Найденная таким образом температура прокатываемого материала за первой прокатной клетью может использоваться как исходная точка для нахождения равным образом температуры прокатываемого материала за второй прокатной клетью на базе предварительно настроенных во второй прокатной клети скорости прокатки, обжатия за проход, а также параметров охлаждения и смазки. Это последовательное нахождение температуры прокатываемого материала может продолжаться до выпуска прокатываемого материала из последней прокатной клети группы прокатных клетей.
Когда констатируется превышение или, соответственно, недостижение верхней или, соответственно, нижней предельной температуры, то одна из вышеназванных мер управления или регулирования может назначаться при значениях, отличающихся от предварительно настроенных значений каждой регулирующей величины, и температура прокатываемого материала находиться заново путем расчета, чтобы проверить, соблюдаются ли заданные предельные температуры при измененных параметрах мер управления или регулирования. После каждого изменения назначенных регулирующих величин проверка может выполняться заново.
Так, например, при констатированном превышении температуры прокатываемого материала в одной определенной прокатной клети наносимая смазка и/или охлаждение в этой клети может увеличиваться для сокращения мощности потерь на трение и/или повышения количества тепла, отводимого из прокатываемого материала.
При так называемой «проблеме глобальной оптимизации» ищется решение, при котором одновременно при задании целевой функции должны учитываться несколько критериев, причем эта целевая функция индивидуально взвешивает отдельные критерии, и эти критерии могут включать в себя, например, желаемый температурный режим на протяжении всей группы прокатных клетей, оптимизированную применительно к желаемым свойствам материала программу проходов, наиболее высокую возможную удельную величину пропускной способности через группу прокатных клетей, соблюдение определенного распределения усилия прокатки или как можно более низкого расхода охлаждающего и смазочного средства. Вычислительные издержки для нахождения решения проблемы глобальной оптимизации возрастают сверхпропорционально количеству варьируемых параметров.
Независимое осуществление одной или нескольких из вышеназванных мер управления или регулирования, хотя и не обязательно дает решение, оптимальное применительно к такой проблеме глобальной оптимизации, но зато независимое друг от друга внедрение осуществления одной или нескольких из вышеназванных мер управления или регулирования пригодно, например, в качестве решения по дооснащению существующих управлений групп прокатных клетей, так как проверка, обеспечивает ли назначенная мера управления или регулирования соблюдение предельных температур, в каждом случае только пропорциональна прокатным клетям группы прокатных клетей, однако не зависит от количества самих варьируемых параметров. Поэтому необходимая в таком случае вычислительная мощность может также предоставляться устройством управления самой группы прокатных клетей. Так, например, при изменении параметров охлаждения в одной определенной прокатной клети должны находиться вновь только температуры прокатываемого материала в области прокатной клети, расположенной после упомянутой прокатной клети. Но даже при дополнительно назначенном изменении программы проходов или скорости прокатки, каждое из которых сказываются на совокупности прокатных клетей группы прокатных клетей, количество вновь подлежащих нахождению вышеописанным образом количеств тепла для проверки на соблюдение предельных температур ограничено именно этим общим числом прокатных клетей.
В одном из вариантов осуществления изобретения базирующийся на модели расчет начальной температуры прокатываемого материала, параметров охлаждения или смазки, программы распределения по проходам и скорости прокатки осуществляется как решение проблемы глобальной оптимизации при задании целевой функции. Причем при проблеме глобальной оптимизации может иметься множество решений, наиболее подходящее из которых определяется тоже на базе модели, например, только с учетом других критериев, например, путем дополнительной максимизации скорости прокатки или соблюдения определенного распределения усилия прокатки на прокатные клети 3-7.
В одном из вариантов осуществления изобретения по меньшей мере для одного прохода прокатки задается верхняя предельная температура в пределах от 140°C до 250°C и/или нижняя предельная температура в пределах от 20°C до 140°C. С помощью такой верхней предельной температуры можно, в частности, избегать уже названного выше распада прокатного масла, которое применяется в качестве смазочного средства или составной части смазочного средства. Нижняя предельная температура зависима от материала и поэтому подбирается под прокатываемый материал.
В другом варианте осуществления изобретения для всех проходов прокатки задаются одна общая верхняя предельная температура и/или одна общая нижняя предельная температура. Это упрощает предлагаемый изобретением способ по сравнению с вариантом осуществления, имеющим предельные температуры, зависящие от проходов прокатки.
В другом варианте осуществления изобретения прокатываемый материал перед первым проходом прокатки нагревается до начальной температуры с помощью нагревательного устройства, в частности с помощью индукционного нагревателя. При индуктивном нагреве прокатываемого материала нагрев прокатываемого материала может находиться просто из мощности индукционного нагревателя, коэффициента полезного действия и продолжительности воздействия, которая получается из скорости прокатываемого материала и конструктивной длины нагревателя, а также свойств материала данного прокатываемого материала, в частности его удельной теплоемкости.
В другом варианте осуществления изобретения рабочие валки по меньшей мере одной прокатной клети охлаждаются путем нанесения средства для охлаждения валков на рабочие валки только со стороны выхода. Под стороной выхода прокатной клети понимается та сторона прокатной клети, на которой прокатываемый материал выходит из прокатной клети. Соответственно под стороной входа прокатной клети понимается та сторона прокатной клети, на которой прокатываемый материал входит в прокатную клеть. Нанесение средства для охлаждения валков на рабочие валки со стороны выхода эффективнее, чем нанесение со стороны входа, так как вследствие направления вращения рабочих валков создаваемое процессом прокатки тепло отводится сразу, в то время как для охлаждения со стороны входа упомянутое место рабочего валка сначала должно пройти еще примерно половину оборота.
В другом варианте осуществления изобретения на рабочие валки и/или на прокатываемый материал по меньшей мере при одном проходе прокатки наносится смазочное средство, при этом в распылительном устройстве создается смесь из смазочного средства и газа-носителя, и эта смесь с помощью форсунок для смазочного средства распыляется на рабочие валки и/или на прокатываемый материал. Такое нанесение смазочного средства известно, например, из EP 2 651 577 B1 и имеет, например, по сравнению с нанесением смазочной эмульсии, то преимущество, что смазочное средство может наноситься очень целенаправленно и экономно.
В другом варианте осуществления изобретения на рабочие валки и/или на прокатываемый материал по меньшей мере при одном проходе прокатки наносится смазочное средство только со стороны входа. Это предпочтительно, в частности, при проходах прокатки, при которых охлаждающее средство наносится только со стороны выхода, потому что тогда смазочное средство не смывается охлаждающим средством, и таким образом экономится смазочное средство.
В другом варианте осуществления изобретения по меньшей мере для одного параметра меры управления или регулирования значение параметра находится оффлайн на основе расчетной модели по меньшей мере некоторой части группы прокатных клетей, и этот параметр при эксплуатации группы прокатных клетей настраивается на это значение параметра. К параметрам, которые могут находиться из расчетной модели, относятся начальная температура прокатываемого материала, параметры охлаждения (например, потоки средства для охлаждения валков, давления средства для охлаждения валков, потоки средства для охлаждения прокатываемого материала и давления средства для охлаждения прокатываемого материала), параметры смазки (например, потоки смазочного средства и давления смазочного средства), программа распределения по проходам (т.е. обжатия за проход отдельных проходов прокатки), а также скорость прокатки.
То есть в этих вариантах осуществления изобретения по меньшей мере отдельное количество параметров управления или регулирования температуры прокатываемого материала находится (в частности, рассчитывается) заранее.
В другом варианте осуществления изобретения по меньшей мере два находимых оффлайн значения параметров находятся как решение проблемы глобальной оптимизации при задании целевой функции. Тем самым - дополнительно к соблюдению верхней и нижней предельной температуры - предпочтительно становится возможным учет по меньшей мере еще одного критерия при процессе прокатки прокатываемого материала.
В другом варианте осуществления изобретения при эксплуатации группы прокатных клетей регистрируется по меньшей мере одно значение измерения температуры прокатываемого материала, и по меньшей мере один параметр меры управления или регулирования настраивается онлайн в зависимости по меньшей мере от одного значения измерения. То есть при этом варианте осуществления изобретения по меньшей мере одно отдельное количество параметров управления или регулирования температуры прокатываемого материала настраивается онлайн в зависимости от измеренной температуры прокатываемого материала. Это может касаться, в частности, охлаждения и смазки рабочих валков и/или прокатываемого материала.
Предлагаемая изобретением группа прокатных клетей включает в себя несколько прокатных клетей для холодной прокатки прокатываемого материала и управление, которое предназначено для того, чтобы осуществлять по меньшей мере одну из вышеназванных мер управления или регулирования. Группа прокатных клетей может также включать в себя, в частности:
- управляемое или регулируемое устройством управления нагревательное устройство, которое предназначено для того, чтобы нагревать прокатываемый материал перед первым проходом прокатки, и/или
- управляемую или регулируемую устройством управления систему охлаждения, которая предназначена для того, чтобы выпускать на рабочие валки по меньшей мере одной прокатной клети средство для охлаждения валков и/или на прокатываемый материал средство для охлаждения прокатываемого материала по меньшей мере между двумя следующими друг за другом проходами прокатки, и/или
- управляемую или регулируемую устройством управления систему смазки, которая предназначена для того, чтобы по меньшей мере при одном проходе прокатки выпускать смазочное средство на рабочие валки и/или на прокатываемый материал, и/или
- по меньшей мере один измерительный блок, который предназначен для регистрации температуры прокатываемого материала в любом месте группы прокатных клетей.
Преимущества такой группы прокатных клетей соответствуют вышеназванным преимуществам предлагаемого изобретением способа.
Вышеописанные свойства, признаки и преимущества этого изобретения, а также каким образом они достигаются, становится яснее и отчетливее понятно в контексте последующего описания примеров осуществления, которые поясняются подробнее со ссылкой на чертежи. При этом показано:
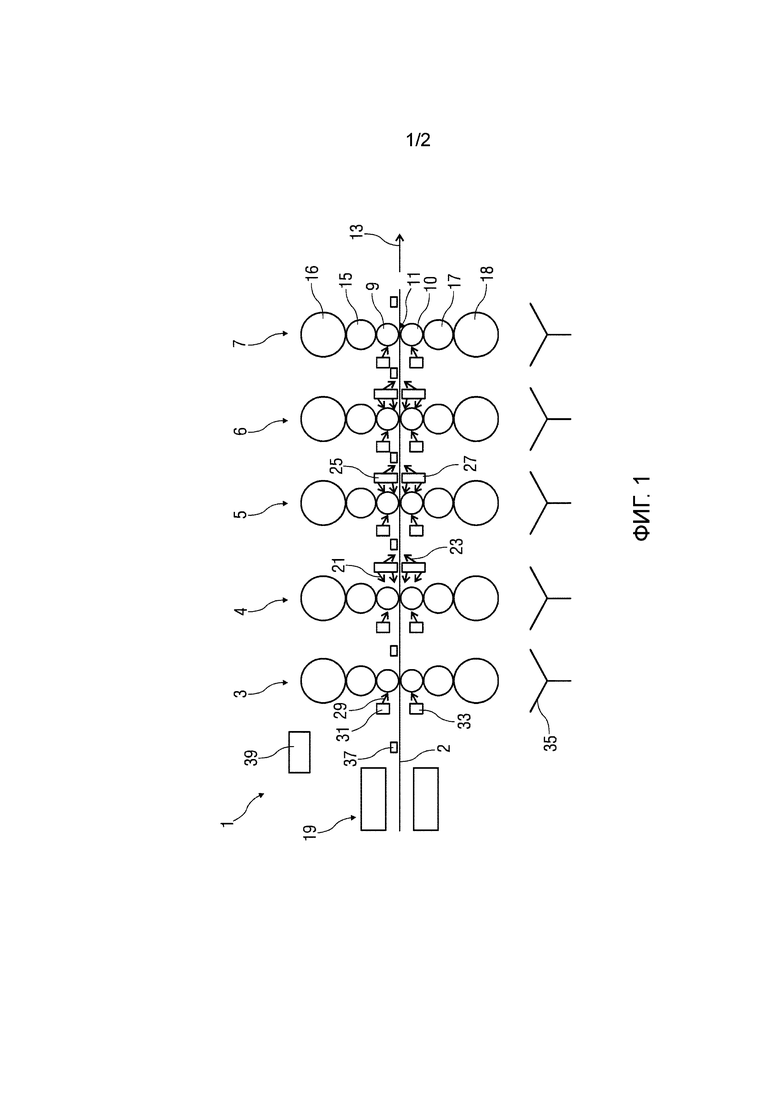
фиг.1: схематично один из примеров осуществления предлагаемой изобретением группы прокатных клетей;
фиг.2: блок-схема одного из примеров осуществления предлагаемого изобретением способа.
На фиг.1 схематично показан один из примеров осуществления предлагаемой изобретением группы 1 прокатных клетей, имеющей пять прокатных клетей 3-7 для холодной прокатки прокатываемого материала 2. Каждая прокатная клеть 3-7 имеет два расположенных друг над другом рабочих валка 9, 10, которые находятся друг от друга на расстоянии межвалкового зазора 11. Для прокатки прокатываемого материала 2 рабочие валки 9, 10 с помощью двигательного привода приводятся во вращение, и прокатываемый материал 2 тянется вращающимися рабочими валками 9, 10 в направлении 13 прокатки через межвалковые зазоры 11.
В показанном на фиг.1 примере осуществления группы 1 прокатных клетей каждая прокатная клеть 3-7 имеет также для каждого рабочего валка 9, 10 два опорных валка 15-18, которые расположены друг над другом на обращенной от прокатываемого материала 2 стороне каждого рабочего валка 9, 10, при этом первый опорный валок 15, 17 контактирует со вторым опорным валком 16, 18 и рабочим валком 9, 10.
Каждой прокатной клетью 3-7 осуществляется проход прокатки, при котором толщина прокатываемого материала 2 уменьшается на так называемое обжатие за проход этого прохода прокатки. На входе группы 1 прокатных клетей расположено нагревательное устройство 19, которое предназначено для того, чтобы нагревать прокатываемый материал 2 перед первым проходом прокатки, осуществляемым первой прокатной клетью 2. Это нагревательное устройство 19 выполнено, например, в виде индукционного нагревателя, которым может индуктивно нагреваться прокатываемый материал 3.
Группа 1 прокатных клетей имеет также систему охлаждения, которая предназначена для того, чтобы выпускать средство 21 для охлаждения валков на рабочие валки 9, 10 прокатных клетей 4-6, которые осуществляют второй, третий и четвертый проход прокатки, и средство 23 для охлаждения прокатываемого материала на прокатываемый материал 2 между вторым и третьим проходом прокатки, третьим и четвертым проходом прокатки и четвертым и пятым проходом прокатки. Эта система охлаждения включает в себя для каждой из прокатных клетей 4-6 верхнюю охлаждающую балку 25 и нижнюю охлаждающую балку 27. С помощью верхней охлаждающей балки 25 средство 21 для охлаждения валков может выпускаться со стороны выхода на верхний рабочий валок 9 каждой прокатной клети 4-6, а средство 23 для охлаждения прокатываемого материала на верхнюю поверхность прокатываемого материала 2. С помощью нижней охлаждающей балки 27 средство 21 для охлаждения валков может выпускаться со стороны выхода на нижний рабочий валок 9 каждой прокатной клети 4-6, а средство 23 для охлаждения прокатываемого материала на нижнюю поверхность прокатываемого материала 3(2?). Каждая охлаждающая балка 25, 27 включает в себя, например, несколько форсунок для средства для охлаждения валков, с помощью которых средство 21 для охлаждения валков может выпускаться на каждый рабочий валок 9, 10, и/или несколько форсунок для средства для охлаждения прокатываемого материала, с помощью которых средство 23 для охлаждения прокатываемого материала может выпускаться на прокатываемый материал 2.
Средство 21 для охлаждения валков представляет собой, например, воду или охлаждающую эмульсию. Средство 23 для охлаждения прокатываемого материала тоже представляет собой, например, воду или охлаждающую эмульсию и может быть идентичным средству 21 для охлаждения валков. Охлаждающая эмульсия состоит их охлаждающей жидкости и смазочного материала, например, из воды в качестве охлаждающей жидкости и масла в качестве смазочного материала, а также, возможно, из эмульгаторов. При этом основным компонентом охлаждающей эмульсии является охлаждающая жидкость, в то время как доля смазочного материала охлаждающей эмульсии составляет только несколько процентов, например, два-три процента. Например, наносимое на оба рабочих валка 9, 10 прокатной клети 4-6 количество средства 21 для охлаждения валков (в целом, то есть на оба рабочих валка 9, 10 вместе) соответствует в литрах в минуту приблизительно соответствует мощности двигателя прокатной клети 4-6 в кВт, причем эта мощность двигателя является мощностью двигателя, приводящего в движение рабочие валки 9, 10 прокатной клети 4-6.
Группа 1 прокатных клетей имеет, кроме того, систему смазки, которая предназначена для того, чтобы выпускать на рабочие валки 9, 10 всех прокатных клетей 3-7 со стороны входа смазочное средство 29. Эта система смазки имеет для каждой прокатной клети 3-7 верхнюю смазочную балку 31 и нижнюю смазочную балку 33. С помощью верхней смазочной балки 31 смазочное средство 29 может выпускаться со стороны входа на верхний рабочий валок 9 каждой прокатной клети 3-7. С помощью нижней смазочной балки 33 смазочное средство 29 может выпускаться со стороны входа на нижний рабочий валок 10 каждой прокатной клети 3-7. Например, каждая смазочная балка 31, 33 включает в себя распылительное устройство, в котором может создаваться смесь из смазочного средства 29 и газа-носителя, и несколько форсунок для смазочного средства, с помощью которых эта смесь может распыляться на каждый рабочий валок 9, 10. При этом смазочное средство 29 представляет собой, например, чистое прокатное масло, а газ-носитель представляет собой, например, воздух. Например, на каждый рабочий валок 9, 10 выпускаются максимум два литра прокатного масла в минуту. Альтернативно смазочное средство 29 представляет собой смазочную эмульсию, которая состоит их жидкости-носителя и прокатного масла, а также, возможно, из эмульгаторов, и каждая смазочная балка 31, 33, имеет форсунки для смазочного средства, с помощью которых смазочная эмульсия может выпускаться на каждый рабочий валок 9, 10.
Под прокатными клетями 3-7 расположены сборные устройства 35, которые предназначены для того, чтобы собирать стекающее с прокатных клетей 3-7 средство 21 для охлаждения валков, средство 23 для охлаждения прокатываемого материала и смазочное средство 29. Собираемая сборными устройствами 35 смесь из средства 21 для охлаждения валков, средства 23 для охлаждения прокатываемого материала и смазочного средства 29 предпочтительно разлагается на свои составные части, которые затем применяются повторно.
Группа 1 прокатных клетей имеет также несколько измерительных блоков 37, которые предназначены каждый для регистрации температуры прокатываемого материала 2. Один измерительный блок 37 расположен между нагревательным устройством 19 и первой прокатной клетью 3, другие измерительные блоки 37 расположены между каждыми двумя соседними прокатными клетями 3-7, и один измерительный блок 37 расположен в конце группы 1 прокатных клетей за прокатной клетью 7, которая осуществляет пятый проход прокатки.
Помимо этого, группа 1 прокатных клетей имеет устройство 39 управления, с помощью которого возможно соответственно управление или регулирование нагревательного устройства 19, системы охлаждения, то есть выпускаемых каждой из охлаждающих балок 25, 27 потоков средства для охлаждения валков, давлений средства для охлаждения валков, потоков средства для охлаждения прокатываемого материала и давлений средства для охлаждения прокатываемого материала, и системы смазки, то есть выпускаемых каждой из смазочных балок 31, 33 потоков смазочного средства и давлений смазочного средства, для управления или регулирования температуры прокатываемого материала 2 в каждом проходе прокатки. Для этого для каждого прохода прокатки для температуры прокатываемого материала задается температурное окно между верхней предельной температурой и нижней предельной температурой, и управление и/или регулирование этой температуры прокатываемого материала осуществляется таким образом, что температура прокатываемого материала в каждом проходе прокатки принимает значение температуры, лежащее в заданном для этого прохода прокатки температурном окне. Наряду с управлением или регулированием нагревательного устройства 19, системы охлаждения и системы смазки, составляется и реализуется программа распределения по проходам для обжатий за проход отдельных проходов прокатки. Прокатные клети 3-7, то есть высоты межвалковых зазоров 11 прокатных клетей 3-7, настраиваются в соответствии с этой программой распределения по проходам. Далее, осуществляется управление или регулирование скорости прокатки, с которой прокатываемый материал 2 проходит через группу 2 прокатных клетей, для влияния на температуру прокатываемого материала в проходах прокатки. Эта скорость прокатки настраивается с помощью частот вращения рабочих валков 9, 10.
Параметрами управления и/или регулирования температуры являются настраиваемая с помощью нагревательного устройства 19 начальная температура прокатываемого материала 2, выпускаемые каждой из охлаждающих балок 25, 27 потоки средства для охлаждения валков, давления средства для охлаждения валков, потоки средства для охлаждения прокатываемого материала и давления средства для охлаждения прокатываемого материала (параметры охлаждения), выпускаемые каждой из смазочных балок 31, 33 потоки смазочного средства и давления смазочного средства (параметры смазки), программа распределения по проходам и скорость прокатки. Эти параметры находятся каждый, например, оффлайн на основе расчетной модели по меньшей мере некоторой части группы 1 прокатных клетей. Например, базирующийся на модели расчет начальной температуры прокатываемого материала 2, параметров охлаждения и смазки, программы распределения по проходам и скорости прокатки осуществляется как решение проблемы глобальной оптимизации при задании целевой функции. При этом может иметься множество решений, наиболее подходящее из которых определяется тоже на базе модели, только с учетом других критериев, например, путем дополнительной максимизации скорости прокатки или соблюдения определенного распределения усилия прокатки на прокатные клети 3-7. Найденные таким образом параметры (параметры оффлайн) настраиваются каждый вручную или с помощью устройства 39 управления. Альтернативно некоторые или все параметры (параметры онлайн) могут регулироваться онлайн в зависимости от значений измерений измерительных блоков 37 таким образом, чтобы температура прокатываемого материала в каждом проходе прокатки принимала значение температуры, лежащее в заданном для этого прохода прокатки температурном окне. Например, программа распределения по проходам, начальная температура прокатываемого материала 2 и скорость прокатки определяются оффлайн, в то время как параметры охлаждения и смазки регулируются онлайн в зависимости от значений измерений измерительных блоков 37.
На фиг.2 показана блок-схема 100 одного из примеров осуществления предлагаемого изобретением способа холодной прокатки прокатываемого материала 2 в группе 1 прокатных клетей, имеющего этапы 101-106 способа.
На первом этапе 101 способа для каждого прохода прокатки задается температурное окно для температуры прокатки прокатываемого материала 2 в этом проходе прокатки.
На втором этапе 102 способа на основе расчетной модели по меньшей мере некоторой части группы 1 прокатных клетей определяются вышеописанные параметры оффлайн, например, программа распределения по проходам, начальная температура прокатываемого материала 2 и скорость прокатки.
На третьем этапе 103 способа начинается холодная прокатка прокатываемого материала 2 в группе 1 прокатных клетей при определенных на втором этапе 102 способа параметрах оффлайн и заданных начальных значениях параметров онлайн.
На четвертом этапе 104 способа для каждого прохода прокатки находится температура прокатываемого материала 2. Например, для этого для какого-либо прохода прокатки с помощью по меньшей мере одного измерительного блока 37 регистрируется температура прокатываемого материала, или температура прокатываемого материала в этом проходе прокатки рассчитывается, например, как описано выше, с помощью расчета теплового потока между прокатываемым материалом и рабочими валками в межвалковом зазоре на основе моделирования теплопередачи и/или с помощью расчета тепла деформации, которое возникает при нагреве прокатываемого материала вследствие пластической деформации прокатываемого материала.
На пятом этапе 105 способа проверяется, принимает ли температура прокатываемого материала в каждом проходе прокатки значение температуры, лежащее в заданном для этого прохода прокатки температурном окне. Если проверка показывает, что температура прокатываемого материала в каждом проходе прокатки принимает значение температуры, лежащее в заданном для этого прохода прокатки температурном окне, снова осуществляется четвертый этап 104 способа. В ином случае осуществляется шестой этап 106 способа.
На шестом этапе 106 способа изменяется значение по меньшей мере одного параметра онлайн, чтобы привести температуру прокатываемого материала в каждом проходе прокатки, при котором температура прокатываемого материала лежит вне заданного для этого прохода прокатки температурного окна, в заданное температурное окно. После шестого этапа 106 способа снова осуществляется четвертый этап 104 способа.
Хотя изобретение было подробнее проиллюстрировано и описано в деталях на предпочтительных примерах осуществления, изобретение не ограничено раскрытыми примерами, и специалистом могут выводиться отсюда другие варианты без выхода из объема охраны изобретения.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Группа прокатных клетей
2 Прокатываемый материал
3-7 Прокатная клеть
9, 10 Рабочий валок
11 Межвалковый зазор
13 Направление прокатки
15-18 Опорный валок
19 Нагревательное устройство
21 Средство для охлаждения валков
23 Средство для охлаждения прокатываемого материала
25, 27 Охлаждающая балка
29 Смазочное средство
31, 33 Смазочная балка
35 Сборное устройство
37 Измерительный блок
39 Устройство управления
100 Блок-схема
101-106 Этап способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ПРОКАТНАЯ КЛЕТЬ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, В ЧАСТНОСТИ ПОЛОСЫ, СНАБЖЕННАЯ ФОРСУНКАМИ ДЛЯ ГАЗООБРАЗНЫХ ИЛИ ЖИДКИХ ОБРАБАТЫВАЮЩИХ СРЕД | 2005 |
|
RU2372162C2 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 2012 |
|
RU2605740C2 |
| СПОСОБ ПРОКАТКИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2017 |
|
RU2701916C1 |
| СПОСОБ СМАЗКИ И ОХЛАЖДЕНИЯ ВАЛКОВ И МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПРИ ПРОКАТКЕ, В ЧАСТНОСТИ ХОЛОДНОЙ ПРОКАТКЕ, МЕТАЛЛИЧЕСКИХ ПОЛОС | 2006 |
|
RU2426613C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
| ПРОКАТКА ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2020 |
|
RU2786557C1 |
| УСТАНОВОЧНЫЙ ЦИЛИНДР ДЛЯ УСТАНОВКИ ПРОКАТНЫХ ВАЛКОВ В ПРОКАТНЫХ КЛЕТЯХ, В ЧАСТНОСТИ В ВЕРТИКАЛЬНЫХ ОБЖИМНЫХ КЛЕТЯХ | 2004 |
|
RU2355491C2 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СМАЗКИ ВАЛКОВ И ПРОКАТЫВАЕМОЙ ПОЛОСЫ В ПРОКАТНОЙ КЛЕТИ | 2009 |
|
RU2463118C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |

Изобретение относится к холодной прокатке в группе прокатных клетей. Для одного прохода прокатки для температуры прокатываемого материала задают верхнюю предельную температуру и/или нижнюю предельную температуру. Верхнюю предельную температуру задают в пределах от 140°C до 250°C, а нижнюю предельную температуру задают в пределах от 20°C до 140°C. Управление и/или регулирование температуры прокатываемого материала осуществляют посредством по меньшей мере одной меры управления или регулирования таким образом, что температура прокатываемого материала в указанном по меньшей мере одном проходе прокатки не превышает заданную для этого прохода прокатки верхнюю предельную температуру и/или не опускается ниже заданной для этого прохода прокатки нижней предельной температуры. В результате улучшается регулирование температуры прокатываемого материала во время прокатки и/или после прокатки. 2 н. и 8 з.п. ф-лы, 2 ил.
1. Способ холодной прокатки прокатываемого материала (2) в группе (1) прокатных клетей, имеющей несколько прокатных клетей (3-7), через которые прокатываемый материал (2) проходит поочередно, при этом
- по меньшей мере для одного прохода прокатки для температуры прокатываемого материала (2) задают верхнюю предельную температуру и/или нижнюю предельную температуру, при этом верхнюю предельную температуру задают в пределах от 140°C до 250°C, а нижнюю предельную температуру задают в пределах от 20°C до 140°C,
- и управление и/или регулирование температуры прокатываемого материала осуществляют посредством по меньшей мере одной меры управления или регулирования таким образом, что температура прокатываемого материала в указанном по меньшей мере одном проходе прокатки не превышает заданную для этого прохода прокатки верхнюю предельную температуру и/или не опускается ниже заданной для этого прохода прокатки нижней предельной температуры:
- нагрев прокатываемого материала (2) перед первым проходом прокатки посредством нагревательного устройства (19) до начальной температуры, при этом мощность нагрева нагревательного устройства (19) настраивают;
- охлаждение рабочих валков (9, 10) по меньшей мере одной прокатной клети (3-7) путем нанесения на рабочие валки (9, 10) средства (21) для охлаждения валков, причем для этого средства (21) для охлаждения валков осуществляют управление или регулирование потоком средства для охлаждения валков и/или давлением средства для охлаждения валков, при этом определяют количество тепла, отводимое при охлаждении рабочих валков (9, 10) от рабочих валков (9, 10) и отдаваемое прокатываемым материалом (2) рабочим валкам (9, 10);
- охлаждение прокатываемого материала (2) между по меньшей мере двумя следующими друг за другом проходами прокатки путем нанесения на прокатываемый материал (2) средства (23) для охлаждения прокатываемого материала, причем для этого средства (23) для охлаждения прокатываемого материала осуществляют управление или регулирование потоком средства для охлаждения прокатываемого материала и/или давлением средства для охлаждения прокатываемого материала, и определяют количество тепла, отводимое при охлаждении прокатываемого материала (2) от прокатываемого материала (2) в средство (23) для охлаждения прокатываемого материала;
- нанесение смазочного средства (29) на рабочие валки (9, 10) и/или на прокатываемый материал (2) по меньшей мере при одном проходе прокатки, причем для этого смазочного средства (29) осуществляют управление или регулирование потоком смазочного средства и/или давлением смазочного средства, и определяют мощность потерь на трение в межвалковом зазоре каждой прокатной клети (3-7);
- составляют и реализуют программы распределения по проходам для обжатий за проход отдельных проходов прокатки, при этом из обжатия за проход в каждой прокатной клети и из свойств материала данного прокатываемого материала (2) определяют тепло деформации, возникающее при пластической деформации прокатываемого материала (2);
- управляют или регулируют скорость прокатки, с которой прокатываемый материал (2) проходит через группу (1) прокатных клетей, при этом определяют возникающую в каждой прокатной клети (3-7) мощность потерь на трение.
2. Способ по п.1, в котором для всех проходов прокатки задают одну общую верхнюю предельную температуру.
3. Способ по п.1 или 2, в котором для всех проходов прокатки задают одну общую нижнюю предельную температуру.
4. Способ по любому из пп.1-3, в котором нагревательное устройство (19) выполнено в виде индукционного нагревателя.
5. Способ по любому из пп.1-4, в котором на рабочие валки (9, 10) и/или на прокатываемый материал (2) по меньшей мере при одном проходе прокатки наносят смазочное средство (29), при этом в распылительном устройстве создают смесь из смазочного средства (29) и газа-носителя, и эту смесь с помощью форсунок для смазочного средства распыляют на рабочие валки (9, 10) и/или на прокатываемый материал (2).
6. Способ по любому из пп.1-5, при этом по меньшей мере для одного параметра меры управления или регулирования значение параметра определяют оффлайн на основе расчетной модели по меньшей мере для части группы (1) прокатных клетей, и указанное определенное оффлайн значение параметра устанавливают для параметра меры управления и регулирования группы (1) прокатных клетей.
7. Способ по п.6, в котором по меньшей мере одним определяемым оффлайн значением параметра являются начальная температура прокатываемого материала (2) и/или параметры охлаждения и/или какой-либо параметр смазки и/или программа распределения по проходам и/или скорость прокатки.
8. Способ по любому из пп.1-7, в котором при эксплуатации группы (1) прокатных клетей регистрируют по меньшей мере одно значение измерения температуры прокатываемого материала, и по меньшей мере один параметр меры управления или регулирования устанавливают онлайн в зависимости по меньшей мере от одного значения измерения.
9. Группа (1) прокатных клетей, имеющая несколько прокатных клетей (3-7) для холодной прокатки прокатываемого материала (2) и устройство (39) управления, включающая в себя:
- управляемое или регулируемое устройством (39) управления нагревательное устройство (19), которое предназначено для того, чтобы нагревать прокатываемый материал (2) перед первым проходом прокатки, и/или
- управляемую или регулируемую устройством (39) управления систему охлаждения, которая предназначена для того, чтобы выпускать на рабочие валки (9, 10) по меньшей мере одной прокатной клети (3-7) средство (21) для охлаждения валков и/или на прокатываемый материал (2) средство (23) для охлаждения прокатываемого материала по меньшей мере между двумя следующими друг за другом проходами прокатки, и/или
- управляемую или регулируемую устройством (39) управления систему смазки, которая предназначена для того, чтобы по меньшей мере при одном проходе прокатки выпускать смазочное средство (29) на рабочие валки и/или на прокатываемый материал (2),
- при этом устройство (39) управления предназначено для того, чтобы осуществлять по меньшей мере одну из мер управления или регулирования способа по любому из пп.1-8, для того, чтобы по меньшей мере для одного прохода прокатки для температуры прокатываемого материала (2) задавать верхнюю предельную температуру в пределах от 140°C до 250°C и/или нижнюю предельную температуру в пределах от 20°C до 140°C, осуществлять управление и/или регулирование температуры прокатываемого материала посредством по меньшей мере одной меры управления или регулирования таким образом, что температура прокатываемого материала в указанном по меньшей мере одном проходе прокатки не превышает заданную для этого прохода прокатки верхнюю предельную температуру и/или не опускается ниже заданной для этого прохода прокатки нижней предельной температуры.
10. Группа (1) прокатных клетей по п.9, имеющая по меньшей мере один измерительный блок (37), который предназначен для регистрации температуры прокатываемого материала (2) в любом месте группы (1) прокатных клетей.
| JPH 01218710 A, 31.08.1989 | |||
| EP 3461566 A1, 03.04.2019 | |||
| DE 102009056264 A1, 09.06.2011 | |||
| Способ автоматического управления комплексом механических свойств прокатываемых стальных листов | 1989 |
|
SU1678480A2 |

