Изобретение относится к обработке материалов давлением и касается способов изготовления изделий прессованием, которые могут быть использованы при обработке как пористых, так и компактных материалов.
Известен способ обработки материалов, включающий нагрев заготовки, деформирование ее путем воздействия пуансоном на ее торец с возвратно-поступательным перемещением ее в канале постоянного сечения, состоящем из двух участков, расположенных один относительно другого под углом 2-6о, при воздействии на заготовку со стороны другого торца противодавления [1]
Недостатком способа является низкое качество изделия из-за неравномерной проработки структуры металла заготовки в поперечном направлении, так как в этом направлении материал накапливает неодинаковую степень деформации сдвига, и эта неравномерность увеличивается с ростом количества циклов, возвратно-поступательных движений заготовки в каналах, а при обработке пористых материалов наблюдается неравномерное распределение плотности по поперечному сечению изделия.
Наиболее близким к изобретению является способ обработки металлов, заключающийся в приложении основного деформирующего усилия к верхнему торцу заготовки дополнительного усилия, перпендикулярного основному, к боковой поверхности заготовки с последующим выдавливанием материала заготовки в каналы инструмента [2]
Недостатком данного способа является низкое качество изделия из-за неравномерности проработки структуры материала заготовки по длине, так как деформация переднего конца заготовки по длине происходит под действием только в основном гидростатики с малой дозой сдвиговой деформации в отличии от всего объема заготовки.
Целью изобретения является повышение качества получаемых деталей за счет повышения равномерности свойств материала по их длине.
Это достигается тем, что в способе обработки металлов и порошковых материалов, заключающемся в приложении деформирующего усилия к верхнему торцу заготовки дополнительного усилия, перпендикулярного основному, к боковой поверхности заготовки с последующим выдавливанием материала в каналы инструмента, согласно изобретению выдавливание материала осуществляют в направлении, параллельном направлении приложения основного деформирующего усилия, при этом перемещение материала заготовки в зоне ее нижнего торца производят со скоростью, определяемой из зависимости:
vз λvп где Vз скорость перемещения материала у нижнего торца заготовки, м/с;
λvп где Vз скорость перемещения материала у нижнего торца заготовки, м/с;
Vп скорость перемещения материала у верхнего торца заготовки, м/с;
ρo, ρк- соответственно относительная исходная и конечная плотность материала заготовки, кг/м3;
λ- степень вытяжки, определяемая из условия;
λ  , где lo исходная ширина заготовки, мм;
, где lo исходная ширина заготовки, мм;
l1 текущая ширина недеформированной части заготовки за фиксированный промежуток времени, мм.
Качественная проработка объема материала заготовки в продольном и поперечном направлениях обуславливается равномерной деформацией его структуры пластическим сдвигом, действие которого происходит одновременно в двух взаимно перпендикулярных плоскостях, совпадающих с направлениями перемещения пуансона и стенок контейнера.
Основное соотношение между скоростью движения заготовки в направлении, перпендикулярном осевому направлению деформирования (боковая скорость заготовки), и скоростью движения пуансона (осевая скорость верхнего торца заготовки), определяется из условия полного заполнения материалом заготовки, образующегося в результате перемещения стенок контейнера канала с учетом изменения относительной плотности заготовки:
vб vп, где lo исходная ширина заготовки, мм;
vп, где lo исходная ширина заготовки, мм;
ho исходная высота заготовки, мм.
В случае, когда 
 будет происходит сдвиг одновременно в двух направлениях во всем объеме заготовки.
будет происходит сдвиг одновременно в двух направлениях во всем объеме заготовки.
При  >
>  преимущественно сдвиг имеет место в направлении перемещения пуансона.
преимущественно сдвиг имеет место в направлении перемещения пуансона.
При  <
<  преимущественно сдвиг имеет место в направлении, перпендикулярном направлению перемещения пуансона.
преимущественно сдвиг имеет место в направлении, перпендикулярном направлению перемещения пуансона.
Скорость перемещения металла у нижнего торца заготовки (опорной части) Vз зависит от величины вытяжки, относительной плотности заготовки и скорости перемещения пуансона). В свою очередь степень вытяжки прямо пропорциональна скорости перемещения заготовки в направлении, перпендикулярна скорости перемещения заготовки в направлении, перпендикулярном осевому усилию деформирования и изменяется в пределах от∞ до 1. В начале прессования степень вытяжки равна ∞, в конце единице, так как в случае отсутствия скорости перемещения боковой поверхности заготовки l1=0 и λ=1 когда vз vп а при l1=lo; λ=∞.
vп а при l1=lo; λ=∞.
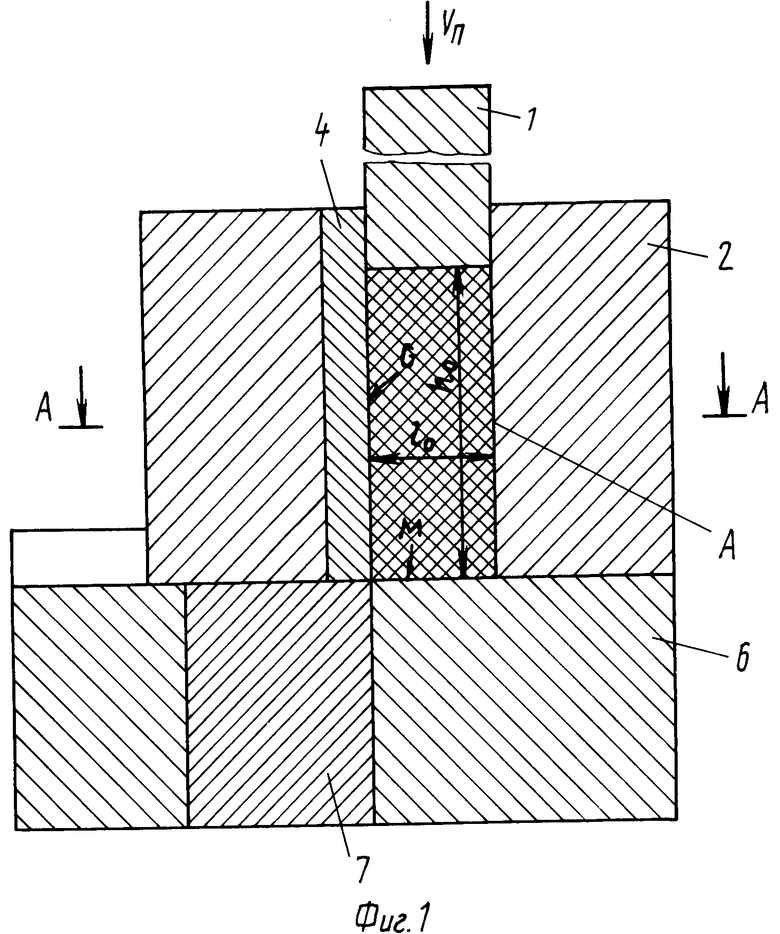
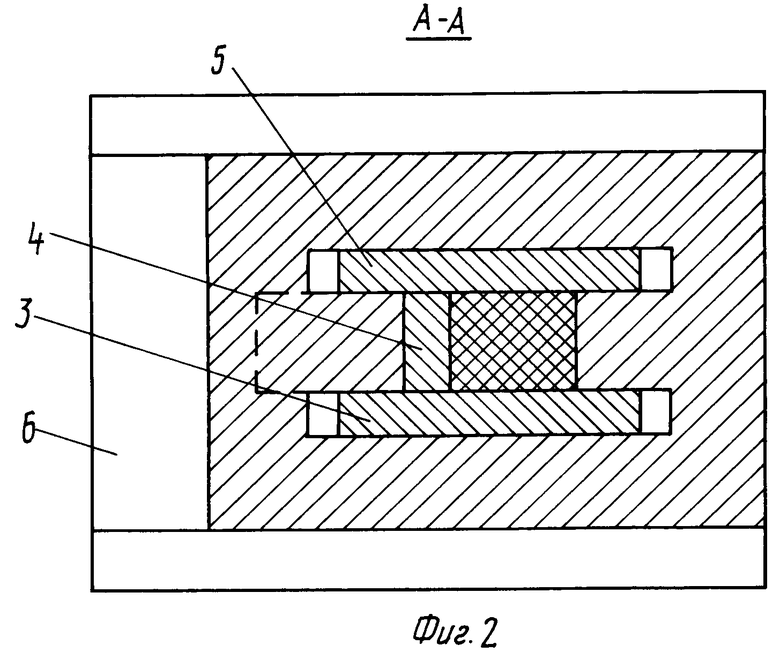
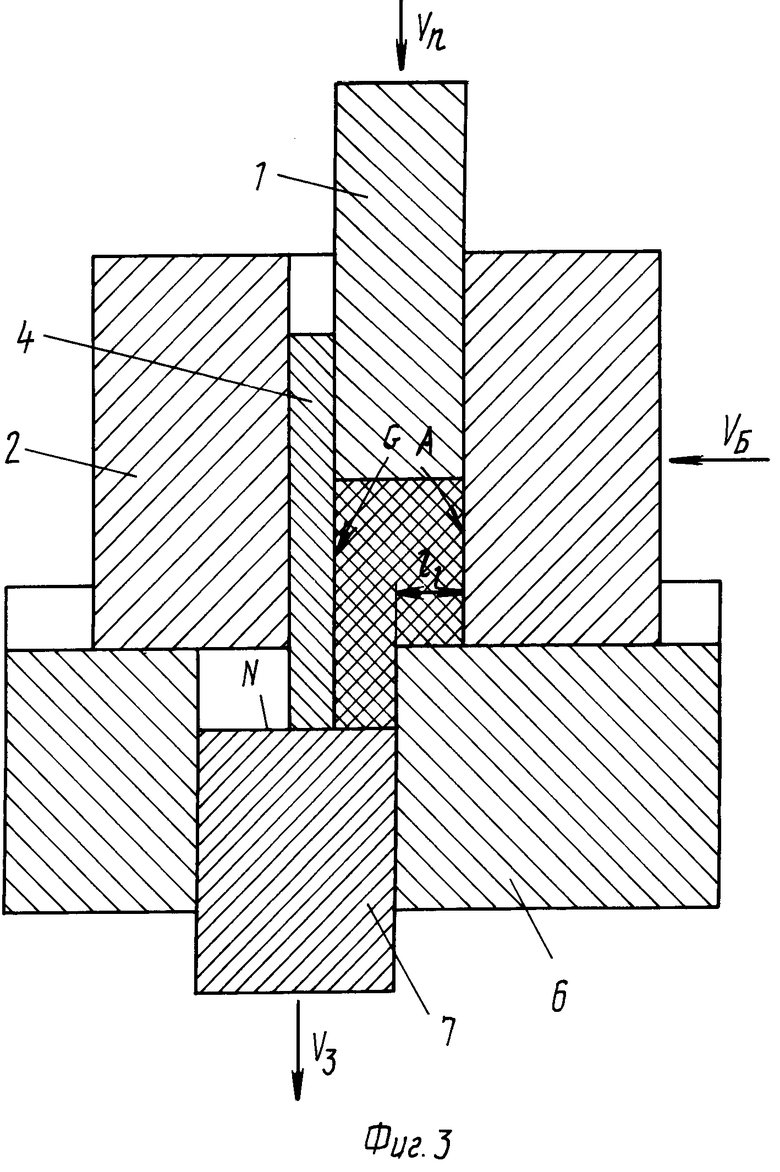
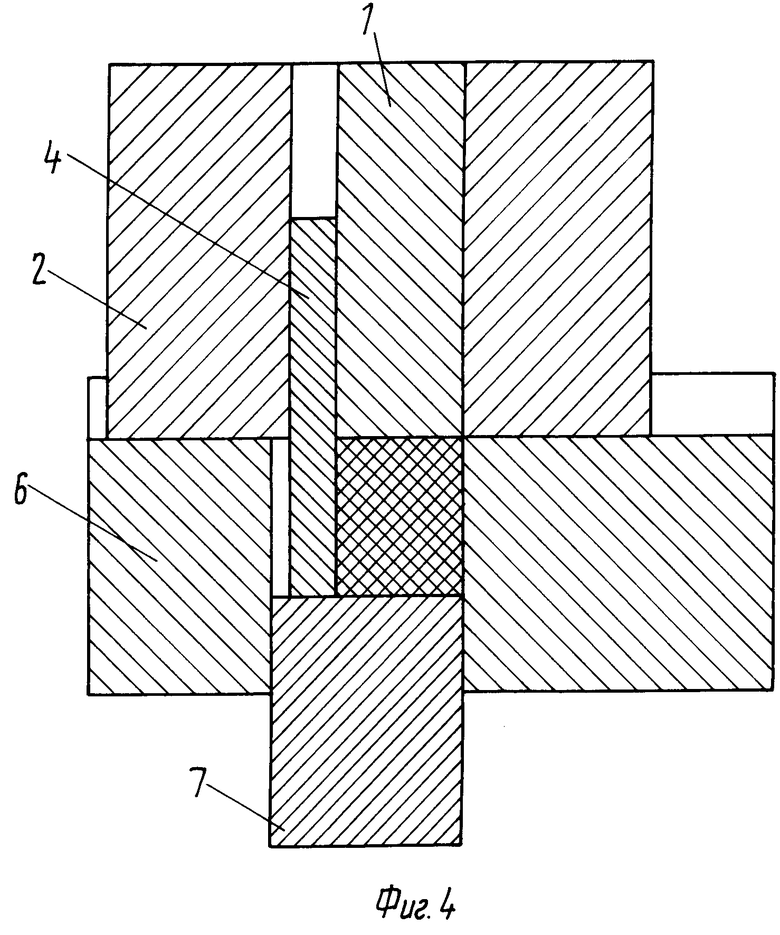
На фиг. 1 показана схема осуществления предлагаемого способа, начальное положение; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 промежуточное положение; на фиг. 4 конечное положение.
Способ осуществляют в устройстве, которое включает пуансон 1 для приложения деформирующего усилия, контейнер 2, выполненный с возможностью перемещения в направлении, перпендикулярном направлению приложения деформирующего усилия.
В полости контейнера установлены планки 3-5 создающие совместно с участком внутренней поверхности А контейнера 2 полость для размещения заготовки. Планки 3-5 выполнены с возможностью перемещения совместно с контейнером и с возможностью одновременного перемещения в направлении параллельном направлению деформирующего усилия. Контейнер установлен на основании 6, в котором выполнен канал, где размещен выталкиватель 7, выполненный с возможностью упругого перемещения в направлении приложения деформирующего усилия, и выполняет роль силового подпора. Планка 4 трения установлена на рабочую поверхность выталкивателя 7, планки 3 и 5 трения могут быть выполнены по двум вариантам, либо как планка 4 трения установлены на рабочей поверхности выталкивателя, либо контактировать с его боковой поверхностью и в процессе работы устройства перемещаясь в направлении перемещения выталкивателя со скоростью меньшей, равной или большей скорости перемещения выталкивателя.
Скорость перемещения планки 4, расположенной напротив стенки контейнера, со стороны которой прикладывают дополнительное давление, должна быть равна скорости перемещения выталкивателя, т.е. планка 4 установлена на выталкивателе 7. Кроме того, планка 4 имеет возможность скользить по рабочей поверхности выталкивателя в направлении, перпендикулярном направлению перемещения пуансона, а именно к направлении действия прикладываемого дополнительного бокового давления, перемещающего стенку контейнера со скоростью V5.
Если скорость перемещения планки 5 в направлении, параллельном направлению, приложенному рабочему давлению, будет меньше скорости перемещения выталкивателя 7, то в образованный между ними зазор будет перетекать прессуемая масса материала заготовки. Это, с одной стороны, приведет к тому, что будет достигнута заданная форма и качество конечного изделия.
Скорости перемещения двух других планок трения 3 и 5 в направлении рабочего хода пуансона, рабочие плоскости которых участвуют в образовании полости для размещения заготовки, могут быть меньше, равны или больше скорости перемещения выталкивателя V3 (скорость перемещения нижнего торца заготовки).
Оптимальной считается величина скорости перемещения двух боковых планок 3 и 5 трения, равная 1,3-2 скорости перемещения выталкивателя 7. Увеличение или уменьшение скорости перемещения планок 3 и 5 трения по отношению к скорости перемещения выталкивателя 7 не изменяет качественной картины работы сил внешнего трения и считается нецелесообразным. В указанном же интервале скоростей V3,5= (1,3+2)V4внешние силы трения, действующие между материалом заготовки и планками трения из реактивных сил, препятствующих уплотнению, преобразуются в активные силы способствующих интенсивной проработке наружной боковой поверхности заготовки.
Способ осуществляют следующим образом.
Заготовку (фиг. 1, 2) размещают во внутренней рабочей полости, образованной планками 3, 4, 5 и контейнером 2. При этом она своим нижним торцом опирается на плоскость М неподвижного основания 6. На другую, верхнюю торцовую поверхность заготовки устанавливают пуансон 1 и производят предварительное уплотнение материала заготовки. Затем к боковой поверхности заготовки прикладывают дополнительное усилие, т.е. контейнеру 2 сообщают скорость Vб, исходя из условия что vб vп, где Vп скорость перемещения металла заготовки у верхнего торца (скорость пуансона); lo, ho габаритные размеры заготовки после ее подпрессовки. Скорость пуансона Vпрегистрируют по скорости перемещения рабочего хода ползуна прессового оборудования.
vп, где Vп скорость перемещения металла заготовки у верхнего торца (скорость пуансона); lo, ho габаритные размеры заготовки после ее подпрессовки. Скорость пуансона Vпрегистрируют по скорости перемещения рабочего хода ползуна прессового оборудования.
В момент, когда рабочая плоскость G планки 4 начнет перемещаться по рабочей поверхности N выталкивателя 7, силовая система последнего начнет испытывать давление, оказываемое материалом заготовки, сжимаемым под действием деформирующих ее сил приложенных к ней через пуансон. При возникновении на рабочей поверхности выталкивателя 7 сил, близких к пределу текучести материала заготовки, он начинает перемещаться в направлении рабочего хода пуансона 1, сохраняя при этом заданную величину противодавления. Планка трения 4 опирающаяся на рабочую поверхность N выталкивателя 7, имеет возможность перемещаться в двух взаимно перпендикулярных направлениях. Первое направление совпадает с направлением перемещения контейнера, второе в направлении рабочего хода пуансона. Две другие, боковые планки 3 и 5 имеют возможность либо перемещаться только в направлении рабочего хода пуансона, либо так же как и планка трения 4 в двух взаимно перпендикулярных направлениях.
Например, можно планки 3 и 5 установить свободно, тогда они будут стремиться перемещаться со скоростью перемещения тех слоев заготовки, которые будут иметь наиболее интенсивную степень деформации (в случае прессования многослойных системы это будут слои, материал которых имеет наименьшую насыпную плотность), в частности нижних, вследствие наложения сдвиговых деформаций, связанных с вытяжкой материала. Можно также планки 3 и 5 перемещать принудительно в диапазоне скоростей, а именно 1,3-2 скорости перемещения выталкивателя.
В результате приложенного усилия со стороны пуансона 1 и контейнера 2 происходит выдавливание материала заготовки из рабочей полости, образованной планками 3, 4, 5 и контейнером 2, в рабочую полость нижнего основания 6 параллельной исходной полости.
При этом происходит уплотнение материала заготовки в осевом направлении с одновременным наложением сдвиговых деформаций в двух взаимно перпендикулярных направлениях. Наличие двухсторонней сдвиговой деформации в сочетании с активными силами трения обуславливает качественную проработку структуры материала заготовки и приводит к уменьшению усилия деформирования, а следовательно, и уменьшению мощности прессового оборудования, повышению стойкости деформирующего инструмента.
По окончании процесса прессования производят удаление изделий из рабочей полости основания с помощью выталкивателя 7.
Предлагаемым способом можно обрабатывать как порошковый, так и монолитный материал.
П р и м е р. Для получения брусков из синтетического твердосплавного инструментального материала, например, марки СТИМ-3Б/3 размером 30х40х80 мм использовали материал следующего химического состава, мас. Титан ПТМ 57,6 Хром ПХIС 13,4 Углерод ПМ-15ТС 16,6 Нихром ПХ20НВО 12,4
Исходная относительная плотность брикетов составила 50160% размеры брикетов 30х40хх160 мм. Перед деформированием заготовку инициировали тепловым потоком, образованным нагревом электрической спирали. Скорость распространения волны синтеза в брикете составила 1,4 см/с, время горения брикета около 12 с.
После окончания горения произвели временную задержку прессования, равную 3,1-4,0 с, после чего начали перемещать пуансон в направлении рабочего хода. При создании продуктов синтеза сопротивление деформированию, равно 10 МПа, начали осуществлять боковое перемещение верхней части составного контейнера. Скорость перемещения пуансона Vпcоставила 12,5 мм/с, скорость перемещения контейнера была рассчитана из формулы
vб vп, и составила 31 мм/с.
vп, и составила 31 мм/с.
Когда давление на пуансоне составило 50 МПа начал перемещаться подпор, скорость перемещения которого составила V3=200-15 мм/с.
По окончании прессования заготовку извлекли из устройства и уложили в печь, имеющую температуру 500оС, после двухчасовой выдержки заготовку охлаждали на воздухе.
После охлаждения конечная относительная плотность образцов, вырезанных из различных слоев бруска составляла 100% Разброс замеров микротвердости образцов не превышал 1% что свидетельствует о равномерной проработке структуры. Исследование микроструктуры показало равномерность распределения физико-механических свойств по всему объему бруска. Физико-механические свойства бруска составили: Плотность, г/см3 5,6 Твердость, НRA 95
Предел прочности на изгиб, кгс/мм2 120
Ударная вязкость, кгс м/см2 0,15
Физико-механические характеристики полученного изделия увеличены более, чем на 2% Уровень механических свойств полностью соответствует заданному. Полученные изделия были использованы в качестве правильных брусков и ножей для резки листового материала из нержавеющей стали и фольги легких цветных металлов, а также в качестве режущих пластин при обработке резанием особопрочных металлов типа ЭИ954. Стойкость ножей в 10 раз превышает стойкость известных вольфрамсодержащих твердых сплавов В15К6, ВК-6.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования изделий из порошков | 1988 |
|
SU1694341A1 |
| Способ получения изделий радиальным выдавливанием | 1986 |
|
SU1447508A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С ДВУМЯ БОКОВЫМИ ПАТРУБКАМИ | 1991 |
|
RU2021066C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМИ ПАТРУБКАМИ | 1991 |
|
RU2021067C1 |
| Способ штамповки изделий с наклонным к продольной оси боковым отростком | 1979 |
|
SU871976A1 |
| СПОСОБ НЕМОНОТОННОГО ДЕФОРМИРОВАНИЯ АНИЗОТРОПНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2021 |
|
RU2781869C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ НАРУЖНОГО ПАТРУБКА У ПОЛОЙ ЗАГОТОВКИ | 1987 |
|
RU2036736C1 |
| Способ и устройство для получения оболочки с переменной толщиной стенки по высоте | 2019 |
|
RU2707456C1 |
| Способ прессования изделий из порошкообразного материала | 1987 |
|
SU1475772A2 |
| ШТАМП ДЛЯ ФОРМОВКИ ЛОПАСТИ | 1995 |
|
RU2080234C1 |
Сущность изобретения: способ обработки металлов и порошковых материалов, заключается в приложении деформирующего усилия одновременно к верхнему торцу и боковой поверхности заготовки. Выдавливание осуществляют в направлении, параллельном направлению приложения основного деформирующего усилия, при этом перемещение материала заготовки в зоне ее нижнего торца производят со скоростью, определяемой из заданной зависимости. Качественная проработка объема заготовки в продольном и поперечном направлениях обуславливается равномерной деформацией структуры пластическим сдвигом, действие которого происходит одновременно в двух взаимно перпендикулярных плоскостях, совпадающих с направлениями перемещения пуансона и стенок контейнера. 4 ил.
СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ, заключающийся в приложении основного деформирующего усилия к верхнему торцу заготовки, дополнительного усилия, перпендикулярного основному, к боковой поверхности заготовки с последующим выдавливанием материала заготовки в каналы инструмента, отличающийся тем, что, с целью повышения качества получаемых изделий за счет повышения равномерности свойств материала по их длине, выдавливание материала осуществляют в направлении, параллельном направлению приложения основного деформирующего усилия, при этом перемещение материала заготовки в зоне ее нижнего торца производят со скоростью vз определяемой из зависимости
где vз скорость перемещения материала у нижнего торца заготовки, м/с;
vп скорость перемещения материала у верхнего торца заготовки, м/с;
ρo, ρк соответственно относительная исходная и конечная плотности материала заготовки, кг/м3;
λ степень вытяжки, определяемая из условия
где l0 исходная ширина заготовки, мм;
l1 текущая ширина недеформированной части заготовки за фиксированный промежуток времени, мм.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР N 1466108, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
