Изобретение относится к машиностроению, а именно к обработке металлов резанием с применением шлифовальных кругов и смазочно-охлаждающих технологических средств (СОТС), и может быть использовано на операциях шлифования заготовок из различных материалов.
Резкое повышение в последнее время стоимости шлифовальных кругов сделало особенно актуальной проблему повышения их стойкости (уменьшения расхода). Одним из путей повышения стойкости шлифовальных кругов является усиление эффективности действия применяемых СОТС, что может быть обеспечено за счет совершенствования конструкций шлифовальных кругов.
Изобретение направлено на решение задачи, заключающейся в повышении стойкости шлифовальных кругов.
Известен шлифовальный круг, пропитанный СОТС, например, серой [1]. Основным недостатком данного аналога является то, что при его применении количество смазки, попадающей в зону обработки, часто оказывается недостаточным для эффективного смазочного действия, в результате импрегнирования увеличивается масса круга, нерационально используется СОТС в связи с импрегнированием всего объема круга.
Известен шлифовальный круг, в котором прорези на его рабочей поверхности заполнены твердой смазкой на основе графита в процессе его изготовления [2]. В качестве недостатка данного аналога можно отметить следующее: наличие прорезей на рабочей поверхности круга, выполненных в форме равнобедренной трапеции с расположением основания трапеции со стороны периферии круга, ограничивает номенклатуру твердых смазок, которые могут быть применены для заполнения прорези, в качестве твердых смазок, учитывая действия центробежных сил при вращении шлифовального круга с окружной скоростью (35-60) м/с и более, могут быть применены только составы, обладающие достаточно высоким пределом прочности на растяжение и обеспечивающие высокую прочность сцепления на границе вставка - шлифовальный круг.
Наиболее близким по технической сущности к заявляемому изобретению является выбранный в качестве прототипа прерывистый шлифовальный круг с радиальным расположением пазов на его торцах [3]. Пазы, выполненные на одном торце, смещены относительно пазов на другом торце на половину центрального угла расположения пазов.
У прототипа и заявляемого изобретения имеются следующие существенные признаки: в шлифовальном круге выполнены радиально расположенные пазы на обоих его торцах.
К недостаткам прототипа можно отнести следующее:
а) шлифование прерывистыми кругами выполняют, как правило, с применением смазочно-охлаждающих жидкостей (СОЖ). Однако так как прерывистый круг генерирует мощные торцовые и окружные воздушные потоки, препятствующие попаданию СОЖ в зону обработки и на рабочую поверхность круга, эффективность и степень использования СОЖ весьма невелики; б) в силу указанных выше причин происходит сильное разбрызгивание СОЖ и туманообразование.
Технический результат - повышение стойкости шлифовального круга. Для достижения технического результата заявляемое изобретение - шлифовальный круг - содержит следующие выраженные определенными понятиями существенные признаки, совокупность которых направлена на решение связанной с техническим результатом задачи: пазы выполнены в радиальном направлении и в поперечном сечении в форме равнобочной трапеции с расположением большего основания трапеции в радиальном направлении со стороны посадочного отверстия круга, а в поперечном сечении - со стороны торца круга; длина пазов на 3-5 мм превышает величину полуразности диаметров нового и предельно изношенного кругов; глубина пазов на 0,5-1,0 мм превышает величину, равную половине высоты круга, пазы заполнены твердой смазкой.
По отношению к прототипу у заявляемого изобретения имеются следующие отличительные признаки и их причинно-следственная связь с техническим результатом изобретения: пазы выполнены в радиальном направлении и поперечном сечении в форме равнобочной трапеции с расположением большего основания трапеции в радиальном направлении со стороны посадочной поверхности круга, а в поперечном сечении - со стороны торца круга; длина пазов на 3-5 мм превышает величину полуразности диаметров нового и предельно изношенного кругов, глубина пазов на 0,5-1,0 мм превышает величину, равную половине высоты круга, пазы заполнены твердой смазкой.
Наличие твердой смазки в пазах круга позволяет существенно усилить смазочное действие СОТС за счет полного исключения негативного влияния воздушных потоков и гарантированного проникновения твердой смазки в зону контакта шлифовального круга и заготовки. В результате этого значительно снижается теплонапряженность шлифования, уменьшается износ (расход) шлифовального круга и повышается его стойкость. Значительно уменьшается разбрызгивание СОЖ, подаваемой поливом, что способствует усилению ее охлаждающего и моющего действий. Трапецеидальная в радиальном направлении форма пазов препятствует выпадению твердой смазки под действием центробежной силы при вращении круга и позволяет использовать в качестве твердой смазки составы, "бруски" которых имеют относительно невысокую прочность. Благодаря тому, что в поперечном сечении пазы имеют форму равнобочной трапеции, обеспечивается процесс прессования круга с пазами. При длине пазов на 3-5 мм больше величины полуразности диаметров нового и предельно изношенного круга гарантируется полное использование твердой смазки к концу периода эксплуатации шлифовального круга. Наличие в круге пазов, глубина которых превышает на 0,5-1,0 мм величину, равную половине высоты шлифовального круга, позволяет обеспечить равномерное смазочное действие по всей высоте шлифовального круга.
По имеющимся у авторов сведениям, совокупность существенных признаков, характеризующих сущность заявляемого изобретения, не известна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "новизна".
По мнению авторов сущность заявляемого изобретения не следует для специалиста явным образом из известного уровня техники, так как из него не выявляется вышеуказанное влияние на получаемый технический результат - новое свойство объекта - совокупности признаков, которые отличают от прототипа заявляемое изобретение, что позволяет сделать вывод о его соответствии критерию "изобретательский уровень".
Совокупность существенных признаков, характеризующих сущность изобретения, в принципе, может быть многократно использована в машиностроении, а именно на операциях шлифования с применением СОТС.
Получение технического результата, заключающегося в обеспечении эффективного смазочного действия в зоне контакта шлифовального круга и заготовки, обуславливающего повышение стойкости шлифовального круга, позволяет сделать вывод о соответствии изобретения критерию "промышленная применимость".
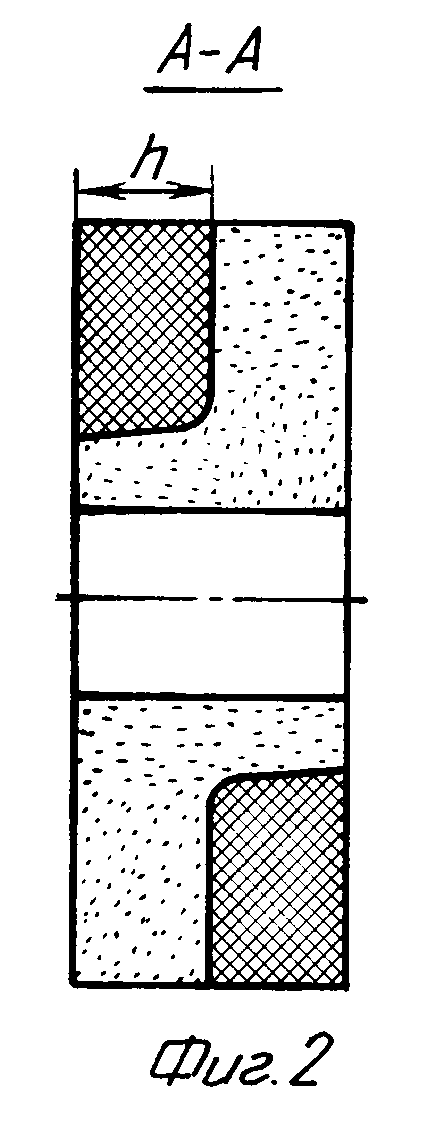
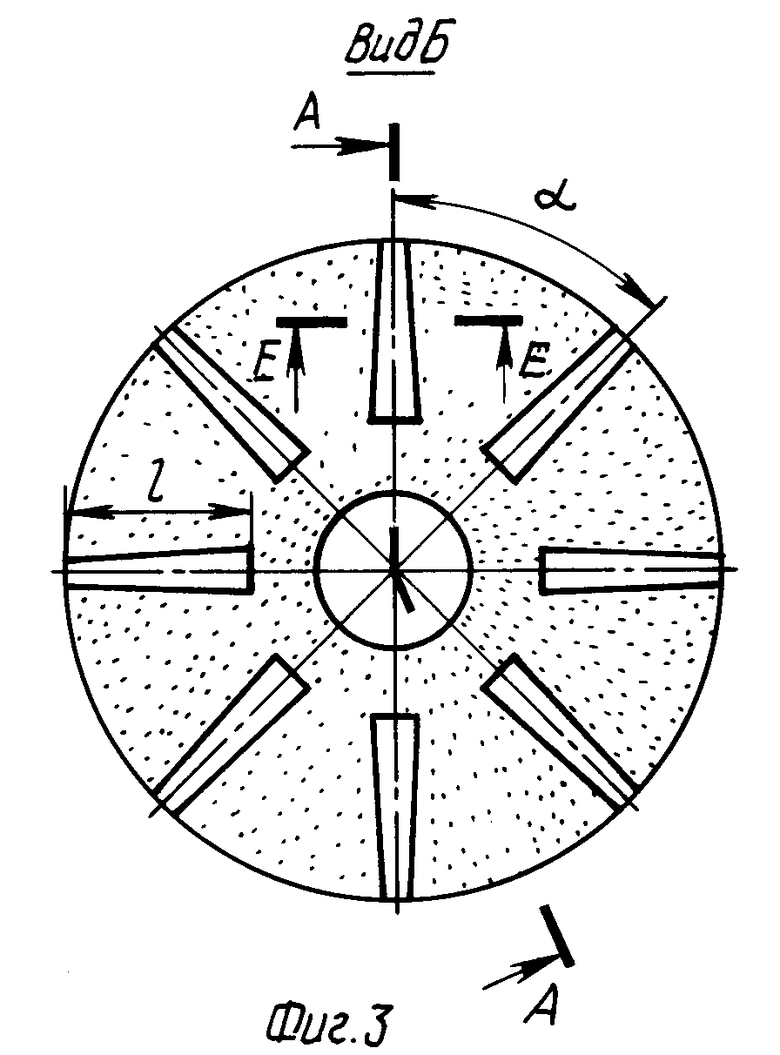
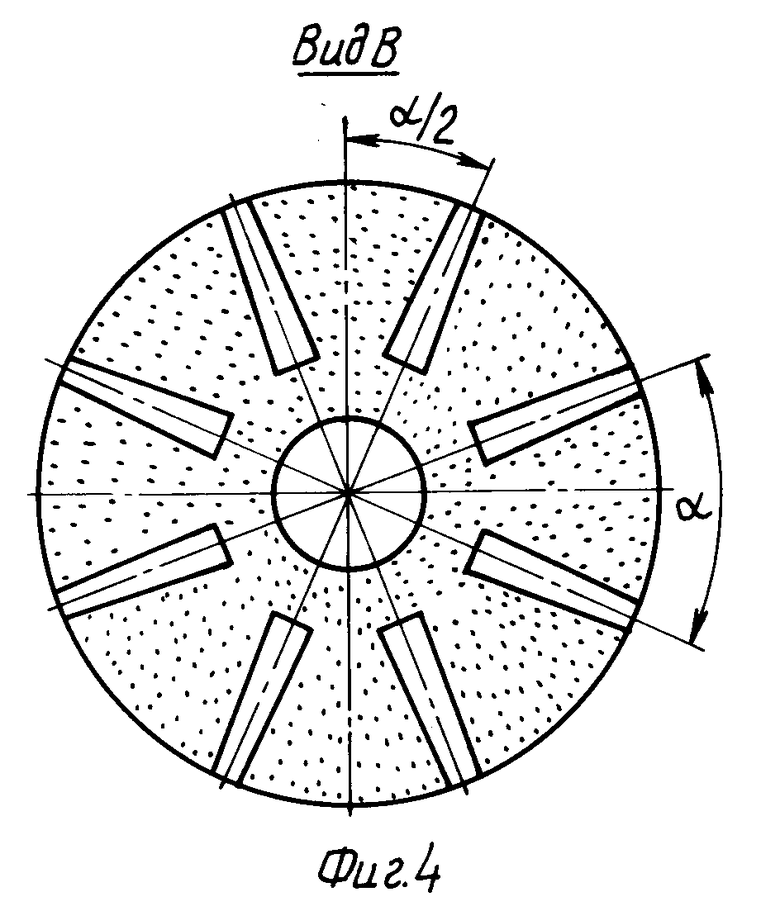
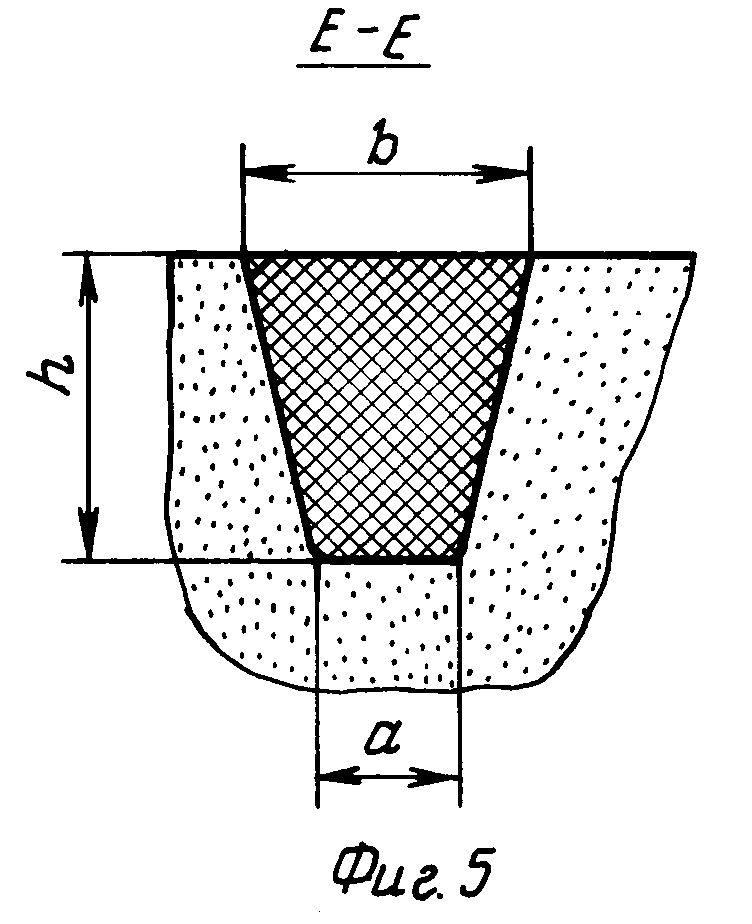
На фиг. 1 представлен шлифовальный круг, общий вид; на фиг. 2 - разрез А-А на фиг. 3; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 - вид по стрелке В на фиг. 1; на фиг. 5 - разрез Е-Е на фиг. 3
Шлифовальный круг 1 имеет радиальные пазы 2, выполненные на обоих его торцах и заполненные твердой смазкой (фиг. 1). Пазы в радиальном направлении выполнены в форме равнобочной трапеции с расположением ее большего основания со стороны посадочного отверстия круга (фиг. 3 и 4). В поперечном сечении пазы также выполнены в форме равнобочной трапеции с расположением ее большего основания со стороны торца круга (фиг. 1 и 5). Глубина паза h на 0,5-1,0 мм больше величины, равной половине высоты круга Hк. Длина паза 1 на 3-5 мм превышает величину полуразности диаметров нового Dк и предельно изношенного Dи кругов: 1 = 0,5(Dк - Dи) + (3-5). Оси пазов на противоположных торцах круга смещены относительно друг друга на угол, равный половине центрального угла α между осями пазов.
Шлифовальный круг работает следующим образом. При диспергировании материала обрабатываемой заготовки режущими зернами шлифовального круга и его пластическом деформировании давящими зернами в зоне контакта происходит интенсивное тепловыделение, под воздействием которого часть смазки, находящейся в пазах на уровне периферийной поверхности круга, переходит из твердого агрегатного состояния в жидкое и наносится при вращении круга тонким слоем на обрабатываемую поверхность заготовки, а также пропитывает объемы круга, расположенные в непосредственной близости к пазам. В результате этого смазка равномерно распределяется по зоне контакта, обеспечивая эффективное смазочное действие и снижение трения абразивных зерен по материалу обрабатываемой заготовки, уменьшаются теплонапряженность процесса шлифования и интенсивность износа шлифовального круга, повышается его стойкость и работоспособность.
Заявляемое изобретение не оказывает отрицательного влияния на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2193962C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153975C2 |
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153974C2 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1997 |
|
RU2155670C2 |
| АБРАЗИВНЫЙ КРУГ (ВАРИАНТЫ) | 1996 |
|
RU2160661C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167048C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2163535C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2153971C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2153412C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113339C1 |
Использование: область машиностроения на операциях шлифования заготовок из различных материалов. Сущность изобретения: шлифовальный круг, на торцах которого выполнены пазы, имеющие в радиальном направлении и в поперечном сечении форму равнобочной трапеции. При этом большее основание каждой указанной трапеции в радиальном направлении расположено со стороны посадочной поверхности круга, а в поперечном сечении - со стороны торца круга. Длина пазов на 3 - 5 мм превышает величину полуразности диаметров нового и предельно изношенного кругов, глубина пазов на 0,5 - 1,0 мм превышает величину, равную половине высоты круга. Пазы заполнены твердой смазкой. 5 ил.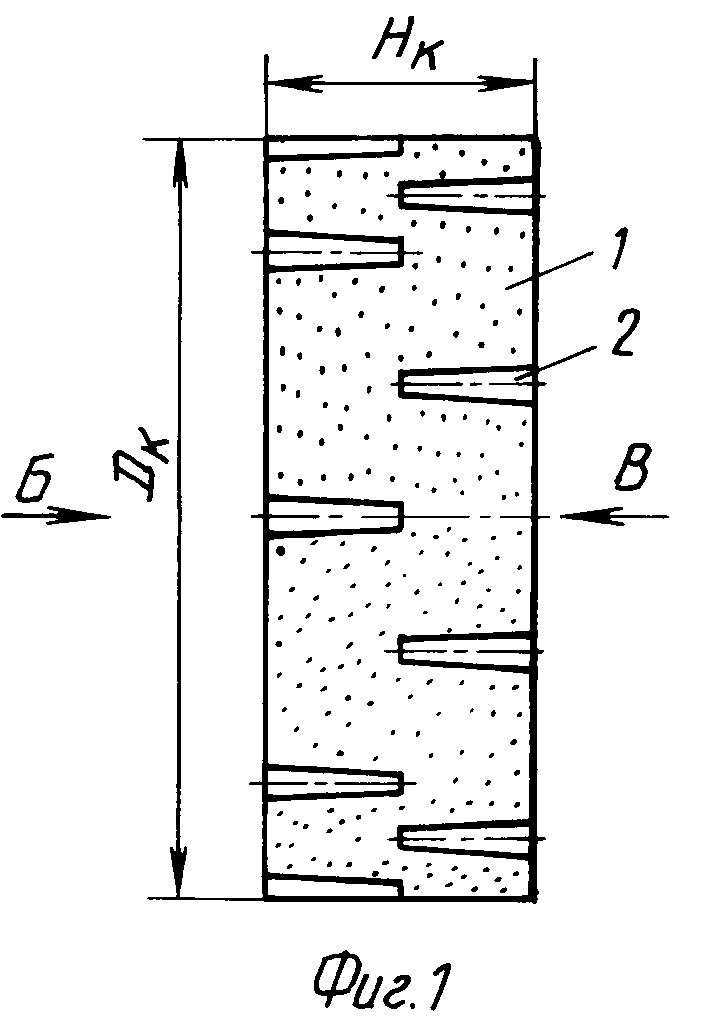
Шлифовальный круг, на торцах которого выполнены радиальные пазы, предназначенные для подвода СОТС, отличающийся тем, что пазы в радиальном направлении и в поперечном сечении выполнены в виде равнобочной трапеции, причем ее большее основание в радиальном направлении расположено со стороны посадочной поверхности круга, а в поперечном сечении - со стороны торца круга, при этом длина пазов на 3 - 5 мм превышает величину полуразности диаметров нового и предельно изношенного кругов, глубина пазов на 0,5 - 1,0 мм превышает величину, равную половине высоты круга, причем пазы заполнены твердой смазкой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Островский В.И | |||
| Импрегнирование абразивного инструмента | |||
| - М.: НИИМАШ, 1983, с.72 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Урывский Ф.П | |||
| и др | |||
| Работоспособность специальных шлифовал ьных кругов на бакелитовой связке при обработке титанового сплава | |||
| Сб | |||
| "Аб разивы" | |||
| - М.: НИИМАШ, 1981, N 2, с.3 - 6 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Якимов А.В | |||
| Оптимизация проц есса шлифования | |||
| - М.: Машиностроение, 1975, с.68. | |||
