Изобретение относится к нефтедобыче, в частности к технологии изготовления насосных штанг, используемых для передачи движения в составе колонны насосных штанг от наземного привода к скважинному штанговому насосу.
Известен способ изготовления насосных штанг, вытекающий из конструкции глубиннонасосной штанги (а.с. №916738 Е21В 17/00, опубл. 30.03.82. Бюл. №12), которая включает изготовление полой штанги с головками на обоих концах, размещение внутри полой штанги каната с последующей его фиксацией в головках полой штанги. Головки выполнены из того же материала, что и канат. Трубчатая часть выполнена из любого материала, отвечающего эксплуатационным требованиям штанги.
Недостатком аналога является то, что канат и головки насосной штанги выполнены из одинакового материала, что значительно снижает функциональные возможности насосной штанги, особенно при работе в условиях повышенных эксплуатационных нагрузок.
Наиболее близким по достигаемому результату является способ изготовления насосных штанг, вытекающий из конструкции насосной штанги (патент РФ на полезную модель №66440 F04B 47/02, опубл. 10.09.2007. Бюл. №25) и включающий установку предварительно растянутого в пределах упругой деформации внутреннего стержня и его фиксацию на концах внутри полого стержня, имеющего хотя бы с одной стороны соединительную часть с резьбовым элементом.
Недостатком прототипа является то, что в случае изготовления деталей насосной штанги из материалов, отличающихся физико-химическими свойствами, существенно затрудняется фиксация предварительно напряженного внутреннего стержня в полом стержне прототипа, что не позволяет обеспечить высокие функциональные возможности насосной штанги в условиях, когда эксплуатационные нагрузки превышают предел упругости внутреннего стержня, а также оптимизировать степень различия физико-химических свойств элементов насосной штанги в целях повышения трещиностойкости деталей насосной штанги, уменьшения расхода дорогостоящих материалов при изготовлении насосной штанги и их потерь при ее эксплуатации (при коррозии, механическом износе) и повышения экономической эффективности утилизации при неисправном состоянии в результате возникновения критического дефекта, улучшения прочностных механических свойств насосной штанги за счет одновременного увеличения пластичности полой штанги и увеличения удельной прочности внутреннего стержня.
Технической задачей изобретения является разработка способа изготовления насосных штанг, позволяющего повысить функциональные возможности насосной штанги при ее эксплуатации в особо тяжелых условиях за счет использования материалов с различными физико-химическими свойствами и сопоставимыми однородным штангам материальными затратами на изготовление, ремонт и утилизацию.
Поставленная задача решается способом изготовления насосных штанг, включающим изготовление полой штанги, установку внутрь нее внутреннего стержня с фиксацией его концевыми упорами.
Новым является то, что растяжение внутреннего стержня, материал которого имеет предел упругости, превышающий условный предел текучести материала полой штанги, производят после фиксации его концевыми упорами в полой штанге посредством приложения растягивающей нагрузки к полой штанге в пределах условного предела упругости материала полой штанги с последующим снятием растяжения.
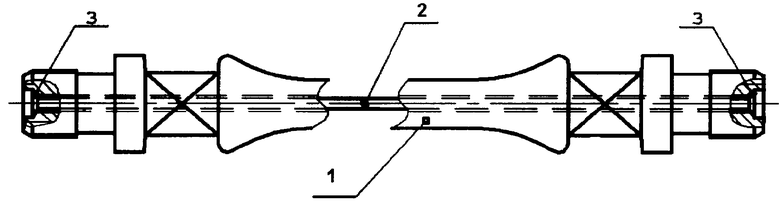
На чертеже изображена конструкция насосной штанги по предлагаемому способу изготовления.
Насосная штанга состоит из полой штанги 1, внутреннего стержня 2, упорных площадок 3 на концах полой штанги 1.
Способ изготовления насосных штанг по предлагаемому методу осуществляют следующей последовательностью технологических операций:
- в полую штангу 1 (см. чертеж) между упорными площадками 3 полой штанги 1 вставляется внутренний стержень 2, при этом материал внутреннего стержня 2 имеет предел упругости, превышающий условный предел текучести материала полой штанги 1;
- фиксируют внутренний стержень 2 концевыми упорами (не показаны) в полой штанге 1;
- приложением растягивающей нагрузки к полой штанге 1 осуществляют ее деформацию до достижения ею удлинения соответствующего условному пределу упругости материала, из которого она изготовлена, при этом внутренний стержень 2 деформируется в пределах упругих деформаций;
- насосную штангу разгружают;
- для исключения выхода из головок полой штанги 1 концов внутреннего стержня 2 при действии сжимающих нагрузок, возникающих при эксплуатации, может производиться фиксация концов внутреннего стержня 2 в головках полой штанги 1 любым известным способом, например с помощью разъемного (резьбового) или неразъемного (запрессованного, сварного) соединений, как до нагружения внутреннего стержня 2, так и после нагружения для дополнительной его фиксации.
В результате возникшего остаточного удлинения полой штанги 1 в пределах условного предела упругости материала, из которого она изготовлена, произойдет соответствующее растяжение внутреннего стержня 2 в пределах его упругих деформаций, что, в свою очередь, приведет к созданию остаточных напряжений сжатия в теле полой штанги 1, повышающих ее прочность.
В случае, если действующие на насосную штангу эксплуатационные растягивающие нагрузки превысят величину нагрузки соответствующей условному пределу упругости материала, из которого изготовлена полая штанга 1, то полая штанга 1 продолжит деформироваться пластически. Пластические деформации полой штанги 1 в пределах условного предела текучести материала, из которого она изготовлена, приведут к увеличению ее остаточного удлинения. При этом внутренний стержень 2 будет также деформироваться, но в пределах упругих деформаций, поскольку материал, из которого он изготовлен, обладает пределом упругости, превышающим условный предел текучести материала полой штанги 1. По окончании действия растягивающих эксплуатационных нагрузок за счет дополнительного остаточного удлинения полой штанги 1 произойдет дополнительное растяжение внутреннего стержня 2, что, в свою очередь, приведет к повышению остаточных напряжений сжатия полой штанги 1 и росту усталостной прочности и предела упругости насосной штанги в целом, адаптированных при этом к действию новых по величине эксплуатационных нагрузок.
Остаточные напряжения сжатия полой штанги 1 достигают своего максимума в случае, когда действующие на насосную штангу эксплуатационные растягивающие нагрузки становятся равными величине нагрузки соответствующей пределу упругости материала внутреннего стержня 2.
Дальнейшее повышение эксплуатационных растягивающих нагрузок (более предела упругости материала внутреннего стержня 2) приведет к пластическим деформациям внутреннего стержня 2, и рост остаточных напряжений сжатия полой штанги 1 прекратится.
Кроме того, в качестве материала полой штанги 1 могут быть применены относительно дешевые пластичные материалы, например нелегированные или малолегированные стали, а в качестве материала внутреннего стержня 2 качественные и дорогостоящие материалы, например высокопрочные легированные стали.
При этом наибольшему отрицательному воздействию жестких условий эксплуатации (например, коррозионному воздействию, механическому истиранию и усталостному разрушению) будет подвергаться именно недорогая полая штанга 1, упрочненная наведенными в ее теле остаточными напряжениями и защищающая при этом собой дорогостоящий внутренний стержень 2. Дополнительно, внутренний стержень 2, например, изготовленный из легированных сталей, в состоянии выдержать большие по сравнению с прототипом эксплуатационные нагрузки за счет высокого легирования стали и/или технологии изготовления (например, внутренний стержень 2 может быть холоднотянутым).
Кроме того, материал полой штанги 1 по сравнению с материалом внутреннего стержня 2 более пластичен, а следовательно, полая штанга 1 менее подвержена развитию трещин. При этом высококачественный материал внутреннего стержня 2 придает ему повышенную прочность, химическую стойкость и в то же время позволяет дополнительно достичь экономии дорогостоящих материалов и повышенную прочность к изгибу за счет меньших габаритов внутреннего стержня 2 по сравнению с общим объемом насосной штанги. Таким образом, происходит существенное улучшение реализованного в прототипе конструкционного механизма остановки распространения трещин с полой штанги 1 на внутренний стержень 2.
В случае же выхода из строя полой штанги 1 ремонт насосной штанги, изготовленной по предлагаемому способу, будет состоять в замене полой штанги 1 новой или ее ремонте (например, сваркой) без изменения физических свойств насосной штанги. При этом внутренний стержень 2 может остаться прежним. Одновременно с этим вышедшая из строя полая штанга 1, изготовленная из дешевых материалов, не потребует для своей утилизации применения энергоемких технологических операций.
Таким образом, предлагаемый способ изготовления насосных штанг позволяет повысить функциональные возможности насосной штанги при ее эксплуатации в особо тяжелых условиях за счет использования материалов с различными физико-химическими свойствами и сэкономить материальные затраты, которые сопоставимы с затратами при изготовлении, ремонте и утилизации однородных насосных штанг.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНОЙ ШТАНГИ | 2008 |
|
RU2373041C1 |
| НАСОСНАЯ ШТАНГА | 2007 |
|
RU2336435C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ | 2007 |
|
RU2361058C2 |
| СПОСОБ РЕМОНТА НАСОСНЫХ ШТАНГ | 2007 |
|
RU2346135C1 |
| НАСОСНАЯ ШТАНГА И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2773887C1 |
| СОЕДИНЕНИЕ ДЛЯ НАСОСНЫХ ШТАНГ (ВАРИАНТЫ) И СПОСОБ ИХ СБОРКИ | 2007 |
|
RU2427701C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛА ВЫНОСЛИВОСТИ ДЛИННОМЕРНОГО ФЕРРОМАГНИТНОГО ИЗДЕЛИЯ | 2000 |
|
RU2189036C1 |
| Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления | 2015 |
|
RU2615852C2 |
| СОЕДИНИТЕЛЬ ДЛЯ ШТАНГ | 2015 |
|
RU2688416C2 |
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2575510C2 |
Изобретение относится к нефтедобывающей промышленности, в частности к способу изготовления насосных штанг. Техническим результатом является повышение функциональных возможностей насосной штанги при ее эксплуатации в особо тяжелых условиях за счет использования материалов с различными физико-химическими свойствами. Способ изготовления насосных штанг включает изготовление полой штанги и установку внутрь нее стержня с фиксацией его концевыми упорами. При этом растяжение внутреннего стержня производят после фиксации его концевыми упорами в полой штанге посредством приложения растягивающей нагрузки к полой штанге в пределах условного предела упругости материала полой штанги с последующим снятием растяжения. Причем материал внутреннего стержня имеет предел упругости, превышающий условный предел текучести материала полой штанги. 1 ил.
Способ изготовления насосных штанг, включающий изготовление полой штанги, установку внутрь нее внутреннего стержня с фиксацией его концевыми упорами, отличающийся тем, что растяжение внутреннего стержня, материал которого имеет предел упругости, превышающий условный предел текучести материала полой штанги, производят после фиксации его концевыми упорами в полой штанге посредством приложения растягивающей нагрузки к полой штанге, в пределах условного предела упругости материала полой штанги с последующим снятием растяжения.
| Способ защиты пищевых продуктов от внешних влияний | 1945 |
|
SU66440A1 |
| SU 916738 A1, 30.03.1982 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ | 2003 |
|
RU2246389C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛЫХ НАСОСНЫХ ШТАНГ И ГОЛОВОК ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233214C2 |
| US 4205926 A, 03.06.1980 | |||
| US 4522529 A, 11.06.1985 | |||
| US 3486557 A, 30.12.1969. | |||

