(5) УСТРОЙСТВО ДЛЯ ВЫСАДКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высадки трубчатых заготовок | 1986 |
|
SU1393518A1 |
| Устройство переноса заготовок к многопозиционным штамповочным автоматам | 1988 |
|
SU1503969A1 |
| Механизм переноса заготовок между позициями матриц | 1980 |
|
SU1006027A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| МНОГОПОЗИЦИОННЫЙ ХОЛОДНО-ВЫСАДОЧНЫЙ АВТОМАТ | 1973 |
|
SU378278A1 |
| Клиновой штамп для двухсторонней высадки стержневых деталей с головками | 1976 |
|
SU583855A1 |
| Устройство для подачи и удаления заготовок из рабочей зоны пресса | 1981 |
|
SU986550A1 |
| Автомат для двусторонней высадки | 1979 |
|
SU1107945A1 |
| Устройство для подачи заготовок на позицию высадки | 1985 |
|
SU1286334A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
. -..1. ::
Изобретение относится к обработке металлов давлением и может быть использовано для штамповки деталей из трубных заготовок типа ниппелей.
Известен холодновысадочный автомат для изготовления стержневых деталей из длинномерного материала, содержащий установленный -на станине матричный блок и соосно установленные на ползуне пресра пуансоны, а ,,о также механизм подачи заготовки и механизм переноса заготовок на позиции высадки 1.
Известно устройство для высадки, содержащее смонтированные на с:танин ,5 матричный блок и соосно установленные на ползуне пресса пуансоны, а также механизм переноса заготовок на позиц ии высадки, выполненный в виде захватов, связанных через кулачко-20 ао-рычажную систему с приводом возвратно-поступательного перемещения плоскости, перпендикулярной направлению прессования f2.
Однако данные устройства не обеспечивают точной ориентации трубной заготовки относительно высадочного инструмента, что снижает качество высадки.
Цель изобретения - повышение качества высадки трубных заготовок путем повышения точности ориентации их относительно высадочного инструмента.
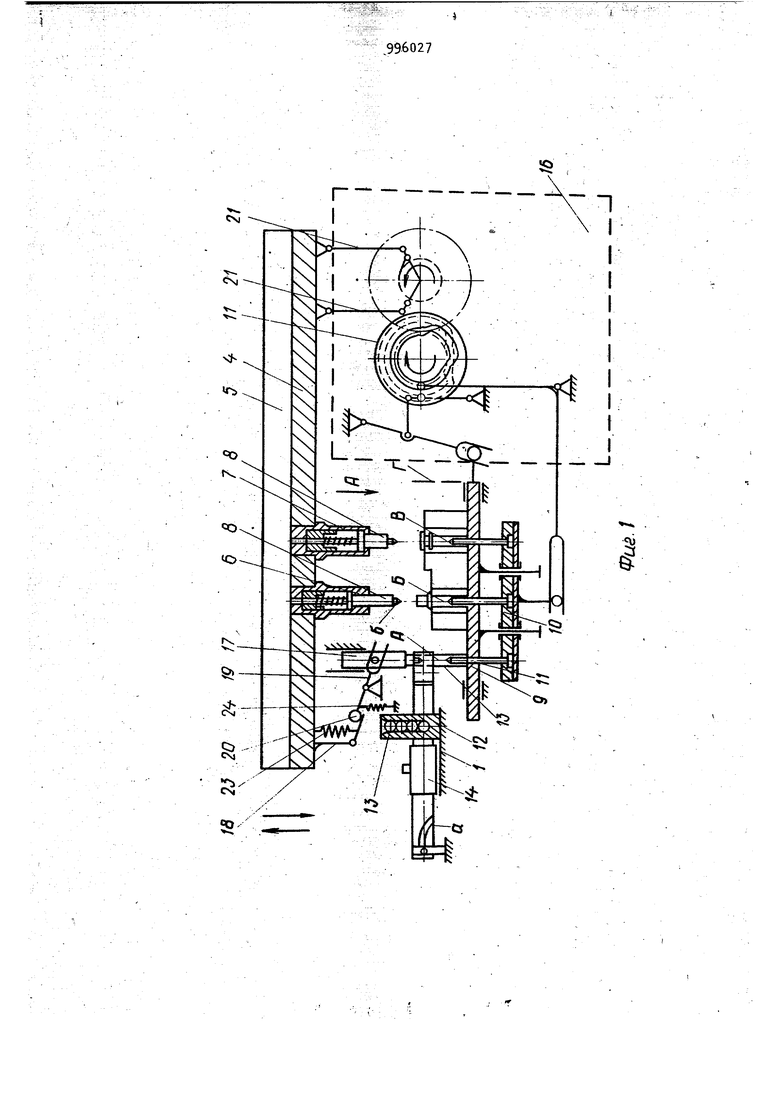
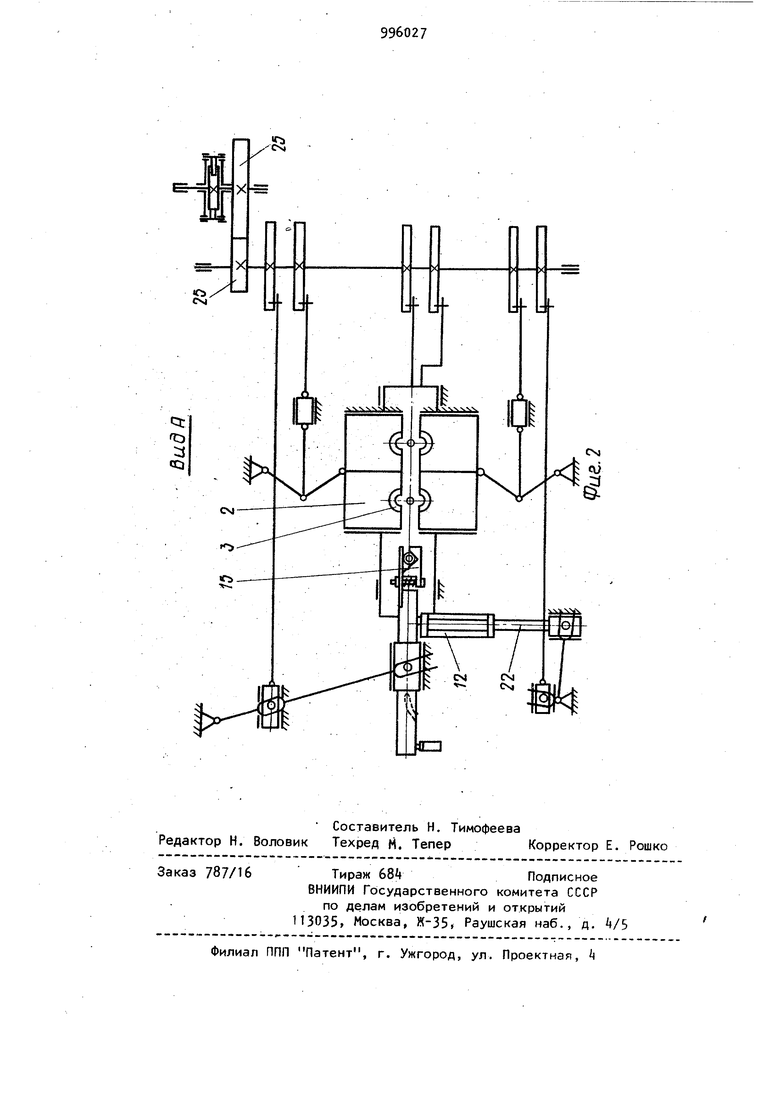
Поставленная цель достигается тем, что устройство для высадки, содержащее смонтированные на стёнине матричный блок и соосно установленные на плите ползуна пресса, а также механизм переноса заготовок на позиции высадки, выполненный в виде захватов, связанных через кулачковорычажную систему с приводом возвратно-поступательного перемещения в плоскости, перпендикулярной направлению прессования, снабжено располокенными на станине двумя параллельными плитами, связанными между собой с возможностью относительного перемещения в направлении прессованияj кинематически связанными с кулачков рычажной системой, которая соединен с параллельными плитами, при этом захваты выполнены в виде фиксирующи стержней, закрепленных на f ижнeй пЛ те и пропущенных через отверстия, в полненные в верхней плите. Кроме того, устройство снабжено механизмом установки заготовки на первую позицию высадки, выполненным в виде установленных на станине тол кателя с возможностью возвратно-поступательного перемещения в верти Кельном направлении и двуплечего ры чага, взаимодействующего одним плечом с толкателем, а другим подпружиненным относительно станины, а также подпружиненного одноплечего рычага, установленного на плите ползуна и взаимодействующего через ролик с под пружиненным плечом двуплечего рычага Кроме того, устройство снабжено выталкивателями, установленными в сквозных отверстиях, выполненных в пуансонах, при этом рабочая часть выталкивателей выполнена .ступенчатой г .. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг. 1. Устройство содержит смонтированные на станине 1 держатели 2, в которых жестко закреплены разъемные матрицы 3 а также соосно установленные на плите 4 ползуна 5 пуансоны 6 и 7, в отверстиях которых размещены выталкиватели 8 с возможност возвратно-поступательного перемещен в вертикальном направлении. На станине 1 устройства размещен механизм переноса деталей на позиции высадки содержащий параллельно расположенные верхнюю 9 и нижнюю 10 плиты, связан ные между собой и имеющие возможность перемещения друг относительно друга в вертикальном направлении, а также имеющие возможность одновременного возвратно-поступательного пе ремещения по направляющим в горизонтальной плоскости. На нижней плите 1 жестко установлены захваты,, выполненные в виде фиксирующих стержней 11, свободно прохоо.ящих через отверс тия в верхней плите 9- На станине та же установлен магазин 12 заготовок 13 и каретка , на которой закреплен клещевой захват 15, а также кулачково-рычажная система 16, служащая для перемещения механизмов устройства. Устройство содержит механизм установки заготовок 13 на первую позицию высадки, состоящий из толкателя 17, установленного на ртанине с возможностью возвратно-поступательного перемещения в вертикальном направлении, из подп1эужиненного одноплечего рычага 18, установленного на плите k ползуна 5 и двуплечего рычага 19, связанного одним плечом, с толкателем 17 а другим подпружиненным относительно станины плечом, контактирующим через ролик 20, с одноплечим рычагом 18. Рабочая часть толкателя 17 выполнена ступенчатой. На плите k ползуна 5 также установлены два шатуна 21 кинематически связанные с кулачково-рычажной системой 16 установки. Устройство работает следующим об-, разом. В исходном положении ползун 5 пресса находится в крайнем верхнем положении, матрицы 2 и 3 раздвинуты. Механизм переноса заготовок на позиции высадки находится в крайнем левом положении, при котором первый фиксирующий стержень 11 находится на позиции, А. Клещевой захват 15 находится на позиции А, толкатель17 опущен. Ползун пресса опускается вниз., Первым движется с помощью каретки 1 клещевой захват 15. Как только он оказывается напротив выходного отверстия Магазина 12, шиберный питатель 22 выталкивает в клещевой захват 15 заготовку 13 и возвращается назад. Клещевой захват 15 остается в крайнем левом положении с захваченной заготовкой а ожидании момента для перемещения ее на позицию А. Такой момент наступает при возвращении ползуна 5 пресса в свое крайнее верхнее положение. Захваченная заготовка i3 перемещается на позицию А и переворачивается из горизонтального положения в вертикальное. 8 самый последний момент цикла одноплечий рычаг 18 взаимодействует с роликом 20двуплечего рычага 19 м толкатель 17 опускается, своим рабочим концом проталкивая первую заготовку вниз и надевая ее на фик5сирующий стержень 11, Клещевой захват 15 отпускает заготовку 13. Во время первого цикла пуансоны, матрицы, механизм переноса заготовок на позиции высадки совершают холостые движения из-за отсутствия трубных заготовок на позициях высадки. Во время второго цикла ползун пре са опускается вниз, клещевой захват 15 движется -от позиции высадки А к магазину 12 за новой заготовкой 13, захватывает ее, и остается в ожидании, дальнейших перемещений. Ползун движется вниз, опускается вниз одноплечий рычаг 18. Усилие пружины 23 рычага 18 выбирается боль шим, чемусилие пружины 2k, поэтом/ первоначальное опускание плиты k вниз положение ролика 20 не изменяет Не изменяется и положение, толкателя 17, который своим концом удерживает заготовку от перекоса при перемещении клещевого захвата 15 влево, к магазину .12. Затем, по мере опускани одноплечего рычага 18, ролик 20 тоже опускается, толкатель 17 при этом поднимается, освобождая заготовку 13 Механизм переноса заготовок на позиции высадки перемещается в крайнее правое положение. При этом заготовка 13 оказывается на первой позиции формообразования Б Пуансоны опускаются. Выталкиватель 8 пуансона 6 своей заостренной нижней ступенью cf входит во внутреннюю полость заготовки и выравнивает ее. Выравнивание необходимо при работе с заготовками большой длины и малого диаметра, которые обладают малой устойчивостью и при наличии зазоров между внутренним диаметром заготовки 1 3 и наружным диамет ром фиксирующего стержня 11 значительно отклоняются от вертикального положения. После выравнивания заготовки 13 на позиции Б матрицы.2 и играющие также роль зажимов, смыкаются и наде но удерживают заготовку, В это врем нижняя плита 10 опускается вниз, а верхняя 9 остается на месте. Фиксирующие стержни 11 выходят из отверстий в верхней плите 9- Затем обе пли .ты 9 и 10 перемещаются влево, В еледующий момент нижняя плита 10 поднимается вверх и фиксирующие стержни 1 заходят в отверстия верхней плиты Э. При этом первый фиксирующий стержень 11 оказывается на позиции А, 7 второй на позиции Б, входящий во внутреннюю полость заготовки 13, третий на позиции В свободный. После установки механизма переноса заготовок на позиции высадки в свое крайнее левое положение, пуансон 6 при помощи выталкивателя: 8 совершает п.ервую формообразующую oneрацию заготовки 13, а пуансон 7 опус кается вхолостую. После этого ползун 5 пресса поднимается, поднимая пуансоны 6 и 7, выталкиватель 8 выталкивает отштампованную на позиции Б заготовку из выточки пуансона 6, но контакта с ней не прекращает до раскрытия разъемных матриц 2, после чего заостренная нижняя ступень б выталкивателя 8 выходит из внутренней полости отштампованной заготовки. При этом клещевой захват 15 и механизм установки заготовки на первую позицию высадки устанавливают новую заготовку 13 на позицию А. На ЭТОМ второй цикл работы устройства заканчивается. Во время третьего цикла первая заготовка передается на вторую позицию формообразования В и штампуется, а вторая заготовка на пегзую позицию формообразования Б. Во время четвертого цикла первая заготовка, представляющая собой готовую деталь, передается на позицию Г и удаляется из рабочей зоны устройства, BtopaH заготовка передается на позицию В, а третья на позицию Б. После заполнения всех позиций высадки устройство начинает выдавать готовые изделия непрерывно за каждый цикл. Перемещение всех узлов и механизмов устройства осуществляется от ползуна 5 пресса через кулачково-рычажную систему 16, связанную кинематически через шестерню 25 и шатуны 21 с плитой k ползуна. Предложенное устройство обеспечивает качественную высадку трубных заготовок путем повышения точности ориентации их относительно высадочного инструмента-с помощью фиксирующих стержней, выталкивателей со ступенчатой рабочей поверхностью и механизмом установки заготовки на первую по зицию высадки.
Формула изобретения
8
3- Устройство по п. 1, о т л и чающееся тем, что оно снабжено выталкивателями, установленными в сквозных отверстиях, выполненных в пуансонах, при этом рабочая часть выталкивателей выполнена ступенчатой
Источники информации, принятые во внимание при экспертизе
1
