Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для вязки арматурных стержней. Более конкретно настоящее изобретение относится к устройству для вязки арматурных стержней, имеющему функцию разогрева, с тем, чтобы предотвратить возникновение отказов в работе при низкой температуре окружающей среды.
Уровень техники
Это вопрос известного уровня техники для соответствующего использования смазочного материала для вращающегося вала, поверхности скольжения поршня и поверхности трения зубчатого колеса или кулачка в механизированном инструменте, таком как электрический инструмент или пневматический инструмент. Касательно этого вопроса, например, можно сослаться на заявку на патент Японии A-2003-136435. В случае смазки вращающегося вала или скользящего элемента с относительно низкой скоростью скольжения, к которому приложена большая нагрузка, обеспеченная в механизме скручивания вязальной проволоки устройства для вязки арматурных стержней, использовано смазочное вещество более высокой вязкости.
В случае, когда устройство для вязки арматурных стержней используется на открытом воздухе, где температура очень низкая, вязкость смазочного вещества увеличивается, и сопротивление скольжению вращающегося вала или скользящего элемента повышается. Следовательно, становится невозможным проявлять исходную характеристику устройства для вязки. В окружающей среде с низкой температурой напряжение батареи снижается, и выходная мощность двигателя уменьшается. Следовательно, в дополнение к увеличению вязкости смазочного вещества, ввиду снижения напряжения батареи, скорость работы части механизма уменьшается и, кроме того, рабочая сила части механизма становится слабой. Следовательно, существует возможность, что произойдут отказы в работе и, кроме того, станет невозможным запустить устройство для вязки.
Раскрытие изобретения
Один или несколько вариантов осуществления настоящего изобретения обеспечивают устройство для вязки арматурных стержней, в которой не происходит отказов в работе, даже когда устройство для вязки арматурных стержней используется в холодной окружающей среде.
Согласно одному или нескольким вариантам осуществления настоящего изобретения устройство для вязки арматурных стержней снабжено: механизмом подачи вязальной проволоки для образования петли вязальной проволоки вокруг арматурных стержней, когда вязальная проволока, намотанная вокруг барабана, направляется к носику направляющей вязальной проволоки; и механизмом скручивания вязальной проволоки для скручивания петли вязальной проволоки, с тем, чтобы связать арматурные стержни. Устройство для вязки арматурных стержней также содержит: обычный режим вязки арматурных стержней; и режим разогрева, в котором механизм скручивания вязальной проволоки приводится в действие заданное число раз, при этом можно выбрать между режимом вязки арматурных стержней и режимом разогрева.
Согласно одному или нескольким вариантам осуществления настоящего изобретения устройство для вязки арматурных стержней дополнительно снабжено блоком управления, который считывает установочное положение регулировочного лимба привода двигателя, а также считывает состояние спускового рычага во время включения переключателя источника питания, и который запускает разогрев в случае, когда регулировочный лимб привода двигателя установлен в определенном установочном положении и спусковой рычаг включен.
Согласно одному или нескольким вариантам осуществления настоящего изобретения способ разогрева устройства для вязки арматурных стержней включает этап возвратно-поступательного перемещения механизма скручивания вязальной проволоки заданное число раз, в то время как механизм подачи вязальной проволоки поддерживается в нерабочем состоянии.
Согласно одному или нескольким вариантам осуществления настоящего изобретения, когда в устройстве для вязки арматурных стержней выбран режим разогрева, выполняется операция разогрева, в течение которой механизм обрезки вязальной проволоки приводится в действие заданное число раз. Таким образом, даже при низкой температуре окружающей среды можно избежать возникновения случая, при котором трудно запустить устройство для вязки арматурных стержней из-за увеличения вязкости смазочного материала. Следовательно, можно решить проблему, при которой характеристики устройства для вязки арматурных стержней ухудшаются, когда она используется в холодной окружающей среде. Когда выполняется необычный рабочий цикл устройства для вязки арматурных стержней, а только операция обрезки вязальной проволоки, вязальная проволока не расходуется.
Когда оно устроено таким образом, что операция разогрева запускается сочетанием установочного положения регулировочного лимба привода двигателя и состояния пускового рычага, становится излишним обеспечение особенного переключателя выбора режима работы. Поэтому количество деталей не увеличивается.
Другие варианты и преимущества изобретения будут очевидны из следующего описания и приложенной формулы изобретения.
Краткое описание чертежей
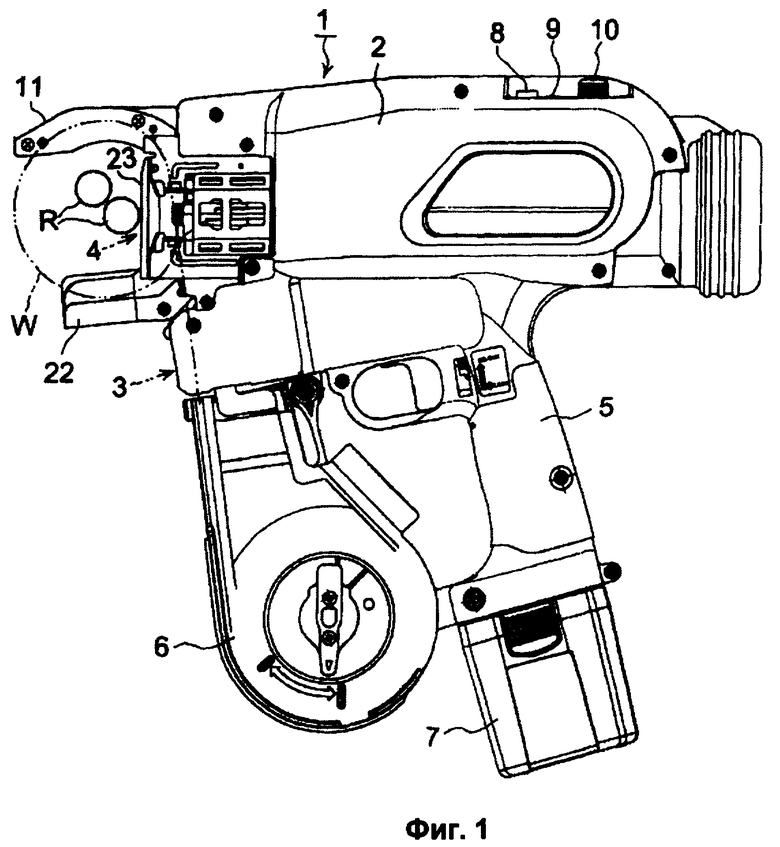
Фиг.1 представляет собой вид сбоку, показывающий устройство для вязки арматурных стержней.
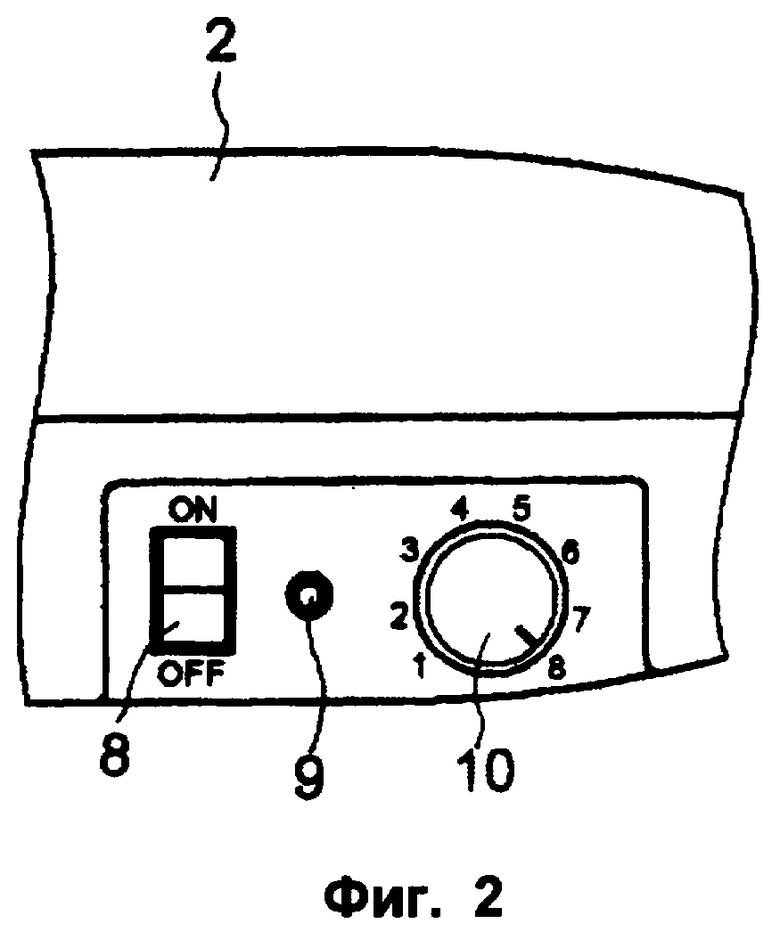
Фиг.2 представляет собой вид в плане, показывающий часть переключателя питания устройства для вязки арматурных стержней.
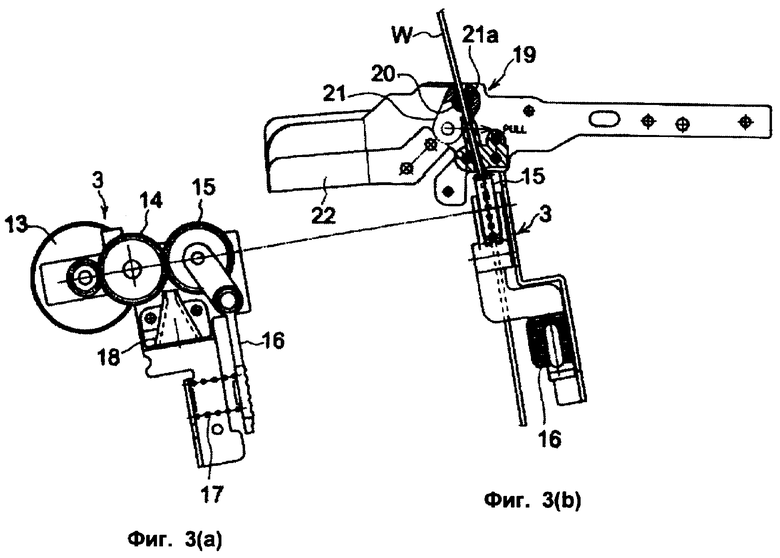
Фиг.3(а) представляет собой вид спереди, показывающий механизм подачи вязальной проволоки.
Фиг.3(b) представляет собой вид сбоку, показывающий механизм подачи вязальной проволоки.
Фиг.4 представляет собой вид сбоку, показывающий механизм подачи вязальной проволоки в состоянии, в котором вязальная проволока обрезается.
Фиг.5 представляет собой алгоритм во время включения источника электропитания устройства для вязки арматурных стержней.
В связи с этим каждая ссылочная позиция на чертеже показывает каждую деталь, как описано ниже:
1 - устройство для вязки арматурных стержней,
2 - корпус,
3 - механизм подачи вязальной проволоки,
4 - механизм скручивания вязальной проволоки,
5 - захватная часть,
6 - магазин,
7 - блок батарей,
8 - переключатель источника электропитания,
9 - светодиод предупреждения о напряжении,
10 - установочный лимб крутящего момента скручивания,
11 - носик направляющей вязальной проволоки,
12 - спусковой рычаг,
19 - вращающийся нож,
20 - штифт,
21 - рычаг ножа,
R - арматурный стержень,
W - вязальная проволока.
Наилучший вариант осуществления изобретения
Со ссылкой на чертежи будет пояснен ниже вариант осуществления настоящего изобретения.
На фиг.1 показан вид устройства 1 для вязки арматурных стержней электрического типа. Механизм 3 подачи вязальной проволоки и механизм 4 скручивания вязальной проволоки размещены в корпусе 2. В магазине 6, расположенном перед захватной 5 частью корпуса 2, заряжен барабан вязальной проволоки (не показан). К торцевой части захватной 5 части прикреплен блок батарей 7, в котором размещена никель-металлгидридная (NiMH) батарея. Через монтажную плату электропитания (не показано) блок батарей 7 подает электроэнергию на двигатель подачи механизма 3 подачи вязальной проволоки и двигатель подачи механизма 4 скручивания вязальной проволоки.
Как показано на фиг.1 и 2, предусмотрены переключатель 8 источника электропитания, светодиод 9 обнаружения предупреждения и регулировочный лимб 10 крутящего момента на верхней поверхности в задней части устройства 1 для вязки арматурных стержней. В корпусе 2 предусмотрено устройство звуковой сигнализации (не показано) для предупреждения относительно напряжения. На периферии регулировочного лимба 10 крутящего момента указаны деления от 1 до 8. Когда индикатор шкалы 10 регулировки крутящего момента устанавливается на деление 8, крутящий момент может быть установлен на максимальное значение.
Когда блок батарей 7 прикрепляется к устройству 1 для вязки арматурных стержней и затем переключатель 10 электропитания включается, выполняется операция инициализации устройства 1 для вязки арматурных стержней. Во время операции инициализации механизм 3 подачи вязальной проволоки подает вязальную проволоку на заданную длину к носику 11 направляющей вязальной проволоки, расположенному на верхней стороне. Затем переднюю концевую часть вязальной проволоки обрезают вращающимся ножом механизма обрезки вязальной проволоки, описанного ниже, так что передняя концевая часть вязальной проволоки может быть позиционирована. Механизм 4 скручивания вязальной проволоки проводит последовательность операции, в том числе операцию захвата и операцию скручивания, при условии, что механизм 4 скручивания вязальной проволоки не удерживает вязальную проволоку. После чего механизм 4 скручивания вязальной проволоки останавливается в первоначальном положении и приводится в состояние ожидания. После того, как механизм 4 скручивания вязальной проволоки переведен в состояние ожидания, когда нажимается спусковой рычаг 12, непрерывно выполняется один цикл операции вязки арматурных стержней, который включает в себя операцию подачи вязальной проволоки, операцию захвата, операцию вытягивания, операцию обрезки и операцию скручивания. Блок управления контролирует напряжение блока 7 батарей через цепь определения напряжения в течение операции вязки. Когда напряжение блока 7 батарей падает до заданного напряжения, при котором рекомендуется зарядить блок 7 батарей, устройство звуковой сигнализации издает звуковой сигнал, и включается светодиод определения предупреждения так, что сообщается о снижении напряжения. Когда индикатор регулировочного лимба 10 крутящего момента устанавливается на делении 8 и включается переключатель источника электропитания при условии, что пусковой рычаг нажат, блок управления переходит в режим разогрева, описанный далее, и операция обрезки вязальной проволоки выполняется повторно заданное число раз.
Как показано на фиг.3(а), механизм подачи 3 вязальной проволоки содержит ведущую шестерню 14 с V-образной кольцевой канавкой, приводимую в движение электродвигателем 13 подачи, и ведомую шестерню 15 с V-образной кольцевой канавкой, находящуюся в зацеплении с ведущей шестерней 14 с V-образной кольцевой канавкой. Вязальная проволока направляется, будучи расположенной между ведущей шестерней 14 с V-образной канавкой и ведомой шестерней 15 с V-образной канавкой. Вязальная проволока W направляется вверх от барабана вязальной проволоки, расположенного в магазине. Вязальная проволока W, которая была направлена от барабана вязальной проволоки, образует дуговую форму вдоль направляющей канавки на внутренней периферии носика 11 направляющей вязальной проволоки, показанного на фиг.1, и обходит вокруг арматурных стержней R, а верхний конец вязальной проволоки проходит между прижимами механизма 4 скручивания вязальной проволоки.
Ведомая шестерня 15 с V-образной канавкой прикреплена к рукоятке 16 и приводится в упругий контакт с ведущей шестерней 14 с V-образной кольцевой канавкой усилием цилиндрической пружины 17 сжатия, прикрепленной к рукоятке 16. Когда нижняя концевая часть рукоятки 16 отжимается к центральной стороне, т.е. налево на фиг.3(а), ведомая шестерня 15 с V-образной канавкой, которая прикреплена к верхней части рукоятки 16, отделяется от приводного зубчатого колеса 14, имеющего V-образный паз, расположенного на стороне двигателя. В результате вязальная проволока W может проходить между ведущей шестерней 14 с V-образной кольцевой канавкой и ведомой шестерней 15 с V-образной кольцевой канавкой. Направляющая 18 вязальной проволоки конической формы предусмотрена между шестернями. Вязальная проволока W проходит в направляющую 18 вязальной проволоки снизу и устанавливается между ведущей шестерней 14 с V-образной канавкой и ведомой шестерней 15 с V-образной канавкой.
На верхней части механизма 3 подачи вязальной проволоки расположен нож 19. Вращающийся нож 19 включает в себя: столбчатый штифт 20, выполненный с канавкой в радиальном направлении; рычаг 21 ножа, находящийся в зацеплении со штифтом 20. На участке зацепления штифта рычагом 21 ножа выполнена ножевая часть 21а, соответствующая канавке штифта 20. Когда вязальная проволока проходит в канавку штифта 20, а затем рычаг 21 ножа поворачивается, ножевая часть 21а рычага 21 ножа срезает вязальную проволоку W во внешнем периферийном положении штифта 20.
Концевая часть рычага 21 ножа соединена с ползуном механизма 4 скручивания вязальной проволоки через кулису и перемещается, будучи связанной с механизмом 4 скручивания вязальной проволоки. Поэтому концевая часть рычага 21 ножа поворачивается в направлении, показанном стрелкой от исходного положения, показанного на фиг.3 (b) так, что вязальная проволока может быть обрезана. Как показано на фиг.4, после того, как концевая часть рычага 21 ножа обрезает вязальную проволоку, она возвращается в исходное положение, будучи связанной с механизмом скручивания вязальной проволоки.
Механизм 4 скручивания вязальной проволоки включает в себя: вал кручения, не показанный на фиг.1, и три захватных пластины, прикрепленных к передней концевой части вала кручения. Три захватные пластины размещены на внутренней стороне боковой крышки 23, расположенной между носиком 11 направляющей вязальной проволоки и нижним боковым упором 22. Две захватные пластины, расположенные на соответствующих сторонах неподвижной центральной захватной пластины, открываются и закрываются кулачковым механизмом.
Вязальная проволока направляется наружу между центральной захватной пластиной и одной из внешних захватных пластин. Блок управления останавливает подачу вязальной проволоки после подачи вязальной проволоки на длину, соответствующую установленному количеству оборотов. В это время верхний конец вязальной проволоки достигает заданного положения на носике 11 направляющей вязальной проволоки. Захватная пластина механизма 4 скручивания вязальной проволоки зажимает петлю вязальной проволоки и тянет вязальную проволоку назад. В то же время механизм 4 скручивания вязальной проволоки скользит и обрезает задний конец петли вязальной проволоки. Поэтому петля вязальной проволоки обрезается от следующей за ней вязальной проволоки. Затем, когда вал кручения механизма 4 скручивания вязальной проволоки и захватная пластина приводятся в движение, будучи вращаемыми, и участок захвата петли вязальной проволоки скручивается, а арматурные стержни связываются. Когда интенсивность крутящего момента скручивания двигателя повышается до заданного значения, операция скручивания останавливается. После этого электродвигатель скрутки вращается в обратном направлении, чтобы раскрыть захватные пластины для возврата вала кручения в его исходное положение. В результате завершается один цикл операции вязки.
Далее будет пояснена функция разогрева.
В случае, когда температура окружающего воздуха низкая, вязкость смазочного вещества, нанесенного на механизм 4 скручивания вязальной проволоки, повышается, что вызывает проблемы в работе механизма 4 скручивания вязальной проволоки. Чтобы решить вышеупомянутые проблемы, вызванные низкой температурой окружающей среды, устройство 1 для вязки арматурных стержней включает в себя функцию разогрева. В этом случае система управления составлена, как описано ниже. Когда источник электропитания включается, в то время как регулировочный лимб 10 крутящего момента скручивания и спусковой рычаг 12 (пусковой переключатель) соответственно поддерживаются в определенном состоянии, достигается режим разогрева.
На фиг.5 показан алгоритм работы во время запуска. Когда переключатель 8 источника электропитания включается (этап 101), блок управления считывает состояния спускового рычага 12 и лимба 10 крутящего момента скручивания (этапы 102 и 103). В случае, когда спусковой рычаг 12 выключен или регулировочный лимб 10 крутящего момента скручивания установлен на делении, за исключением деления 8, выполняется обычная операция инициализации, которая включает в себя операцию подачи вязальной проволоки, операцию приведения механизма скручивания вязальной проволоки, операцию обрезки вязальной проволоки и операцию возвращения положения инициализации (этап 104). После того, как выполнены вышеупомянутые операции, устройство для вязки приводится в состояние ожидания (этап 107).
С другой стороны, в случае, когда переключатель источника электропитания включен, в то время как регулировочный лимб 10 крутящего момента скручивания установлен на делении 8 и спусковой рычаг 12 нажат, устройство для вязки приводится в режим разогрева. Поэтому выполняется возвратно-поступательное перемещение механизма 4 скручивания вязальной проволоки, т.е. выполняется операция обрезки вязальной проволоки (этап 105). Эта операция повторяется до тех пор, пока число операций обрезки не достигнет 50 раз (этап 105). После того как операция обрезки вязальной проволоки выполнена 50 раз, устройство для вязки приводится в состояние ожидания (этап 107). Благодаря вышеупомянутой операции температура смазывающего вещества повышается, а вязкость снижается. Кроме того, температура NiMH батареи также повышается и NiMH батарея активизируется. Поэтому даже когда окружающая температура низкая, можно проводить нормальную операцию вязки.
В таком режиме разогрева вязальная проволока не подается, но вязальная проволока только обрезается. Поэтому вязальная проволока не расходуется. В случае, когда операция разогрева останавливается по некоторым причинам, только когда переключатель 8 источника электропитания выключен, источник электропитания может быть отключен, и все операции устройства для вязки остановлены. В вышеупомянутом варианте осуществления регулировочный лимб привода двигателя используется в качестве регулировочного лимба крутящего момента. Тем не менее, регулировочный лимб крутящего момента не ограничивается регулировочным лимбом привода двигателя. Регулировочный лимб для регулирования вращения двигателя или скорости двигателя может быть использован в качестве регулировочного лимба крутящего момента.
В связи с этим следует отметить, что в рамках настоящего изобретения могут быть выполнены изменения. Очевидно, что настоящее изобретение может быть применено к механизированным инструментам, кроме устройства для вязки арматурных стержней. Также очевидно, что эти вариации или изменения могут также быть включены в рамки изобретения.
Настоящее изобретение основано на заявке на патент Японии № 2005-006818, поданной 13 января 2005 г., содержание которой здесь включено посредством ссылки.
Промышленная применимость
Согласно одному или нескольким вариантам осуществления настоящего изобретения можно предотвратить появление отказов в работе, когда устройство для вязки арматурных стержней используется при низкой температуре окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕЗАРЯЖАЕМЫЙ ЭЛЕКТРИЧЕСКИЙ ИНСТРУМЕНТ | 2005 |
|
RU2361725C2 |
| Устройство для вязки арматурныхКАРКАСОВ пРОВОлОКОй | 1979 |
|
SU815235A1 |
| ОБВЯЗОЧНАЯ МАШИНА | 2021 |
|
RU2818274C2 |
| Обвязочное устройство | 1975 |
|
SU542679A2 |
| Устройство для обвязки предметов проволокой | 1984 |
|
SU1168471A1 |
| Устройство для вязки проволокой арматурных стержней | 1980 |
|
SU990386A1 |
| Устройство для формированияиздЕлий "МюзлЕ | 1977 |
|
SU816637A1 |
| Прибор для вязки арматуры при железобетонных работах | 1931 |
|
SU33519A1 |
| ОБВЯЗОЧНАЯ МАШИНА | 2016 |
|
RU2675829C1 |
| ОБВЯЗОЧНАЯ МАШИНА | 2016 |
|
RU2764843C1 |


Изобретение относится к устройству для вязки арматурных стержней и к способу разогрева устройства для вязки арматурных стержней. Устройство содержит механизм подачи вязальной проволоки, выполненный с возможностью подачи вязальной проволоки к носику направляющей вязальной проволоки и образования петли вязальной проволоки вокруг арматурных стержней, механизм скручивания вязальной проволоки, выполненный с возможностью скручивания петли вязальной проволоки и связывания арматурных стержней. Устройство выполнено с возможностью работы в обычном режиме вязки арматурных стержней, включающем обычную операцию инициализации и операцию возвращения положения инициализации, когда режим разогрева не выбран. Обычная операция инициализации включает в себя операцию подачи вязальной проволоки, операцию проведения механизма скручивания вязальной проволоки, операцию обрезки вязальной проволоки. Возвратно-поступательное перемещение механизма скручивания приводится в действие заданное число раз в режиме разогрева. При этом механизм подачи вязальной проволоки поддерживается в нерабочем состоянии для разогрева устройства для вязки арматурных стержней, когда выбран режим разогрева. Технический результат направлен на снижение вязкости смазочного вещества, нанесенного на участок механизма, и предотвращение отказов в работе устройства при низкой температуре окружающей среды. 2 н. и 2 з.п. ф-лы, 6 ил.
1. Устройство для вязки арматурных стержней, содержащее механизм подачи вязальной проволоки, выполненный с возможностью подачи вязальной проволоки к носику направляющей вязальной проволоки и образования петли вязальной проволоки вокруг арматурных стержней, механизм скручивания вязальной проволоки, выполненный с возможностью скручивания петли вязальной проволоки и связывания арматурных стержней, при этом устройство выполнено с возможностью работы в обычном режиме вязки арматурных стержней, включающем обычную операцию инициализации, включающую в себя операцию подачи вязальной проволоки, операцию приведения механизма скручивания вязальной проволоки, операцию обрезки вязальной проволоки и операцию возвращения положения инициализации, и режиме разогрева, в котором механизм скручивания вязальной проволоки приводится в действие заданное число раз, причем v механизм подачи вязальной проволоки поддерживается в нерабочем состоянии для разогрева устройства для вязки арматурных стержней.
2. Устройство по п.1, которое выполненно с возможностью выбора между режимом вязки арматурных стержней и режимом разогрева.
3. Устройство по п.2, дополнительно содержащее блок управления, выполненный с возможностью считывания установочного положения регулировочного лимба привода двигателя и состояния спускового рычага во время включения переключателя источника питания, и запуска операции разогрева в случае, когда регулировочный лимб привода двигателя установлен в определенном установочном положении, а спусковой рычаг включен.
4. Способ разогрева устройства для вязки арматурных стержней, содержащего механизм подачи вязальной проволоки и механизм скручивания вязальной проволоки, при этом способ включает возвратно-поступательное перемещение механизма скручивания вязальной проволоки заданное число раз, причем механизм подачи вязальной проволоки поддерживают в нерабочем состоянии для разогрева устройства для вязки арматурных стержней, когда выбран режим разогрева, и выполнение обычной операции инициализации, включающей в себя операцию подачи вязальной проволоки, операцию приведения механизма скручивания вязальной проволоки, операцию обрезки вязальной проволоки и операцию возвращения положения инициализации, когда режим разогрева не выбран.
| WO 03010048 А, 06.02.2003 | |||
| JP 2001062744 A, 10.03.2001 | |||
| JP 10046821 A, 17.02.1998 | |||
| Устройство для установки проволочного хомута | 1990 |
|
SU1757857A1 |
| Устройство для скручивания концов обвязочной проволоки | 1978 |
|
SU787275A1 |
| Устройство для скручивания обвязочной проволоки | 1974 |
|
SU738950A1 |

