Изобретение относится к области технологии машиностроения и может быть использовано при изготовлении крепежных элементов, в частности при выполнении отверстий под винты с потайной головкой.
Широко известен способ выполнения отвестий под винт с потайной головкой, заключающийся в том, что сначала сверлом сверлят отверстие одним проходом инструмента, затем нарезают резьбу метчиком вторым проходом инструмента, а затем зенкером раззенковывают отверстие под головку винта за третий проход инструмента.
Основными существенными недостатками такого способа являются большая затратность и неэкономичность, невысокая производительность.
Задачей изобретения является снижение затратности и повышение производительности способа.
Поставленная задача в части комбинированного инструмента решается тем, что комбинированный инструмент для выполнения отверстия под винт с потайной головкой состоит из хвостовика, выполненного с параллельными боковыми плоскостями или конусным, и тела, состоящего из трех частей, включающих съемную зенковочную головку, режущую часть для выполнения резьбы и сверловочную часть, расположенных последовательно друг за другом, при этом длина L каждой части выражена соотношением
L=KDв,
где K - коэффициент пропорциональности, равный (2-4)1,618,
Dв - номинальный диаметр винта.
Поставленная задача в части способа решается тем, что способ выполнения отверстия под винт с потайной головкой включает сверление отверстия под винт, нарезание резьбы и раззенковывание отверстия под потайную головку винта за один проход комбинированным инструментом по п.1.
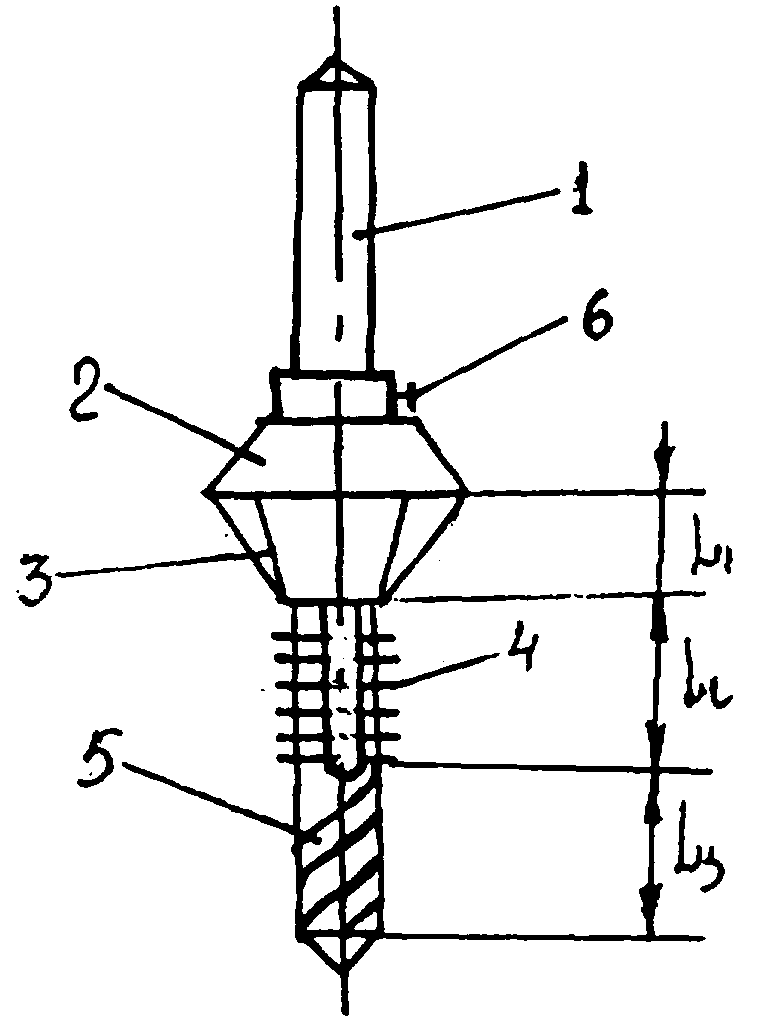
На чертеже дан продольный вид комбинированного инструмента.
Комбинированный инструмент содержит хвостовик 1 для крепления в патроне и тело 2. При этом хвостовик выполнен или с параллельными боковыми плоскостями или конусными. Тело 2 состоит из трех частей: съемной зенковочной головки 3, режущей части для выполнения резьбы 4 и сверловочной части 5, которые расположены последовательно друг за другом в названной последовательности, а длина каждого участка - L - выражается указанным соотношением. Для крепления зенковочной головки установлен винт 6.
Рассмотрим работу комбинированного инструмента, т.е. пример осуществления способа. Если требуется просверлить отверстие под винт с потайной головкой и номинальным диаметром Dв, то сверлят отверстие под винт, нарезают резьбу и раззенковывают отверстие под головку винта за один проход комбинированного инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШУРУП КОНСТРУКЦИИ Л.Н. БУРКОВА И СПОСОБ ЕГО ЗАГОНКИ В ДРЕВЕСИНУ | 2006 |
|
RU2307961C1 |
| ПРУЖИННАЯ БОРОНА | 2008 |
|
RU2360389C1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ | 2007 |
|
RU2358842C1 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ И ОБРАБОТКИ ОТВЕРСТИИ | 1972 |
|
SU352757A1 |
| СПОСОБ ПОЛУЧЕНИЯ АНКЕРНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 1992 |
|
RU2025581C1 |
| РЕГУЛИРУЕМОЕ РЕШЕТО БУРКОВА Л.Н. | 2008 |
|
RU2368124C1 |
| Автомат для сверления,зенкования фасок и нарезания резьбы | 1984 |
|
SU1166966A1 |
| СПОСОБ ОБРАБОТКИ ФАСОННОЙ ДЕТАЛИ И КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2005579C1 |
| НОЖ | 2004 |
|
RU2269409C1 |
| АНАЛИЗАТОР ЗЕРНОВЫХ СМЕСЕЙ | 2008 |
|
RU2374008C1 |
Комбинированный инструмент состоит из хвостовика, выполненного с параллельными боковыми плоскостями или конусным, и тела, состоящего из трех частей, включающих съемную зенковочную головку, режущую часть для выполнения резьбы и сверловочную часть, расположенных последовательно друг за другом, при этом длина каждой части выражена согласно приведенному соотношению соотношением в зависимости от номинального диаметра винта. Способ включает сверление отверстия под винт, нарезание резьбы и раззенковывание отверстия под потайную головку винта за один проход упомянутым комбинированным инструментом. Технический результат: повышение производительности обработки. 2 н.п. ф-лы, 1 ил.
1. Комбинированный инструмент для выполнения отверстия под винт с потайной головкой, состоящий из хвостовика, выполненного с параллельными боковыми плоскостями или конусным, и тела, состоящего из трех частей, включающих съемную зенковочную головку, режущую часть для выполнения резьбы и сверловочную часть, расположенных последовательно друг за другом, при этом длина L каждой части выражена соотношением:
L=KDв,
где K - коэффициент пропорциональности, равный (2-4)1,618,
Dв - номинальный диаметр винта.
2. Способ выполнения отверстия под винт с потайной головкой, включающий сверление отверстия под винт, нарезание резьбы и раззенковывание отверстия под потайную головку винта за один проход комбинированным инструментом по п.1.
| Комбинированный инструмент для нарезания резьбы | 1985 |
|
SU1281349A1 |
| Зенкер с быстросменными вставными ножами | 1960 |
|
SU142856A1 |
| Устройство для обработки отверстий | 1983 |
|
SU1166912A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| КРАЙНЕВ А.Ф | |||
| Механика машин | |||
| - M.: Машиностроение, 2000, с.210 | |||
| ЖАРЛИКОВ Н.В | |||
| Комбинированные режущие инструменты | |||
| - М.: Свердловск, Машгиз, 1961, с.55-57, фиг.46, 47 | |||
| АНУРЬЕВ В.И | |||
| Справочник конструктора-машиностроителя, 5-е издание | |||
| - М.: Машиностроение, 1979, т.1, с.375, 400, 431, 432. | |||

