Изобретение относится к области полиграфической продукции и может быть использовано при изготовлении полиграфической продукции, защищаемой от подделок, с использованием микроперфорации и/или тиснения.
Из существующего уровня техники известны, например, способы и устройства для микроперфорации полиграфической продукции с использованием лазерного луча (см. Франция, патент №2825171, МПК G06К 1/12, 2002 г.).
Известны способ и устройство для изготовления защищенного документа с защитной маркировкой, при котором для формирования защитной маркировки в документе лазерным лучом образуют рисунок из отверстий (см. Россия, патент №2149104, МПК В42D 15/10, 1996 г.).
Известны способ и устройство для перфорирования пленки, в котором для выполнения отверстий перфорации используется энергия жидкости - воды (см. Россия, патент №2126672, МПК А61F 13/46, 1992 г.).
Известно также устройство создания микроперфорации в элементах защиты полиграфической продукции от подделок, в котором использованы высечной пресс, вырубной штамп, выполненный с линейными ножницами, для получения перфорации в виде линий, расположенными, имитирующими и повторяющими штриховое изображение (см. Россия, патент №55331, МПК В42D 15/00, 2006 г.).
Наиболее близким техническим решением, выбранным за прототип для способа микроперфорации и тиснения полиграфической продукции, защищаемой от подделок, и реализующего его устройства, является способ и устройство в виде многопозиционного штампа с пробивными и калибрующими пуансонами и матрицами, снабженное ползушкой, совершающей под действием кулачка, кинематически связанного с приводным валом, возвратно-поступательные перемещения в горизонтальной плоскости и служащей для установки обрабатываемого материала между верхним и нижним основаниями, имеющими соосные отверстия для размещения незакрепляемых пуансонов, проталкиваемых через калибруемые отверстия штыревыми выталкивателями, смонтированными в верхней части устройства, и возвращаемых в исходное положение в отверстиях, в верхнем основании посредством выталкивателя, помещенного в нижней части устройства (см. СССР, АС №82666, МПК В21D 1/00, 1965 г.).
Достижению требуемого технического результата как в указанных выше аналогах, так и в выбранном прототипе для способа и устройства препятствует то, что в них невозможно обеспечить высокую степень защиты полиграфической продукции от подделок, а также технологически обеспечить точность выполнения фигурного тиснения и точечной и/или групповой микроперфорации защищаемой от подделок полиграфической продукции.
Задачей, на решение которой направлено заявленное изобретение, является создание устройства, реализующего способ, позволяющий обеспечить высокую степень защиты полиграфической продукции от подделок с одновременным повышением точности нанесения тиснения и выполнения микроперфорации.
К техническим результатам, получаемым при реализации заявленного изобретения, можно отнести повышение степени защиты полиграфической продукции, улучшение технологичности процесса нанесения тиснения и выполнение микроперфорации, а также повышение скорости, точности и надежности нанесения тиснения и выполнение микроперфорации с одновременным обеспечением непрерывности процесса нанесения тиснения и микроперфорации полиграфической продукции.
Поставленная задача решается, а технический результат достигается по первому объекту изобретения - способу тиснения и микроперфорации полиграфической продукции, защищаемой от подделок - тем, что в способе согласно изобретению полотно заготовки протягивают по системе валов проводки полотна заготовки, оси которых параллельны между собой и перпендикулярны одной вертикальной плоскости, через устройство холодного тиснения и микроперфорации, имеющее блок верхней пуансонной статорной части и блок нижней подвижной матричной части, с установленными на них по своим посадочным местам с использованием прецизионных кондукторов рабочими инструментами тиснения и микроперфорации в виде матриц тиснения и пуансонов микроперфорации, закрепленных на верхней пуансонной статорной части, и матриц тиснения и матриц микроперфорации, закрепленных на нижней подвижной матричной части, между которыми пропущено полотно заготовки, перемещают полотно заготовки с использованием подвижной каретки, установленной с возможностью совершения возвратно-поступательных движений в горизонтальной плоскости и обеспечения стартстопного поступательного движения полотна заготовки в зоне рабочих инструментов тиснения и микроперфорации и выполненной в виде системы двух валов, оси которых параллельны между собой и расположены в одной горизонтальной плоскости, жестко соединенных между собой и снабженных приводом, так, что модуль скорости перемещения подвижной каретки Vк устанавливают зависящим от скорости перемещения полотна заготовки Vп и численно равным ей, как  , а скорость перемещения участка полотна заготовки в зоне рабочих инструментов Vпл задают как скорость, равную алгебраической сумме скоростей подвижной каретки и полотна заготовки Vпл=Vп+Vк так, что скорость перемещения участка полотна заготовки в зоне рабочих инструментов Vпл в фазе протяжки полотна заготовки равна удвоенной скорости полотна заготовки Vпл=Vп+Vп=2·Vп и скачкообразно изменяется от 0 в фазе тиснения до 2·Vпл в фазе протяжки полотна заготовки, где Vк - скорость перемещения подвижной каретки, при этом осуществляют непрерывную работу подвижной каретки, Vп - скорость перемещения полотна заготовки, Vпл - скорость перемещения участка полотна заготовки в зоне рабочих инструментов, при этом осуществляют непрерывную работу подвижной каретки, фиксируют полотно заготовки непосредственно перед соприкосновением рабочих поверхностей пуансона и полотна заготовки фиксирующей насадкой, выполненной в виде рамки, установленной с возможностью перемещения в вертикальной плоскости по направляющим в осевых направлениях пуансонов, и подпружиненной со стороны корпуса верхней пуансонной статорной части с образованием зазора между рамкой и корпусом верхней пуансонной статорной части в фазе протяжки полотна заготовки, фиксируют полотно заготовки относительно рабочего инструмента холодного тиснения и микроперфорации, проводят холодное тиснение и/или перфорацию полотна заготовки рабочими инструментами тиснения и микроперфорации в виде матриц тиснения и пуансонов микроперфорации, взаимодействующих в процессе холодного тиснения и микроперфорациии с матрицами тиснения и матрицами микроперфорации, с одновременным обеспечением равенства значений разрежения в полостях матриц микроперфорации, демпфируя колебательные процессы в полотне заготовки в вертикальной и горизонтальной плоскостях при изменении скоростей перемещения полотна заготовки, с использованием вакуумного коллектора, образованного соединенными между собой каналами, выполненными в нижней подвижной матричной части устройства, со стороны поверхности, взаимодействующей с прилегающей поверхностью матриц, и осуществляют сбор отходов перфорации (сечки) с последующим их удалением с использованием того же вакуумного коллектора, при этом привод нижней подвижной матричной части осуществляют с использованием взаимодействующего с ней кривошипно-шатунного механизма, преобразующего вращательное движение кривошипа в возвратно-поступательное движение нижней подвижной матричной части.
, а скорость перемещения участка полотна заготовки в зоне рабочих инструментов Vпл задают как скорость, равную алгебраической сумме скоростей подвижной каретки и полотна заготовки Vпл=Vп+Vк так, что скорость перемещения участка полотна заготовки в зоне рабочих инструментов Vпл в фазе протяжки полотна заготовки равна удвоенной скорости полотна заготовки Vпл=Vп+Vп=2·Vп и скачкообразно изменяется от 0 в фазе тиснения до 2·Vпл в фазе протяжки полотна заготовки, где Vк - скорость перемещения подвижной каретки, при этом осуществляют непрерывную работу подвижной каретки, Vп - скорость перемещения полотна заготовки, Vпл - скорость перемещения участка полотна заготовки в зоне рабочих инструментов, при этом осуществляют непрерывную работу подвижной каретки, фиксируют полотно заготовки непосредственно перед соприкосновением рабочих поверхностей пуансона и полотна заготовки фиксирующей насадкой, выполненной в виде рамки, установленной с возможностью перемещения в вертикальной плоскости по направляющим в осевых направлениях пуансонов, и подпружиненной со стороны корпуса верхней пуансонной статорной части с образованием зазора между рамкой и корпусом верхней пуансонной статорной части в фазе протяжки полотна заготовки, фиксируют полотно заготовки относительно рабочего инструмента холодного тиснения и микроперфорации, проводят холодное тиснение и/или перфорацию полотна заготовки рабочими инструментами тиснения и микроперфорации в виде матриц тиснения и пуансонов микроперфорации, взаимодействующих в процессе холодного тиснения и микроперфорациии с матрицами тиснения и матрицами микроперфорации, с одновременным обеспечением равенства значений разрежения в полостях матриц микроперфорации, демпфируя колебательные процессы в полотне заготовки в вертикальной и горизонтальной плоскостях при изменении скоростей перемещения полотна заготовки, с использованием вакуумного коллектора, образованного соединенными между собой каналами, выполненными в нижней подвижной матричной части устройства, со стороны поверхности, взаимодействующей с прилегающей поверхностью матриц, и осуществляют сбор отходов перфорации (сечки) с последующим их удалением с использованием того же вакуумного коллектора, при этом привод нижней подвижной матричной части осуществляют с использованием взаимодействующего с ней кривошипно-шатунного механизма, преобразующего вращательное движение кривошипа в возвратно-поступательное движение нижней подвижной матричной части.
Поставленная задача решается, а технический результат достигается по второму объекту изобретения - устройству для реализации способа тиснения и микроперфорации полиграфической продукции, защищаемой от подделок, - тем, что согласно изобретению устройство содержит систему валов с приводом протяжки полотна заготовки полиграфической продукции, защищаемой от подделок с применением холодного тиснения и микроперфорации, оси которых параллельны между собой и перпендикулярны одной вертикальной плоскости, блок верхней пуансонной статорной части и блок нижней подвижной матричной части устройства с установленными на них по своим посадочным местам с использованием прецизионных кондукторов рабочими инструментами тиснения и микроперфорации в виде матриц тиснения и пуансонов микроперфорации, закрепленных на верхней пуансонной статорной части, и матриц тиснения и матриц микроперфорации, закрепленных на нижней подвижной матричной части, между которыми пропущено полотно заготовки, подвижную каретку, установленную с возможностью совершения непрерывных возвратно-поступательных движений в горизонтальной плоскости и обеспечения стартстопного поступательного движения полотна заготовки в зоне рабочих инструментов тиснения и микроперфорации, и выполненную в виде системы двух валов, оси которых параллельны между собой и расположены в одной горизонтальной плоскости, жестко соединенных между собой и снабженных приводом, кривошипно-шатунный механизм, взаимодействующий с нижней подвижной матричной частью и преобразующий вращательное движение кривошипа в возвратно-поступательное движение нижней подвижной матричной части, при этом в нижней подвижной матричной части устройства, на которой установлены матрицы тиснения и матрицы микроперфорации, со стороны поверхности, взаимодействующей с прилегающей поверхностью матриц, выполнены полости, соединенные между собой каналами в вакуумный коллектор с возможностью обеспечения сбора и последующего удаления отходов перфорации - сечки, а также с возможностью обеспечения равенства значений разрежения в полостях матриц микроперфорации, причем блок рабочих инструментов верхней пуансонной статорной части для обеспечения фиксации полотна заготовки непосредственно перед соприкосновением рабочих поверхностей пуансона и полотна заготовки снабжен фиксирующей насадкой, выполненной в виде рамки, установленной с возможностью перемещения в вертикальной плоскости по направляющим, и подпружиненной со стороны корпуса верхней пуансонной статорной части с образованием зазора между рамкой и корпусом верхней пуансонной статорной части в фазе протяжки полотна заготовки, и взаимодействующей в процессе перфорации с полотном заготовки.
В устройстве тиснения и микроперфорации привод подвижной каретки может быть выполнен в виде реверсивного серводвигателя.
В устройстве тиснения и микроперфорации устройство преобразования вращательного движения вала серводвигателя в возвратно-поступательные движения каретки может быть выполнено с использованием зубчатого ремня.
Устройство тиснения и микроперфорации может быть снабжено прецизионными атмосферными байпасами вентильного исполнения, регулирующими уровень разрежения в полости каждой из матриц и тем самым демпфирующими колебательные процессы в полотне заготовки при изменении скоростей перемещения полотна заготовки в вертикальной и горизонтальной плоскостях и обеспечивающими равенство значений разрежения в полостях всех матриц микроперфорации.
Изобретение поясняется чертежами, где
на Фиг.1 изображена общая схема устройства;
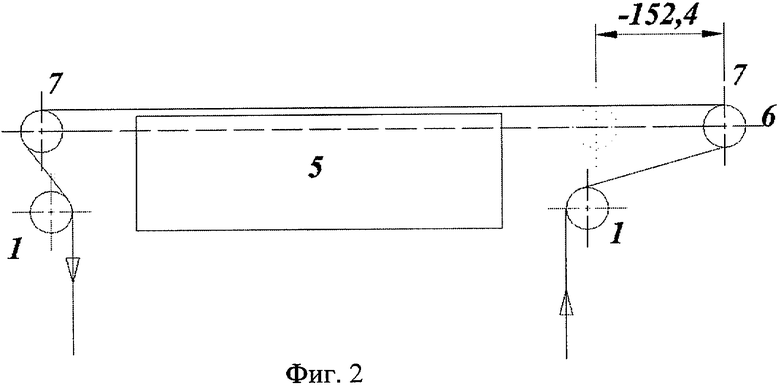
на Фиг.2 - конечная фаза состояния «Стоп»;
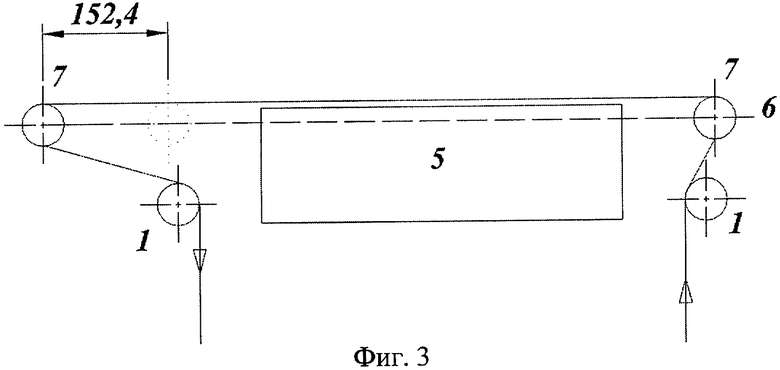
на Фиг.3 - конечная фаза состояния «Протяжка»;
на Фиг.4 - угловая диаграмма перемещения подвижной каретки;
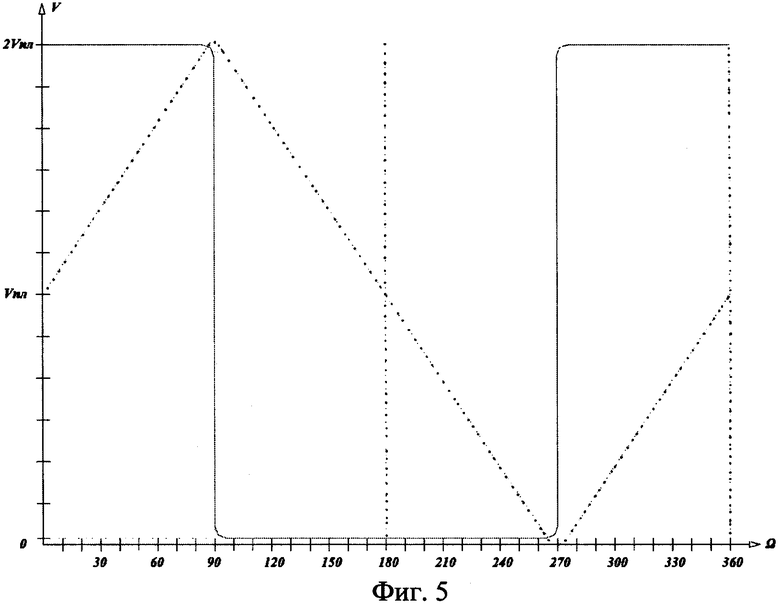
на Фиг.5 - угловая диаграмма скорости перемещения полотна заготовки.
Устройство тиснения и микроперфорации имеет систему валов 1 с приводом 2 протяжки полотна заготовки 3 полиграфической продукции, защищаемой от подделок. Оси валов 1 параллельны между собой и перпендикулярны одной вертикальной плоскости.
Устройство имеет блок верхней пуансонной статорной части 4 и блок нижней подвижной матричной части 5 устройства с установленными на них по своим посадочным местам с использованием прецизионных кондукторов (не показано) рабочими инструментами тиснения и микроперфорации в виде матриц тиснения и пуансонов микроперфорации (не показаны), закрепленных на верхней пуансонной статорной части 4, и матриц тиснения и матриц микроперфорации (не показаны), закрепленных на нижней подвижной матричной части 5.
Между верхней пуансонной статорной частью 4, нижней подвижной матричной частью 5 устройства пропущено полотно заготовки 3.
Устройство снабжено подвижной кареткой 6, установленной с возможностью совершения непрерывных возвратно-поступательных движений в горизонтальной плоскости и обеспечения стартстопного поступательного движения полотна заготовки 3 в зоне рабочих инструментов тиснения и микроперфорации.
Подвижная каретка 6 выполнена в виде системы двух валов 7, оси которых параллельны между собой и расположены в одной горизонтальной плоскости. Валы 7 жестко соединены между собой и снабжены приводом (не показан).
Кривошипно-шатунный механизм 8 взаимодействует с нижней подвижной матричной частью 5 и преобразует вращательное движение кривошипа 9 в возвратно-поступательное движение нижней подвижной матричной части 5.
В самой же нижней подвижной матричной части 5 устройства, на которой установлены матрицы тиснения и матрицы микроперфорации (не показаны), со стороны поверхности, взаимодействующей с прилегающей поверхностью матриц, выполнены полости (не показано), соединенные между собой каналами в вакуумный коллектор с возможностью обеспечения сбора и последующего удаления отходов перфорации - сечки, а также с возможностью обеспечения равенства значений разрежения в полостях матриц микроперфорации.
Блок рабочих инструментов верхней пуансонной статорной части 4 для обеспечения фиксации полотна заготовки 3 непосредственно перед соприкосновением рабочих поверхностей пуансона и полотна заготовки 3 снабжен фиксирующей насадкой (не показана), выполненной в виде рамки, установленной с возможностью перемещения в вертикальной плоскости по направляющим, и подпружиненной со стороны корпуса верхней пуансонной статорной части 4 с образованием зазора между рамкой и корпусом верхней пуансонной статорной части 4 в фазе протяжки полотна заготовки 3, и взаимодействующей в процессе перфорации с полотном заготовки 3.
В устройстве тиснения и микроперфорации привод подвижной каретки 6 может быть выполнен в виде реверсивного серводвигателя.
В устройстве тиснения и микроперфорации устройство преобразования вращательного движения вала серводвигателя в возвратно-поступательные движения каретки может быть выполнено с использованием зубчатого ремня (не показано).
Устройство тиснения и микроперфорации может быть снабжено прецизионными атмосферными байпасами (не показаны) вентильного исполнения, регулирующими уровень разрежения в полости каждой из матриц и тем самым демпфирующими колебательные процессы в полотне заготовки 3 при изменении скоростей перемещения полотна заготовки 3 в вертикальной и горизонтальной плоскостях и обеспечивающими равенство значений разрежения в полостях всех матриц микроперфорации.
Устройство, раскрывающее и поясняющее способ микроперфорации и тиснения полиграфической продукции, защищаемой от подделок, функционирует следующим образом.
Примененный в устройстве способ тиснения и микроперфорации предусматривает механическое тиснение и механическую микроперфорацию по полотну заготовки 3.
Конструкция устройства предполагает возможность одновременного тиснения и микроперфорации по площади полотна заготовки 3 в пределах одного шага размером 609,6×520 мм при условии, что места тиснения и микроперфорации не совпадают.
Полотно заготовки 3 полиграфической продукции, защищаемой от подделок, с применением холодного тиснения и микроперфорации, протягивают по системе валов 1 проводки полотна заготовки, оси которых параллельны между собой и перпендикулярны одной вертикальной плоскости, через устройство холодного тиснения и микроперфорации.
Устройство холодного тиснения и микроперфорации имеет блок верхней пуансонной статорной части 4 и блок нижней подвижной матричной части 5 устройства с установленными на них по своим посадочным местам с использованием прецизионных кондукторов (не показано) рабочими инструментами тиснения и микроперфорации в виде матриц тиснения и пуансонов микроперфорации (не показаны), закрепленных на верхней пуансонной статорной части 4, и матриц тиснения и матриц микроперфорации (не показаны), закрепленных на нижней подвижной матричной части 5.
Между верхней пуансонной статорной частью 4, нижней подвижной матричной частью 5 устройства пропущено полотно заготовки 3.
Привод нижней подвижной матричной части 5 осуществляют с использованием взаимодействующего с ней кривошипно-шатунного механизма 8, преобразующего вращательное движение кривошипа 9 в возвратно-поступательное движение нижней подвижной матричной части 5.
Возвратно-поступательное движение нижней подвижной матричной части 5 передается от кривошипно-шатунного механизма 8, преобразующего вращательное движение кривошипа 9 в возвратно-поступательное.
Равномерная протяжка полотна заготовки 3 в направлении, указанном стрелками, и со скоростью, заданной оператором с пульта управления МГТ, осуществляется с помощью привода 2.
Далее полотно заготовки поступает на подвижную каретку 6. Каретка предназначена для обеспечения стартстопного (stop-and-go) поступательного движения полотна заготовки 3 в горизонтальной плоскости в зоне рабочих инструментов микроперфорации и тиснения. Каретка 6 выполнена в виде системы двух валов 7, оси которых параллельны между собой и расположены в одной горизонтальной плоскости, жестко соединенных между собой и снабженных приводом.
Каретка совершает возвратно-поступательные движения в горизонтальной плоскости. Привод каретки осуществляется от отдельного реверсивного серводвигателя, преобразование вращательных движений вала двигателя в возвратно-поступательные движения каретки осуществляется с помощью зубчатого ремня.
Перемещают полотно заготовки 3 с использованием подвижной каретки 6 так, что модуль скорости перемещения подвижной каретки 6 Vк устанавливают зависящим от скорости перемещения полотна заготовки 3 Vп и численно равным ей, как . Скорость перемещения участка полотна заготовки 3 в зоне рабочих инструментов Vпл задают как скорость, равную алгебраической сумме скоростей подвижной каретки 6 и полотна заготовки 3 Vпл=Vп+Vк. Скорость перемещения участка полотна заготовки 3 в зоне рабочих инструментов Vпл в фазе протяжки полотна заготовки 3 равна удвоенной скорости полотна заготовки 3 Vпл=Vп+Vп=2·Vп и скачкообразно изменяется от 0 в фазе тиснения до 2·Vпл в фазе протяжки полотна заготовки 3, где Vк - скорость перемещения подвижной каретки, при этом осуществляют непрерывную работу подвижной каретки, Vп - скорость перемещения полотна заготовки, Vпл - скорость перемещения участка полотна заготовки в зоне рабочих инструментов.
Важно отметить, что при этом осуществляют непрерывную работу подвижной каретки.
На Фиг.4 и Фиг.5 представлены иллюстрации приведенных выше формул.
Из представленных иллюстраций видно, что амплитуда «качаний» подвижной каретки 6 составляет 152,4 мм, а размах, соответственно - 304,8 мм, что составляет половину шага. Эта половина шага поступает за период фазы от 270° предыдущего цикла до 90° текущего цикла.
Скорость перемещения участка полотна заготовки 3 в зоне рабочих инструментов
Vпл почти скачкообразно изменяется от 0 в фазе тиснения до 2·Vпл в фазе протяжки полотна заготовки 3, следовательно, за рабочий цикл полотно заготовки 3 перемещается на длину двойного размаха подвижной каретки 6, т.е. на длину шага.
Блок верхней пуансонной статорной части 4 и блок нижней подвижной матричной части 5 устройства имеют установленные на них по своим посадочным местам с использованием прецизионных кондукторов рабочие инструменты тиснения и микроперфорации в виде матриц тиснения и пуансонов микроперфорации (не показаны), закрепленных на верхней пуансонной статорной части 4, и матриц тиснения и матриц микроперфорации (не показаны), закрепленных на нижней подвижной матричной части 5.
Прецизионное позиционирование обеспечено верхней пуансонной статорной частью 4 и нижней подвижной матричной частью 5 устройства, представляющей собой массивную стальную плиту, перемещающуюся относительно верхней пуансонной статорной части 4 и по четырем цилиндрическим направляющим, снабженным осевыми шариковыми подшипниками.
Матрицы представляют собой пластины со сквозными отверстиями, изготовленные из прочной инструментальной стали.
В нижней подвижной матричной части 5 устройства, на которой установлены матрицы тиснения и матрицы микроперфорации, со стороны поверхности, взаимодействующей с прилегающей поверхностью матриц, выполнены полости, соединенные между собой каналами в вакуумный коллектор с возможностью обеспечения сбора и последующего удаления отходов перфорации - сечки, а также с возможностью обеспечения равенства значений разрежения в полостях матриц микроперфорации.
Разрежение в вакуумном коллекторе создается с помощью промышленного пылесоса. Ввиду того, что разрежение, кроме удаления сечки, необходимо для охлаждения матриц и дополнительного демпфирования колебательных процессов при изменении скоростей перемещения полотна заготовки 3, необходимо обеспечить равенство значений разрежения в полостях всех матриц. Регулировка уровня разрежения в полости каждой из матриц осуществляется с помощью прецизионных атмосферных байпасов вентильного исполнения.
Далее, в процессе, фиксируют полотно заготовки 3 непосредственно перед соприкосновением рабочих поверхностей пуансона и полотна заготовки 3 фиксирующей насадкой. Фиксирующая насадка представляет собой рамку, перемещаемую по направляющим в осевых направлениях пуансонов (вертикальной плоскости). В исходном состоянии рамка под воздействием пружин отдалена от верхней пуансонной статорной части 4. По мере приближения нижней подвижной матричной части 5 устройства к верхней пуансонной статорной части 4 полотно заготовки 3 первоначально соприкасается с поверхностью фиксирующей насадки.
Под воздействием вакуума в отверстиях и сил сжатия пружин демпфируются переходные процессы колебаний полотна заготовки 3 в вертикальной и горизонтальной плоскостях. При дальнейшем перемещении нижней подвижной матричной части 5 устройства в направлении т.н. «верхней мертвой точки» полотно заготовки 3 надежно фиксируется относительно рабочего инструмента, затем происходит перфорация и/или тиснение.
При перемещении нижней подвижной матричной части 5 устройства в направлении т.н. «нижней мертвой точки» происходит обратный процесс: сначала пуансоны выходят из зацепления с полотном заготовки, затем фиксирующая насадка выходит из соприкосновения с полотном. Таким образом гарантируется четкость процесса перфорации и предотвращается опасность поломки пуансонов и/или разрыва полотна.
В конструкции устройства тиснения и микроперфорации полиграфической продукции, защищаемой от подделок, применены традиционные конструкционные материалы, поэтому оно может быть изготовлено в условиях обычного серийного производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕГО НАНЕСЕНИЯ ГОЛОГРАММ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2363591C1 |
| СПОСОБ ОБЪЕМНОГО ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2014 |
|
RU2572268C1 |
| Устройство для высадки | 1981 |
|
SU996027A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ФИКСИРОВАННОЙ КРОМКИ ТЕКСТИЛЬНЫХ ПОЛОТЕН | 1994 |
|
RU2096544C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2012 |
|
RU2510308C1 |
| МНОГОФУНКЦИОНАЛЬНАЯ ГИДРАВЛИЧЕСКАЯ ГОЛОВКА ДЛЯ ПРИМЕНЕНИЯ В СТАНКАХ ДЛЯ ЗАГИБА И ФОРМОВАНИЯ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2005 |
|
RU2385197C2 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 1988 |
|
RU2036046C1 |
| Устройство а.ю.мотузаса для печа-ТАНия шРифТОМ бРАйля | 1979 |
|
SU821217A1 |
| Устройство для удаления цилиндрических заготовок из-под пресса | 1988 |
|
SU1590380A1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1995 |
|
RU2054992C1 |

Изобретение относится к области полиграфической продукции и может быть использовано при изготовлении полиграфической продукции, защищаемой от подделок, с применением микроперфорации и/или тиснения. Устройство тиснения и микроперфорации содержит систему валов с приводом протяжки полотна заготовки полиграфической продукции, защищаемой от подделок, с применением холодного тиснения и микроперфорации. Оси валов параллельны между собой и перпендикулярны одной вертикальной плоскости. Блок верхней пуансонной статорной части и блок нижней подвижной матричной части устройства содержат установленные на них по своим посадочным местам с использованием прецизионных кондукторов рабочими инструментами тиснения и микроперфорации в виде матриц тиснения и пуансонов микроперфорации, закрепленных на верхней пуансонной статорной части, и матриц тиснения и матриц микроперфорации, закрепленных на нижней подвижной матричной части, между которыми пропущено полотно заготовки. Подвижная каретка установлена с возможностью совершения непрерывных возвратно-поступательных движений в горизонтальной плоскости и обеспечения стартстопного поступательного движения полотна заготовки в зоне рабочих инструментов тиснения и микроперфорации. Каретка выполнена в виде системы двух валов, оси которых параллельны между собой и расположены в одной горизонтальной плоскости. Валы жестко соединены между собой и снабжены приводом. Кривошипно-шатунный механизм взаимодействует с нижней подвижной матричной частью и преобразует вращательное движение кривошипа в возвратно-поступательное движение нижней подвижной матричной части. В нижней подвижной матричной части устройства, на которой установлены матрицы тиснения и матрицы микроперфорации, со стороны поверхности, взаимодействующей с прилегающей поверхностью матриц, выполнены полости, соединенные между собой каналами в вакуумный коллектор с возможностью обеспечения сбора и последующего удаления отходов перфорации - сечки, а также с возможностью обеспечения равенства значений разрежения в полостях матриц микроперфорации. При этом блок рабочих инструментов верхней пуансонной статорной части для обеспечения фиксации полотна заготовки непосредственно перед соприкосновением рабочих поверхностей пуансона и полотна заготовки снабжен фиксирующей насадкой, выполненной в виде рамки, установленной с возможностью перемещения в вертикальной плоскости по направляющим, и подпружиненной со стороны корпуса верхней пуансонной статорной части с образованием зазора между рамкой и корпусом верхней пуансонной статорной части в фазе протяжки полотна заготовки, и взаимодействующей в процессе перфорации с полотном заготовки. Предложенные изобретения обеспечивают повышение степени защиты полиграфической продукции, улучшение технологичности, а также повышение скорости, точности и надежности процесса нанесения тиснения и выполнения микроперфорации. 2 н. и 3 з.п. ф-лы, 5 ил.
1. Способ тиснения и микроперфорации, заключающийся в том, что полотно заготовки полиграфической продукции, защищаемой от подделок с применением холодного тиснения и микроперфорации, протягивают по системе валов проводки полотна заготовки, оси которых параллельны между собой и перпендикулярны одной вертикальной плоскости, через устройство холодного тиснения и микроперфорации, имеющее блок верхней пуансонной статорной части и блок нижней подвижной матричной части, с установленными на них по своим посадочным местам с использованием прецизионных кондукторов рабочими инструментами тиснения и микроперфорации в виде матриц тиснения и пуансонов микроперфорации, закрепленных на верхней пуансонной статорной части, и матриц тиснения и матриц микроперфорации, закрепленных на нижней подвижной матричной части, между которыми пропущено полотно заготовки, перемещают полотно заготовки с использованием подвижной каретки, установленной с возможностью совершения возвратно-поступательных движений в горизонтальной плоскости и обеспечения старт-стопного поступательного движения полотна заготовки в зоне рабочих инструментов тиснения и микроперфорации, и выполненную в виде системы двух валов, оси которых параллельны между собой и расположены в одной горизонтальной плоскости, жестко соединенных между собой и снабженных приводом, так, что модуль скорости перемещения подвижной каретки Vк устанавливают зависящим от скорости перемещения полотна заготовки Vп и численно равным ей, как , а скорость перемещения участка полотна заготовки в зоне рабочих инструментов Vпл задают как скорость, равную алгебраической сумме скоростей подвижной каретки и полотна заготовки Vпл=Vп+Vк так, что скорость перемещения участка полотна заготовки в зоне рабочих инструментов Vпл в фазе протяжки полотна заготовки равна удвоенной скорости полотна заготовки Vпл=Vп+Vп=2·Vп и скачкообразно изменяется от 0 в фазе тиснения до 2·Vпл в фазе протяжки полотна заготовки, где Vк - скорость перемещения подвижной каретки, при этом осуществляют непрерывную работу подвижной каретки, Vп - скорость перемещения полотна заготовки, Vпл - скорость перемещения участка полотна заготовки в зоне рабочих инструментов, при этом осуществляют непрерывную работу подвижной каретки, фиксируют полотно заготовки непосредственно перед соприкосновением рабочих поверхностей пуансона и полотна заготовки фиксирующей насадкой, выполненной в виде рамки, установленной с возможностью перемещения в вертикальной плоскости по направляющим в осевых направлениях пуансонов, и подпружиненной со стороны корпуса верхней пуансонной статорной части с образованием зазора между рамкой и корпусом верхней пуансонной статорной части в фазе протяжки полотна заготовки, фиксируют полотно заготовки относительно рабочего инструмента холодного тиснения и микроперфорации, проводят холодное тиснение и/или перфорацию полотна заготовки рабочими инструментами тиснения и микроперфорации в виде матриц тиснения и пуансонов микроперфорации, взаимодействующих в процессе холодного тиснения и микроперфорации с матрицами тиснения и матрицами микроперфорации, с одновременным обеспечением равенства значений разрежения в полостях матриц микроперфорации, демпфируя колебательные процессы в полотне заготовки в вертикальной и горизонтальной плоскостях при изменении скоростей перемещения полотна заготовки, с использованием вакуумного коллектора, образованного соединенными между собой каналами, выполненными в нижней подвижной матричной части устройства, со стороны поверхности, взаимодействующей с прилегающей поверхностью матриц, и осуществляют сбор отходов перфорации - сечки с последующим их удалением с использованием того же вакуумного коллектора, при этом, привод нижней подвижной матричной части осуществляют с использованием взаимодействующего с ней кривощипно-щатунного механизма, преобразующего вращательное движение кривошипа в возвратно-поступательное движение нижней подвижной матричной части.
2. Устройство тиснения и микроперфорации, содержащее систему валов с приводом протяжки полотна заготовки полиграфической продукции, защищаемой от подделок с применением холодного тиснения и микроперфорации, оси которых параллельны между собой и перпендикулярны одной вертикальной плоскости, блок верхней пуансонной статорной части и блок нижней подвижной матричной части устройства с установленными на них по своим посадочным местам с использованием прецизионных кондукторов рабочими инструментами тиснения и микроперфорации в виде матриц тиснения и пуансонов микроперфорации, закрепленных на верхней пуансонной статорной части, и матриц тиснения и матриц микроперфорации, закрепленных на нижней подвижной матричной части, между которыми пропущено полотно заготовки, подвижную каретку, установленную с возможностью совершения непрерывных возвратно-поступательных движений в горизонтальной плоскости, и обеспечения старт-стопного поступательного движения полотна заготовки в зоне рабочих инструментов тиснения и микроперфорации, и выполненную в виде системы двух валов, оси которых параллельны между собой и расположены в одной горизонтальной плоскости, жестко соединенных между собой и снабженных приводом, кривошипно-шатунный механизм, взаимодействующий с нижней подвижной матричной частью, и преобразующий вращательное движение кривошипа в возвратно-поступательное движение нижней подвижной матричной части, при этом, в нижней подвижной матричной части устройства, на которой установлены матрицы тиснения и матрицы микроперфорации, со стороны поверхности, взаимодействующей с прилегающей поверхностью матриц, выполнены полости, соединенные между собой каналами в вакуумный коллектор с возможностью обеспечения сбора и последующего удаления отходов перфорации - сечки, а также с возможностью обеспечения равенства значений разрежения в полостях матриц микроперфорации, причем, блок рабочих инструментов верхней пуансонной статорной части для обеспечения фиксации полотна заготовки непосредственно перед соприкосновением рабочих поверхностей пуансона и полотна заготовки снабжен фиксирующей насадкой, выполненной в виде рамки, установленной с возможностью перемещения в вертикальной плоскости по направляющим, и подпружиненной со стороны корпуса верхней пуансонной статорной части с образованием зазора между рамкой и корпусом верхней пуансонной статорной части в фазе протяжки полотна заготовки, и взаимодействующей в процессе перфорации с полотном заготовки.
3. Устройство тиснения и микроперфорации по п.2, отличающееся тем, что привод подвижной каретки выполнен в виде реверсивного серводвигателя.
4. Устройство тиснения и микроперфорации по п.2, отличающееся тем, что устройство преобразования вращательного движения вала серводвигателя в возвратно-поступательные движения каретки выполнено с использованием зубчатого ремня.
5. Устройство тиснения и микроперфорации по п.2, отличающееся тем, что оно снабжено прецензионными атмосферными байпасами вентильного исполнения, регулирующими уровень разрежения в полости каждой из матриц и, тем самым, демпфирующими колебательные процессы в полотне заготовки при изменении скоростей перемещения полотна заготовки в вертикальной и горизонтальной плоскостях и обеспечивающими равенство значений разрежения в полостях всех матриц микроперфорации.
| WO 9633121 A1, 24.10.1996 | |||
| РУЛОН ЛИСТОВОГО МАТЕРИАЛА, СПОСОБ ФОРМИРОВАНИЯ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1994 |
|
RU2091288C1 |
| Потоковый скважинный генератор | 2023 |
|
RU2825171C1 |
| ЗАЩИЩЕННЫЙ ДОКУМЕНТ С ЗАЩИТНОЙ МАРКИРОВКОЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2149104C1 |
| Способ тампонажа буровых скважин | 1938 |
|
SU55331A1 |

