Изобретение относится к нефтедобыче, в частности к технологии изготовления насосных штанг, используемых для передачи движения в составе колонны насосных штанг от наземного привода к скважинному штанговому насосу.
Известна конструкция глубинно-насосной штанги (а.с. №916738, Е21В 17/00, опубл. 30.03.82. Бюл. №12), которая включает изготовление полой штанги с головками на обоих концах, размещение внутри полой штанги каната с последующей его фиксацией в головках полой штанги. Головки выполнены из того же материала, что и канат. Трубчатая часть выполнена из любого материала, отвечающего эксплуатационным требованиям штанги.
При этом декларируется поставленная в изобретении цель - повышение надежности работы штанги путем создания равнопрочной конструкции.
Существенными недостатками этого изобретения являются:
- отсутствие указаний о создании предварительного натяжения каната, что не позволяет реализовать изобретение путем создания равнопрочной конструкции, так как стандартный канат представляет собой сплетенный пучок проволок и в первоначальный момент рабочего нагружения ведет себя как пружина и основную нагрузку воспринимает трубчатая часть, которая вследствие этого по сравнению с канатом имеет пониженную усталостную прочность при воздействии циклических нагрузок и воздействии агрессивных сред (минерализованная пластовая вода, растворенные в нефти коррозионно-активные газы и др.), усиливающих усталостные явления в материале насосных штанг и приводящих к их усталостно-коррозионному разрушению и, как следствие, к снижению комплексных показателей надежности штанги и штанговой колонны в целом;
- ограничение, касающееся выбора одинакового материала головки и каната, а именно сложность и дороговизна изготовления, так как канат и материал головок насосной штанги должны быть выполнены из одного материала, которые должны иметь при изготовлении различные технологические характеристики.
Наиболее близким по достигаемому результату является способ изготовления конструкции насосной штанги (патент РФ на полезную модель №66440, F04B 47/02, опубл. 10.09.2007. Бюл. №25), включающий фиксацию на концах внутри полого стержня, имеющего хотя бы с одной стороны соединительную часть с резьбовым элементом, предварительно растянутого в пределах упругой деформации внутреннего стержня.
Недостатком прототипа является то, что в силу несовершенства реализованного способа создания предварительного напряжения внутреннего стержня насосной штанги не удается обеспечить во время ее работы как одновременное, так и в разной степени распределенное восприятие рабочей нагрузки полым и внутренним стержнями насосной штанги.
Технической задачей изобретения является разработка способа изготовления насосной штанги, реализующего наиболее простой и технологичный способ регулируемого предварительного напряжения внутреннего стержня насосной штанги, обеспечивающего во время работы как одновременное, так и в разной степени распределенное восприятие рабочей нагрузки полым и внутренним стержнями насосной штанги.
Поставленная задача решается способом изготовления насосной штанги, включающим изготовление полой насосной штанги и установку внутрь полой насосной штанги внутреннего стержня с концевыми упорами.
Новым является то, что используют внутренний стержень, длина которого больше длины полой насосной штанги, осуществляют предварительное растяжение полой насосной штанги с установленным внутренним стержнем до достижения ею пластической деформации и ее взаимодействия с концевыми упорами внутреннего стержня, обеспечивают совместное растяжение полой насосной штанги и внутреннего стержня в пределах его упругой деформации и производят разгрузку полой насосной штанги и внутреннего стержня.
Новым является также то, что перед совместным растяжением полой насосной штанги и внутреннего стержня фиксируют один или два концевых упора внутреннего стержня в полой насосной штанге.
Новым является также то, что перед разгрузкой полой насосной штанги и внутреннего стержня фиксируют концевые упоры внутреннего стержня в полой насосной штанге.
Новым является также то, что материал внутреннего стержня выбирают с модулем упругости, превосходящим модуль упругости материала полой насосной штанги.
Фиг.1. Конструкция упрочненной насосной штанги по предлагаемому способу.
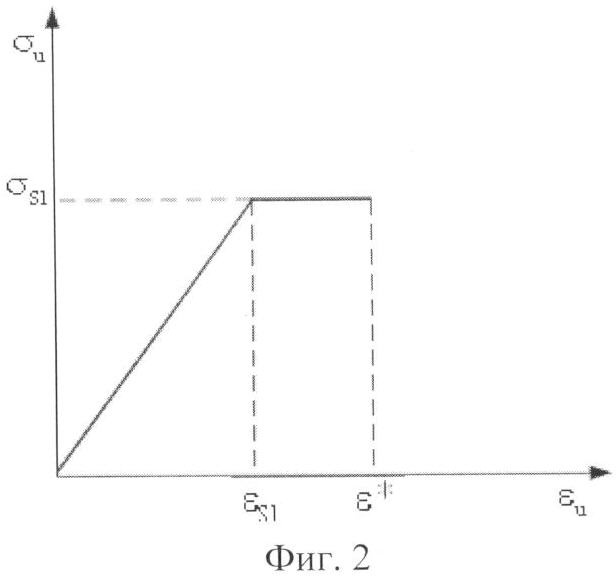
Фиг.2. Кривая σ-ε для 1-го этапа нагружения - полая насосная штанга 1.
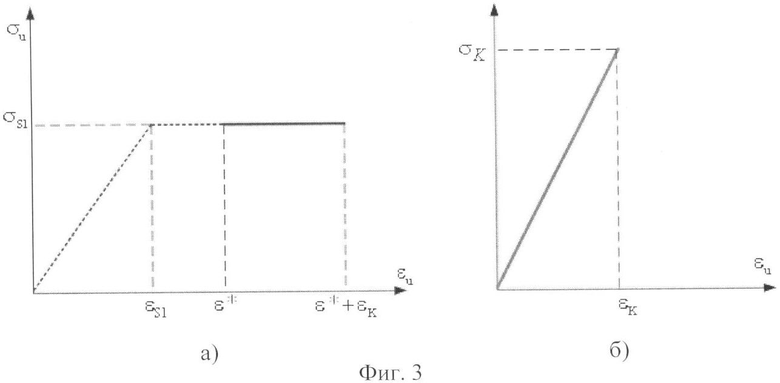
Фиг.3. Кривые σ-ε для 2-го этапа нагружения - совместное деформирование: а - полая насосная штанга 1, б - внутренний стержень 2.
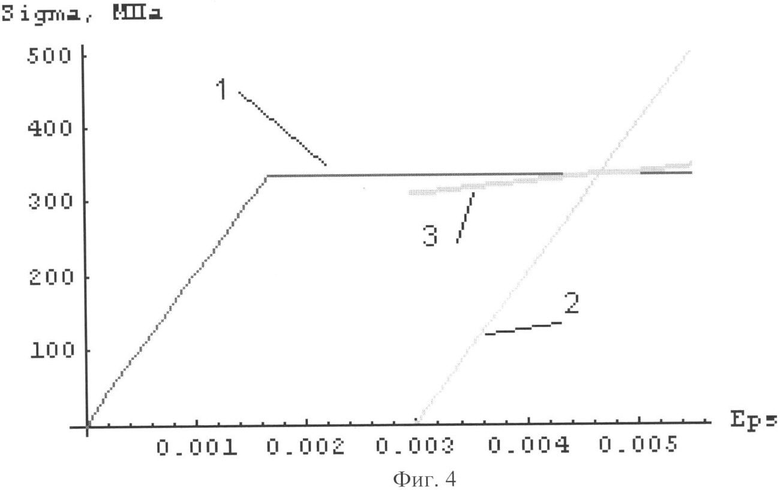
Фиг.4. Кривая σ-ε при растяжении: для конструкции по предлагаемому способу (кривая 3), полой насосной штанги 1 (кривая 1), внутреннего стержня 2 (кривая 2).
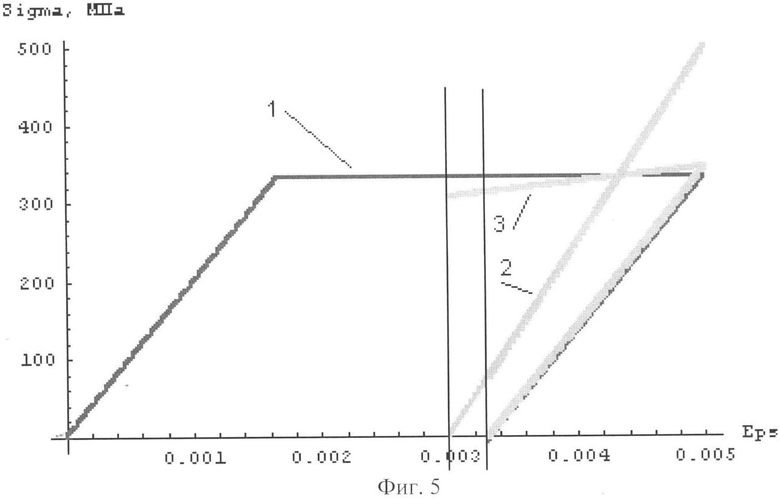
Фиг.5. Кривая σ-ε при растяжении и разгрузке: для конструкции по предлагаемому способу (кривая 3), полой насосной штанги 1 (кривая 1), внутреннего стержня 2 (кривая 2).
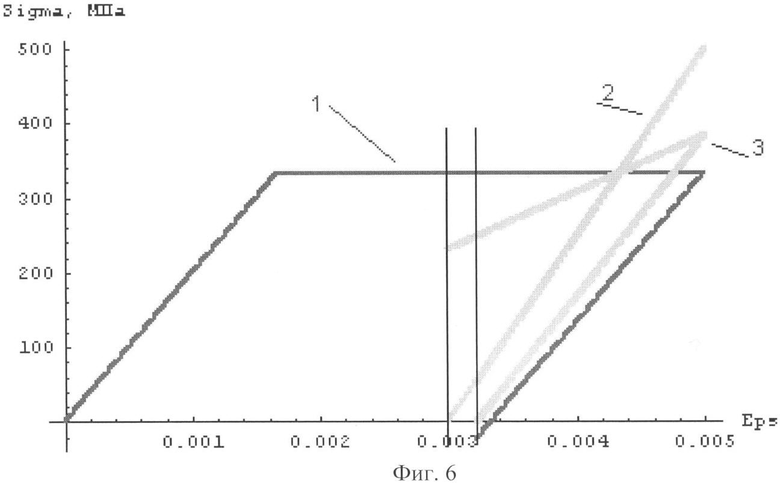
Фиг.6. Кривая σ-ε при изготовлении насосной штанги из разномодульных материалов: для конструкции по предлагаемому способу (совместное деформирование - кривая 3), полой насосной штанги 1 (кривая 1), внутреннего стержня 2 (кривая 2).
Способ изготовления насосных штанг по предлагаемому методу осуществляют следующей последовательностью технологических операций.
- В полую насосную штангу 1 (см. Фиг.1) размером, равным L (не показан), между упорными площадками 3 полой насосной штанги 1 вставляется внутренний стержень 2, длина которого больше на величину ΔL (не показан), определяемую из условия, что растяжение полой насосной штанги 1 на эту величину приводит к началу ее пластических деформаций в пределах площадки общей текучести при соблюдении того, что при этом внутренний стержень 2 не должен испытывать пластических деформаций.
- При растяжении полой насосной штанги 1 на величину ΔL ее упорные площадки 3 приходят в контакт с упорами внутреннего стержня 2, который начинает деформироваться при дальнейшем растяжении насосной штанги 1.
- Дальнейшее приложение растягивающей нагрузки приводит к деформации полой насосной штанги 1 в пределах площадки текучести. При этом одновременно с полой насосной штангой 1 внутренний стержень 2 растягивается в области упругих деформаций на длину ΔL1 (не показан), соответствующую растяжению внутреннего стержня 2 с усилием, меньшим или равным условному пределу текучести внутреннего стержня 2.
- Система разгружается.
- Для исключения выхода из головок полой насосной штанги 1 концов внутреннего стержня 2 при действии сжимающих нагрузок, возникающих при эксплуатации, может производиться фиксация концов внутреннего стержня 2 в головках полой насосной штанги 1 любым известным способом, например с помощью разъемного (резьбового) или неразъемного (запрессованного) соединений как до, так и после нагружения внутреннего стержня 2.
Рассмотрим процесс создания предварительного нагружения насосной штанги, изготовленной по предлагаемому способу, поэтапно.
Этап 1. Растягивается только полая насосная штанга 1. (Фиг.2).
По окончании этапа требуется достижение предела текучести в полой насосной штанге 1 (Фиг.1). При этом деформация в момент выхода материала полой насосной штанги 1 в пластическое состояние равна (Фиг.2)
где σS1 - предел текучести для полой насосной штанги 1 (Фиг.1),
E1 - модуль Юнга полой насосной штанги 1.
Вследствие пластического поведения материала полой насосной штанги 1 повышения уровня напряжений в ней на этом этапе далее не наблюдается.
При достижении полой насосной штангой 1 удлинения ΔL (на Фиг.1 не показан) происходит ее сцепление с внутренним стержнем 2 и в дальнейшем для изделия характерна соответствующая кинематическая связь (длины полой насосной штанги 1 и внутреннего стержня 2 совпадают).
При растяжении полой насосной штанги 1 на величину ΔL ее упорные площадки 3 приходят в контакт с упорами внутреннего стержня 2, который начинает деформироваться при дальнейшем растяжении насосной штанги 1.
В момент достижения контакта упорных площадок 3 (Фиг.1) полой насосной штанги 1 с упорами внутреннего стержня 2 деформация полой насосной штанги 1 достигает значения, равного (Фиг.2)
График нагружения полой насосной штанги 1 для 1-го этапа изображен на Фиг.2.
Этап 2. Совместное растяжение полой насосной штанги 1 и внутреннего стержня 2. (Фиг.3)
При дальнейшем нагружении полая насосная штанга 1 (Фиг.1) продолжает деформироваться пластически, при этом внутренний стержень 2 деформируется упруго до достижения напряжением значения σK (Фиг.3.б), близкого к его условному пределу текучести σK<σS2, где σS2 - предел текучести внутреннего стержня 2 (на Фиг.3 не показан).
Обозначим через
где σK - предельное напряжение при растяжении внутреннего стержня 2 (Фиг.1);
Е2 - модуль Юнга внутреннего стержня 2;
конечную деформацию внутреннего стержня 2.
Тогда в силу кинематической связи конечная деформация полой насосной штанги 1 равна ε*+εK (Фиг.3.а).
При совместном растяжении система представляет совокупность параллельно соединенных полой насосной штанги 1 (Фиг.1) и внутреннего стержня 2, первый из которых деформируется согласно закону для пластического материала σ1=σS1 (Фиг.3.а), а второй - по упругому закону

где ε2 (на Фиг.3 не показан) - деформация внутреннего стержня 2 (Фиг.1).
При этом их деформации после сцепления равны, а интегральная сила F (на Фиг.3 не показана) равна сумме сил, необходимых для соответствующего деформирования по отдельности. Получим связь интегральных (для конструкции) напряжений<т и деформаций е на втором этапе:



где ε (на Фиг.3 не показан) - совместная деформация (деформация конструкции после сцепления),
F1, F2 - силы, необходимые для соответствующего деформирования по отдельности полой насосной штанги 1 (Фиг.1) и внутреннего стержня 2, соответственно,
- площади поперечного сечения полой насосной штанги 1 и внутреннего стержня 2, соответственно,
D1, D2 - внешние диаметры полой насосной штанги 1 и внутреннего стержня 2, соответственно,
d1 - внутренний диаметр полой насосной штанги 1,
Δ=d1-D2 - зазор между полой насосной штангой 1 и внутренним стержнем 2.
Для иллюстрации первых двух этапов на Фиг.4 построены графики процесса нагружения растяжением полой насосной штанги 1 (кривая 1), внутреннего стержня 2 (кривая 2), конструкции (кривая 3) по предлагаемому способу - при известных свойствах материалов полой насосной штанги 1 (сталь 40Г2) (Фиг.1) и внутреннего стержня 2 (высокоуглеродистая сталь).
Свойства материала полой насосной штанги 1: Е1=200 ГПа, D1=22 мм, Δ=0,5 мм, σS1=333.54 МПа, ε*=0,003.
Свойства материала внутреннего стержня 2: Е2=200 ГПа, D2=6 мм, σK=500 МПа.
Этап 3. Разгрузка
При разгрузке каждый из элементов насосной штанги деформируется по собственному упругому закону. При этом для конструкции в целом связь интегральных напряжения и деформации имеет вид:


откуда:

Из (10) следует, что при одинаковых модулях упругости закон деформирования останется прежним. При независимом или одновременном увеличении Е2 и S2 жесткость возрастает при неизменном общем сечении конструкции.
В результате разгрузки деформация полой насосной штанги 1 (Фиг.1) и внутреннего стержня 2 (как совместная, так и каждого в отдельности) принимает не нулевые, а некоторые остаточные значения, при этом в них присутствуют остаточные напряжения, которые для конструкции должны быть уравновешены (нулевое интегральное по сечению составной конструкции усилие).
На Фиг.5 построены графики процесса нагружения растяжением и разгрузки полой насосной штанги 1 (кривая 1), внутреннего стержня 2 (кривая 2), конструкции (кривая 3) по предлагаемому способу.
На Фиг.6 построены графики процесса нагружения растяжением и разгрузки полой насосной штанги 1 (кривая 1), внутреннего стержня 2 (кривая 2), конструкции (кривая 3) по предлагаемому способу (при изготовлении насосной штанги из разномодульных материалов).
Таким образом, предлагаемый способ изготовления насосных штанг позволяет решить поставленную техническую задачу, заключающуюся в разработке способа изготовления насосной штанги, реализующего наиболее простой и технологичный способ регулируемого предварительного напряжения внутреннего стержня насосной штанги, обеспечивающего во время работы как одновременное, так и в разной степени распределенное восприятие рабочей нагрузки полым и внутренним стержнями насосной штанги.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ | 2008 |
|
RU2376443C1 |
| НАСОСНАЯ ШТАНГА | 2007 |
|
RU2336435C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ | 2007 |
|
RU2361058C2 |
| СПОСОБ РЕМОНТА НАСОСНЫХ ШТАНГ | 2007 |
|
RU2346135C1 |
| НАСОСНАЯ УСТАНОВКА ДЛЯ ОДНОВРЕМЕННОЙ РАЗДЕЛЬНОЙ ЭКСПЛУАТАЦИИ ДВУХ ПЛАСТОВ В СКВАЖИНЕ | 2005 |
|
RU2291952C1 |
| СПОСОБ ИССЛЕДОВАНИЯ НИЖНЕГО ПЛАСТА СКВАЖИНЫ ПРИ ОДНОВРЕМЕННО-РАЗДЕЛЬНОЙ ЭКСПЛУАТАЦИИ ШТАНГОВЫМ НАСОСОМ ДВУХ ПЛАСТОВ, РАЗДЕЛЕННЫХ ПАКЕРОМ (ВАРИАНТЫ) | 2005 |
|
RU2289022C1 |
| СПОСОБ КОНТРОЛЯ НАСОСНЫХ ШТАНГ ПРИ ИХ ПРАВКЕ | 1993 |
|
RU2076008C1 |
| ЭЛЕКТРОКОНТАКТНАЯ УСТАНОВКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ПРАВКИ РАСТЯЖЕНИЕМ ТРУБ, ПРУТКОВ И ПРОФИЛЕЙ | 2011 |
|
RU2453613C1 |
| УСТАНОВКА ДЛЯ ДОБЫЧИ СЕРНИСТОЙ НЕФТИ | 2007 |
|
RU2334080C1 |
| Гибридная композитная штанга с градиентом состава и свойств | 2023 |
|
RU2813003C1 |
Изобретение относится к нефтедобыче, в частности к технологии изготовления насосных штанг, используемых для передачи движения в составе колонны насосных штанг от наземного привода к скважинному штанговому насосу. Изготавливают полую насосную штангу. Устанавливают внутрь полой насосной штанги внутренний стержень с концевыми упорами. Используют внутренний стержень, длина которого больше длины полой насосной штанги. Осуществляют предварительное растяжение полой насосной штанги с установленным внутренним стержнем до достижения ею пластической деформации и ее взаимодействия с концевыми упорами внутреннего стержня. Обеспечивают совместное растяжение полой насосной штанги и внутреннего стержня в пределах его упругой деформации. Производят разгрузку полой насосной штанги и внутреннего стержня. В результате обеспечивается как одновременное, так и распределенное восприятие рабочей нагрузки полым и внутренним стержнями насосной штанги. 3 з.п. ф-лы, 6 ил.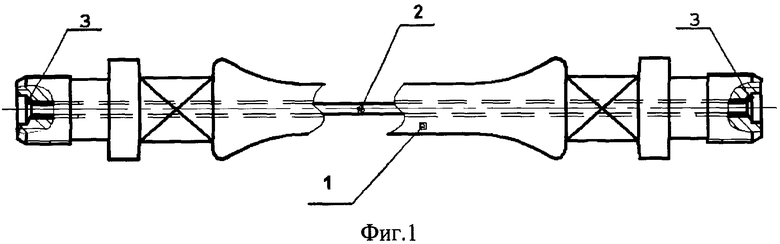
1. Способ изготовления насосной штанги, включающий изготовление полой насосной штанги и установку внутрь полой насосной штанги внутреннего стержня с концевыми упорами, отличающийся тем, что используют внутренний стержень, длина которого больше длины полой насосной штанги, осуществляют предварительное растяжение полой насосной штанги с установленным внутренним стержнем до достижения ею пластической деформации и ее взаимодействия с концевыми упорами внутреннего стержня, обеспечивают совместное растяжение полой насосной штанги и внутреннего стержня в пределах его упругой деформации и производят разгрузку полой насосной штанги и внутреннего стержня.
2. Способ по п.1, отличающийся тем, что перед совместным растяжением полой насосной штанги и внутреннего стержня фиксируют один или два концевых упора внутреннего стержня в полой насосной штанге.
3. Способ по п.1, отличающийся тем, что перед разгрузкой полой насосной штанги и внутреннего стержня фиксируют концевые упоры внутреннего стержня в полой насосной штанге.
4. Способ по п.1, отличающийся тем, что материал внутреннего стержня выбирают с модулем упругости, превосходящим модуль упругости материала полой насосной штанги.
| Способ защиты пищевых продуктов от внешних влияний | 1945 |
|
SU66440A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ РАСТЯЖЕНИЕМ ШТАНГ ГЛУБИННЫХ НАСОСОВ | 2001 |
|
RU2205083C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНОЙ ШТАНГИ | 1992 |
|
RU2048546C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ ДЛЯ АНОМАЛЬНЫХ УСЛОВИЙ ЭКСПЛУАТАЦИИ | 1994 |
|
RU2069119C1 |
| US 4796799 A, 10.01.1989. | |||

