Предлагаемое изобретение относится к средствам автоматического контроля химического состава и количества металлургического сырья, в частности состава железосодержащих материалов, и может найти свое применение для анализа искусственных смесей сыпучих материалов.
Анализ искусственных смесей сыпучих материалов является сложной задачей в связи с большой их неоднородностью. Например, на ОАО «ММК» железорудная смесь (ЖРС) состоит более чем из 12 железорудных концентратов и извести с известняком, получаемых комбинатом из различных месторождений. Полностью гомогенизировать такую смесь обычно не удается. Расчеты, выполняемые согласно ГОСТ 15054-80, показали, что среднеквадратическое отклонение железа σ>2, что соответствует большой вариации качества готовой смеси. Для партии ЖРС от 500 до 1000 тонн число точечных проб составляет примерно 50 штук, а минимальная масса пробы для сокращения составляет 22,5 кг. В производственных условиях выполнение этих требований невозможно произвести, т.к. анализ железа и других составляющих в ЖРС с помощью экспрессных методов анализа не производится из-за невоспроизводимости результатов анализа с достаточной частотой и точностью.
Предлагаемый промышленный автоматический комплекс (ПАК) предусматривает определение (непрерывное или с заданной частотой) неразрушающим способом среднего химического состава и количества сыпучих материалов в движущемся потоке, например на конвейерной ленте. Он служит также основным параметрическим и вычислительным устройством автоматического учета количества смеси и управления дозирующими устройствами в системе АСУ ТП. Кроме решения технологических задач только ПАК позволяет определить точный химический состав составляющих минералов от S до U в объеме закладываемых штабелей и бункеров сыпучих материалов, движущихся в потоке.
Известны автоматические комплексы систем аналитического контроля (АСАК) материалов в потоке, содержащие аппаратуру для автоматического отбора представительных проб, автоматической подготовки отобранных проб к отправке на анализ, скоростной контейнерной пневматической доставки проб на анализ и автоматической разгрузки и очистки от остатков пробы транспортирующего контейнера. Система позволяет автоматически выполнять операции по отбору представительных разовых проб, получению усредненной отдозированной пробы для анализа, загрузке пробы в транспортный контейнер, разгрузке контейнера, очистке контейнера от остатков пробы и возврату порожнего контейнера к месту отбора пробы (а.с. 1328727 СССР МПК G01 N 1/10. Система аналитического контроля промышленных продуктов. Опубликована 08.08.87. Бюлл. 29; а.с. 1755097 МПК G01 N 1/20. Система аналитического контроля промышленных продуктов. Опубликована 15.08.92. Бюлл. 30.
Указанные АСАК работают на принципе рентгено-флуоресцентного анализатора. К недостаткам этих анализаторов относятся:
- невозможность непрерывного контроля состава движущегося материала или смеси железосодержащих материалов;
- они неработоспособны в цеховых условиях - наличия «пылевой завесы или пара;
- сложность обслуживания транспортной линии для транспортировки контейнера с пробой;
- низкая надежность непрерывной работы в производственных условиях и низкая точность контроля состава материалов и их количества смеси, прошедших по конвейерной ленте в реальном масштабе времени.
Известен также автоматический комплекс - рентгено-флуоресцентный анализатор состава руд на ленте транспортера (CON-XO2 конструкции «ETR Systems LTD» CO), предназначенный для автоматического количественного определения процентного элементного и молекулярного состава руд и других материалов, переносимых по ленте конвейерного транспортера в режиме реального времени. Этот комплекс является ближайшим аналогом предлагаемого технического решения, в связи с чем он принят за прототип последнего.
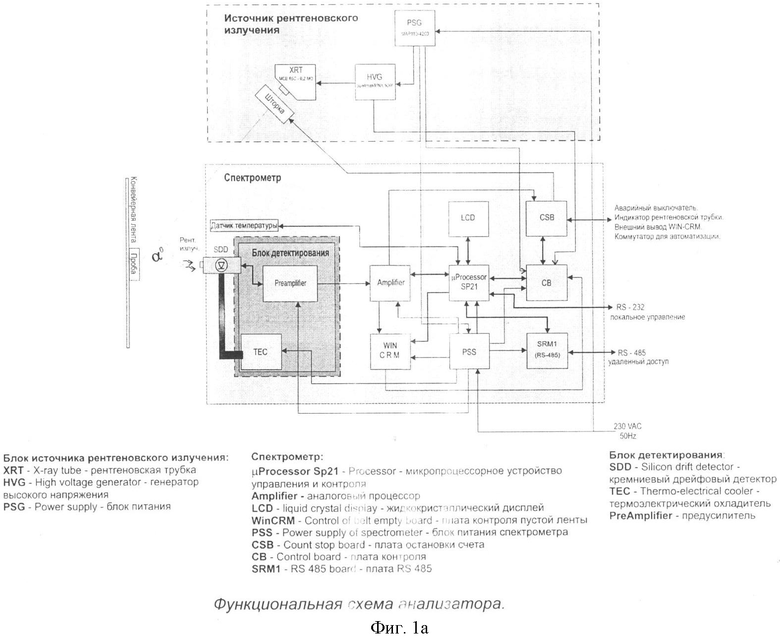
Прототип содержит (фиг.1а): Блок источника рентгеновского излучения - 1, включающий в свой состав рентгеновскую трубку - 2; генератор высокого напряжения - 3 и блок питания - 4; спектрометр - 5, включающий микропроцессорное устройство управления и контроля - 6, аналоговый процессор - 7, дисплей - 8, плату контроля пустой ленты - 9, блок питания спектрометра - 10, плату остановки счета - 11, плату контроля - 12, плату (RS485) для удаленного доступа - 13, датчик температуры - 13* (для корректировки показаний и защиты Спектрометра); блок детектирования - 14, выключающий дрейфовый детектор кремниевый - 15, термоэлектрический охладитель - 16 и предусилитель - 17 (см. функциональную схему прототипа - прилагается для CON-XO2). В комплект прототипа входит также механический пробоотборник, предназначенный для градуировки детектора и его проверки. Представительность анализируемой пробы достигается отбором проб через заданные промежутки времени и анализа их в химической лаборатории только при тарировке показаний ПАК. В случае несоответствия показаний детектора и результатов химического анализа оператором производится калибровка измерений.
После калибровки содержание элемента в движущемся потоке практически непрерывно измеряется рентгено-флуоресцентным методом. Характеристическое излучение, содержащее информацию о количестве элементов в материале, возникающее при облучении рентгеновской трубкой образца, попадает на кремниевый диффузионно-дрейфовый детектор, охлаждаемый термоэлектрическим холодильником. Во время измерений данные обрабатываются микропроцессором и сохраняются в памяти спектрометра, затем передаются в АРМ. ПАК не требует непрерывного отбора проб для анализа и прокладки пневмотрасс для транспортировки.
Диапазон анализируемых элементов в движущемся потоке от серы (S) до (U); относительная погрешность измерения железосодержащего движущего материала(ов) при крупности кусков руды 1÷5 мм составляет ±0,6%, а при крупности руды 20÷50 мкм составляет ±0,3%. Максимальный размер частиц анализируемого материала до 5 мм или до 50 мм (по заказу).
НЕДОСТАТКИ ПРОТОТИПА
- в реальных производственных условиях в движущемся потоке (движущемся рудного или другого материала) по случайному закону распределения обязательно попадаются куски руды, футеровочных материалов, камней и т.д. значительно крупнее 5 мм или 50 мм. Безусловно это вызывает поломку элементов ПАК, в частности окна рентгеновской трубки или срыв ее защитных оболочек, т.е. снижает надежность работы ПАК. Кроме того, точность прибора в этом случае будет нестабильной из-за изменения расстояния между трубкой источника рентгеновского излучения - 1 и контролируемым материалом, а также дрейфовым детектором - 15. При этом случайное появление крупных кусков руды, размеры которых могут превышать размеры максимально допустимых частиц руды в пробе, принятых при тарировке ПАК, приводят к многократному снижению точности контроля состава минералов в потоке руды.
ЦЕЛЬ ИЗОБРЕТЕНИЯ: повышение надежности и стабилизация точности ПАК при его использовании в промышленных или цеховых условиях.
Достижение цели изобретения обеспечивается за счет введения в состав известного ПАК (как прототипа) новых элементов и соединений. Для наглядности и обоснованности выбора прототипа, на фиг.1 приведены функциональные элементы ПАК, известные по прототипу, и новые элементы и их соединения, а именно:
- блок выявления крупных кусков и остановки ленты - 18;
- коммутатор управления сигналом контроля пустой породы - 19;
- плата фиксирования мгновенного значения контролируемого сигнала в момент выявления крупных кусков или остановки ленты - 20;
- исполнительный механизм - 21, обеспечивающий подъем и опускание блока источника рентгеновского излучения - 1, спектрометра 5 и блока детектирования в интервалах появления более максимально допустимых возможных размеров кусков руды на транспортерной ленте (они могут быть и измерены);
- коммутатор управления - 22, первый вход которого соединен с первым выходом блока контроля крупных кусков и остановки ленты конвейера, а выход соединен со входом исполнительного механизма - 21;
- блок питания - 23, выходы которого соединены с вторым выходом коммутатора управления - 22 и входом блока контроля - 18;
- второй выход блока контроля - 18, через коммутатор - 19 и первый вход платы фиксирования - 20, соединен со входом платы остановки счета - 11;
- второй вход платы фиксирования - 20 соединен с выходом предусилителя
- 17, а третий ее вход соединен с выходом платы контроля - 12. На фиг.1 из-за тривиальности - блоки питания элементов ПАК показаны не в полном объеме.
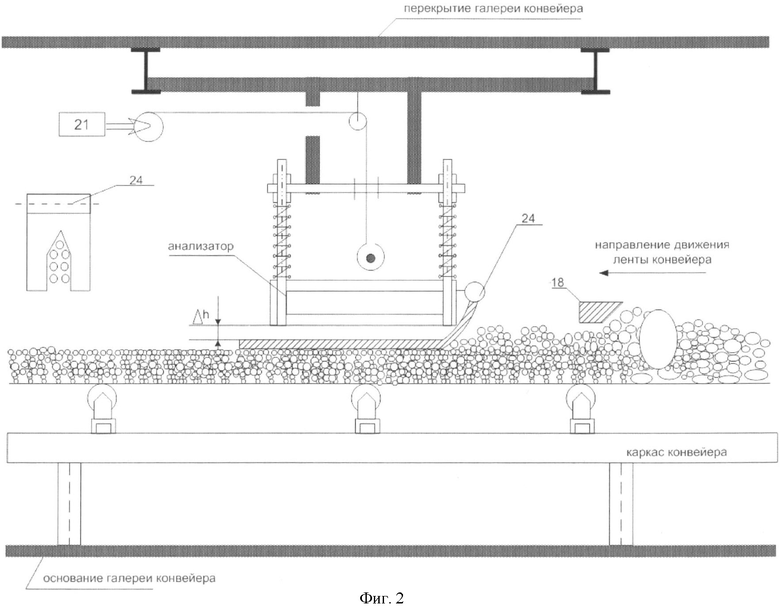
Кроме того, ПАК (анализатор) снабжен лыжеобразной жесткой салазкой (санкой) - 24, скользящей по поверхности слоя контролируемого движущегося материала и головная часть которой подвешена на свободно подвижную часть корпуса (на чертежах не обозначен) ПАК. Причем салазка - 24 в средней части имеет прорезь для постоянного контакта контролируемого материала в потоке с рентгеновским лучом (на фиг.1 показана только проба в прорези салазки - 24), а на фиг.2 показана в салазке 24 прорезь для непрерывного формирования пробы для контакта с рентгеновским лучом при заданной величине расстояния - Δh между источником рентгеновского луча и пробой.
Для подтверждения достижения цели изобретения и иллюстрации возможности получения положительных технических эффектов от использования отличительных признаков (новых элементов и их связей с известными) на фиг.1 приведена функциональная схема предлагаемого ПАК. Расшифровка обозначений функциональных элементов дана в предыдущих страницах описания прототипа и предлагаемого нового варианта технического решения задачи достижения цели. Здесь приводим укрупненное описание предлагаемого ПАК, достаточное для доказательства достижения новых технических решений за счет введения новых элементов и соединений в конструкцию прототипа.
После приведения ПАК в рабочее состояние (все блоки питания включены, шторка отведена без цифрового обозначения, приведена рентгеновской трубкой 2 и т.д.) и тарировки (по инструкциям эксплуатации) луч рентгеновского излучения из блока 1 направляется на пробу или движущийся поток контролируемой смеси рудных материалов и, отражаясь под углом α°, попадает на дрейфовый детектор 15. Сигнал детектора 15 предварительно усиливается предусилителем 17, проходит через аналоговый процессор 7 и микропроцессорное устройство управления и контроля 6, во взаимодействии с платой контроля 12 выдает сигнал на визуализацию в дисплей 8. При этом измеренное значение каждого составляющего отраженного рентгено-флуоресцентного сигнала, характеризующего содержание каждого контролируемого вещества, рассчитывается по определенному алгоритму в микропроцессоре и запоминается в реальном масштабе времени, а также интегрируется, т.е. идет контроль состава смеси и общего количества (веса, объема) каждого составляющего элемента в потоке смеси, прошедшего анализ за заданный интервал времени (мин, час, сутки и т.д.). Как известно из описания прототипа, заданная точность контроля состава материалов в потоке, при неконтролируемом изменении расстояния между пробой и дрейфовым детектором Δh, изменяется в несколько раз. Такое изменение, в основном, обусловливается за счет неровности верхней плоскости материала на ленте конвейера и появления крупных кусков руды или других материалов. Поскольку в предлагаемом ПАК салазка - 24 сглаживает или выравнивает поверхность потока и благодаря креплению ее носовой части к корпусу ПАК с образованием постоянного угла раскрытия между плоскостью скольжения и детектором - 15 обеспечивается условие Δh=const, т.е. расстояние между детектором и движущейся пробой в прорези салазки - 24 остается постоянным.
При случайном появлении крупного куска (более чем максимально заданные по инструкции эксплуатации ПАК) блок 18 контроля крупных кусков и остановки движения ленты или потока смеси одновременно выдает сигнал на вход коммутатора - 22 управления исполнительным механизмом 21. Последний за время чистого запаздывания между местом установки блока 18 (вернее его датчика, например флажкового) и салазки - 24 поднимает ПАК в верхнее положение. При этом салазка -24 увеличивает величину Δh за счет ее зависания в воздухе и таким образом крупный материал проходит зону контроля, не оказывая механического воздействия на элементы ПАК, т.е. не снижая надежность непрерывной его работы. После прохождения крупного куска за пределы зоны действия салазки 24, исполнительный механизм 24 возвращает ПАК в прежнее рабочее положение. Прохождение крупного куска фиксируется дополнительным датчиком (например, флажковым), установленным за салазкой 24 или определяется заданным временем при заданной скорости конвейерной ленты.
Поскольку при изменении Δh в результате вынужденного удаления ПАК от контролируемого потока может внести существенную ошибку в автоматическом определении состава и количества веществ в потоке, то выходной сигнал блока выявления крупных кусков и остановки ленты - 18 одновременно подает сигнал на вход коммутатора - 19 и платы - 20 для фиксирования значения выходного сигнала аналогового процессора -7. После этого выходной сигнал платы контроля - 12 через плату остановки счета - 11 не будет изменяться во времени, т.е. за время подъема и опускания ПАК, состав материала определяется зафиксированным сингалом (он может быть усреднен и т.д. в алгоритме программы ПАК. Как бы по ленте движется материал с постоянно заданным составом (в алгоритме и программе функционирования микропроцессора - 6 можно предусмотреть усреднение этого сигнала) и интегрируется в контролируемый объем. Если движение потока прекращается по какой-либо причине, то появляется сигнал на третьем выходе блока - 18, который поступает на один вход платы - 11 и останавливает счет до последующего ввода ПАК в рабочий режим.
Таким образом, совокупность новых признаков предлагаемого ПАК позволяет повысить надежность его непрерывной работы с заданной точностью контроля химического состава и количества (объема) материала (смеси), прошедшего непрерывным потоком под ПАК и направляемых в емкости, штабели и т.д - в нестационарных производственных условиях работы ПАК, отмеченных ранее при анализе прототипа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО БЕСКОНТАКТНОГО РЕНТГЕНОФЛУОРЕСЦЕНТНОГО АНАЛИЗА НЕПОСРЕДСТВЕННО В ПОТОКЕ СЫПУЧИХ И ТВЕРДЫХ МАТЕРИАЛОВ | 2009 |
|
RU2392608C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ХИМИЧЕСКОГО СОСТАВА ПАРТИИ СЫПУЧЕГО ИЛИ КУСКОВОГО МАТЕРИАЛА, ТРАНСПОРТИРУЕМОГО НА ЛЕНТЕ КОНВЕЙЕРА | 2010 |
|
RU2419087C1 |
| Устройство для рентгенорадиометрического анализа состава вещества в потоке | 2021 |
|
RU2762533C2 |
| МНОГОКАНАЛЬНЫЙ РЕНТГЕНОРАДИОМЕТРИЧЕСКИЙ СЕПАРАТОР | 2010 |
|
RU2432206C1 |
| Способ автоматического контроля крупности кускового материала | 1990 |
|
SU1749778A1 |
| ИНТЕЛЛЕКТУАЛЬНАЯ СИСТЕМА АВТОМАТИЧЕСКОГО МОНИТОРИНГА КАЧЕСТВА И КОЛИЧЕСТВА ПОТОКА РУДЫ В ПРОЦЕССАХ ПОДГОТОВКИ К ОБОГАЩЕНИЮ | 2014 |
|
RU2605861C2 |
| Многоэлементный рентгенорадиометрический анализатор состава вещества | 2019 |
|
RU2714223C2 |
| СПОСОБ ПОТОЧНОГО РЕНТГЕНОСПЕКТРАЛЬНОГО АНАЛИЗА РУДЫ И ШИХТЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2022 |
|
RU2782965C1 |
| АВТОМАТИЧЕСКИЙ РЕНТГЕНОВСКИЙ АНАЛИЗАТОР ПУЛЬП И РАСТВОРОВ В ПОТОКЕ | 2015 |
|
RU2594646C1 |
| Автоматическая система контроля элементного состава проб пульповых продуктов | 2021 |
|
RU2796055C2 |
Изобретение относится к средствам автоматического контроля химического состава и количества металлургического сырья, в частности состава железосодержащих материалов, и может найти свое применение для анализа искусственных смесей сыпучих материалов. Техническим результатом изобретения является повышение надежности и стабилизации точности промышленного автоматического комплекса (ПАК) при его использовании в промышленных или цеховых условиях. Промышленный автоматический комплекс (ПАК) содержит основные функциональные узлы: источник рентгеновского излучения, спектрометр, блок детектирования и элементы компьютерной автоматики, выполняющие функции автоматического формирования процентного содержания минералов (от S до U) в смеси железосодержащих материалов на движущемся конвейере. При этом в состав функциональных элементов введены: блок контроля крупных кусков (превышающие допустимые или заданные размеры частиц руды) и остановки управления сигналом контроля пустой породы, дополнительный коммутатор, платы фиксирования мгновенного значения контролируемого сигнала, исполнительный механизм для подъема и опускания ПАК, новые соединения известных и новых элементов, а также введена салазка с прорезью для формирования пробы смеси, расположенная между контролируемым потоком смеси и источником рентгеновского излучения. 1 з.п. ф-лы, 2 ил.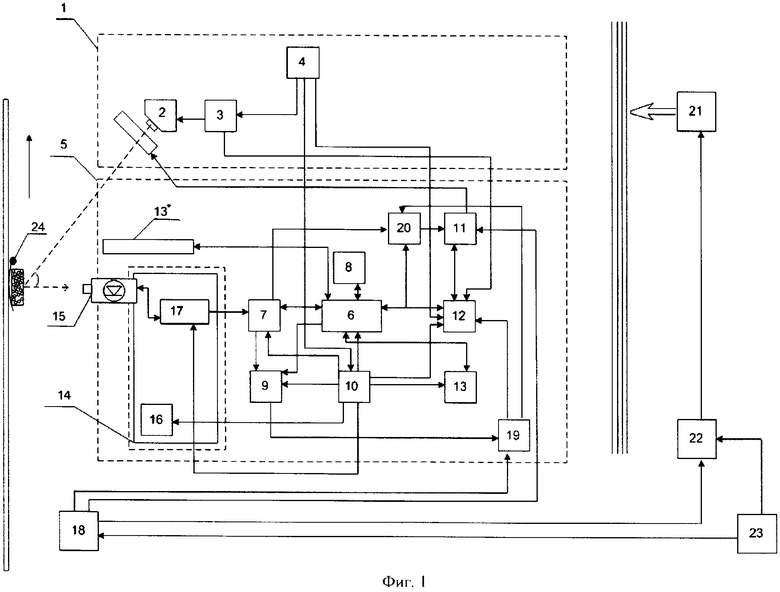
1. Автоматический комплекс для контроля химического состава и количества движущихся металлсодержащих смесей, содержащий блок источника рентгеновского излучения с рентгеновской трубкой и генератором высокого напряжения, блоки питания различной мощности, спектрометр в составе микропроцессорного устройства управления и контроля, аналоговый процессор, дисплей, плату остановки счета, плату контроля, плату для удаленного доступа, датчик температуры, блок детектирования в составе дрейфового детектора, термоэлектрического охладителя и предусилителя, и блоки механической подвески корпуса всего комплекса над движущимся потоком смеси и отбора пробы для тарировки показаний комплекса, отличающийся тем, что в состав комплекса дополнительно введены блок выявления крупных кусков и остановки ленты; коммутатор управления сигналом контроля пустой породы; плата фиксирования мгновенного значения контролируемого сигнала в момент выявления крупных кусков или остановки ленты; исполнительный механизм для подъема и опускания блока механической подвески всего комплекса и коммутатор управления; причем выход коммутатора управления соединен со входом исполнительного механизма для подъема и опускания блока механической подвески всего комплекса, первый вход коммутатора управления соединен с первым выходом блока выявления крупных кусков и остановки ленты; второй вход коммутатора управления соединен с первым входом одного из блоков питания, второй выход которого соединен со входом блока выявления крупных кусков и остановки ленты; второй выход блока выявления крупных кусков и остановки ленты через выход коммутатора управления сигналом контроля пустой породы и первый вход платы фиксирования мгновенного значения контролируемого сигнала в момент выявления крупных кусков или остановки ленты соединен с первым входом платы остановки счета; третий выход блока выявления крупных кусков и остановки ленты выполнен с возможностью передачи сигнала на вход остановки счета платы остановки счета; второй вход платы фиксирования мгновенного значения контролируемого сигнала в момент выявления крупных кусков или остановки ленты через аналоговый процессор соединен с выходом предусилителя; третий вход платы фиксирования мгновенного значения контролируемого сигнала в момент выявления крупных кусков или остановки ленты соединен с выходом платы контроля.
2. Автоматический комплекс для контроля химического состава и количества движущихся металлсодержащих смесей по п.1, отличающийся тем, что в нем между поверхностью движущегося потока контролируемой смеси и источником рентгеновского излучения введена салазка с центральной продольной прорезью для прохода нормированного потока контролируемой смеси, а ее носовая часть прикреплена к корпусу всего комплекса с возможностью подвисания под заданным углом над слоем потока смеси при подъеме упомянутого корпуса.
| Система аналитического контроля промышленных продуктов | 1986 |
|
SU1328727A1 |
| Система автоматического аналитического контроля промышленных продуктов | 1990 |
|
SU1755097A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НЕФТЕ- И ВОДОНАСЫЩЕННОСТИ ОБРАЗЦОВ ГОРНЫХ ПОРОД | 2000 |
|
RU2175764C2 |
| Способ определения концентраций элементов | 1986 |
|
SU1337740A1 |
| US 4560663 A, 24.12.1985. | |||

