Изобретение относится к литейному производству и может быть использовано для литья деталей с гранулярной бесдендритной структурой, например для литья дисковых заготовок, рабочих колес и сопловых аппаратов из никелевых сплавов.
Известен способ получения гранулярной структуры (см. И.С.Мирошниченко «Закалка из жидкого состояния», М.: «Металлургия», 1982 г.), который заключается в закалке расплава сверхскоростным охлаждением из жидкого состояния.
Недостатком данного способа является то, что этот способ не предназначен для получения литых деталей.
Известен способ получения литых деталей с гранулярной структурой (см. В.А.Никишин и др. «Производство точнолитых деталей из жаропрочных сплавов с гранулярной структурой», журнал «Литейное производство», №1, 2003 г.), включающий плавку шихтовой заготовки в плавильном индукторе и заливку формы расплавом в индукционной печи нагрева формы.
Недостатком указанного способа является возможное наличие в расплаве оплавленных частиц с дендритной структурой, что приводит к созданию в получаемой отливке дефектных областей и, соответственно, ухудшает механические свойства сплава и уменьшает долговечность отливки.
Технический результат заявленного способа - повышение уровня механических свойств сплава, а также повышение долговечности получаемых отливок.
Указанный технический результат достигается тем, что в способе получения литых деталей с гранулярной структурой, включающем плавку шихтовой заготовки в плавильном индукторе и заливку формы расплавом в индукционной печи нагрева формы, плавку шихтовой заготовки в плавильном индукторе осуществляют при температуре, превышающей температуру ликвидуса материала шихтовой заготовки на 10-20°С, причем полученный в результате плавки шихтовой заготовки расплав перед заливкой формы сливают в термостат-накопитель и выдерживают в течение 2-5 мин при температуре, равной температуре плавки шихтовой заготовки в плавильном индукторе, а температуру индукционной печи нагрева формы при заливке формы расплавом устанавливают на 100-200°С ниже температуры солидуса материала шихтовой заготовки.
При этом термостат-накопитель может быть выполнен в виде тигля с индуктором, нагревательным элементом и отверстием донного слива.
В качестве шихтовой заготовки может быть использована заготовка, имеющая гранулярную структуру.
В качестве шихтовой заготовки может быть использована заготовка с добавлением частиц из группы тугоплавких металлов, и/или группы нитридов и карбидов ванадия или иттрия, или гафния или циркония в количестве 0,01-0,1% от общего состава компонентов шихтовой заготовки.
В качестве тугоплавких металлов могут быть использованы Мо или W, или Та, или Y, или V, или Hf, или Zr.
Гранулярная структура характеризуется как полигранная структура со сглаженными углами, не имеющая дендритного строения, с одинаковым кристаллографическим направлением решетки матрицы в различных зернах, т.е. каждое зерно кристаллизуется независимо от соседних зерен.
Гранулярная структура получаемых с использованием заявленного способа отливок позволяет обеспечить максимальный уровень плотности металла и высокий уровень механических свойств материала отливок. Проведенные исследования показали, что после газостатической и термической обработки при температуре 1200°С коагуляции и укрупнения γ-фазы не наблюдается, а также не наблюдается микропористость.
Осуществление плавки шихтовой заготовки в плавильном индукторе при температуре выше температуры ликвидуса материала шихтовой заготовки на 10-20°С позволяет получить расплав, частицы которого имеют гранулярную структуру, избежав при этом их полного расплавления.
Выбор температуры плавки шихтовой заготовки в плавильном индукторе обусловлен тем, что установка температуры в плавильном индукторе менее чем на 10°С выше температуры ликвидуса материала шихтовой заготовки связана с большими трудностями по ее определению. А установка температуры в плавильном индукторе более 20°С выше температуры ликвидуса материала шихтовой заготовки приведет к полному расплавлению частиц шихтовой заготовки, без получения гранулярной структуры.
Слив полученного в результате плавки шихтовой заготовки расплава в термостат-накопитель расплава и выдержка в последнем расплава в течение 2-5 мин при температуре, равной температуре плавки шихтовой заготовки в плавильном индукторе, т.е. при температуре выше температуры ликвидуса материала шихтовой заготовки на 10-20°С, позволяет поддержать полученную температуру расплава, частицы которого имеют гранулярную структуру.
При этом выбор времени выдержки обусловлен тем, что выдержка менее 2 мин не позволит залитому в термостат-накопитель расплаву полностью прогреться, а более 5 мин приведет к исчезновению гранул, поскольку они полностью расплавятся.
Установка температуры индукционной печи нагрева формы при заливке формы расплавом менее 100°С ниже температуры солидуса материала шихтовой заготовки приведет к полному растворению гранул, а более 200°С ниже температуры солидуса - приведет к преждевременному затвердеванию расплава.
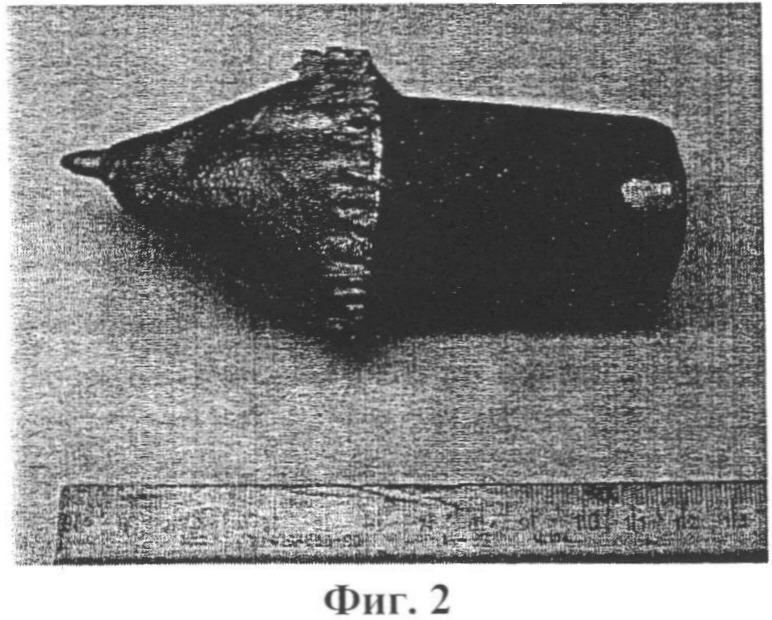
Оплавление шихтовой заготовки в плавильном индукторе происходит по конической поверхности шихтовой заготовки.
Под термином термостат-накопитель в данном случае понимается устройство, которое позволяет накопить полученный в результате плавки шихтовой заготовки расплав и выдержать его в течение некоторого времени при постоянной температуре.
В качестве термостата-накопителя может быть использован любой сосуд из тугоплавких или огнеупорных материалов, например тигель, нагрев которого осуществляется с помощью индуктора и нагревателя. При этом, для обеспечения слива расплава в индукционную печь нагрева формы, полость термостата-накопителя должна быть выполнена с возможностью сообщения с полостью индукционной печи нагрева формы.
В качестве шихтовой заготовки может быть использована заготовка, имеющая как гранулярную структуру, так и дендритную структуру. В качестве шихтовой заготовки может быть использована также заготовка, модифицированная путем добавления частиц из группы тугоплавких металлов, и/или из группы нитридов и карбидов ванадия или иттрия, или гафния или циркония в количестве 0,01-0,1% от общего состава компонентов шихтовой заготовки.
В качестве тугоплавких металлов могут быть использованы Мо или W, или Та, или Y, или V, или Hf, или Zr.
Предложенное изобретение иллюстрируется чертежами, на которых изображены:
на фиг.1 - общий вид устройства для реализации способа получения литых деталей с гранулярной структурой.
На фиг.2 показан огарок шихтовой заготовки, полученный в результате оплавления в плавильном индукторе.
Устройство включает плавильную камеру 1 с расположенными в ней индукционной печью 2 нагрева формы 3 с нагревателем 4, механизмом 5 загрузки-выгрузки формы 3 из индукционной печи 2 подогрева формы 3, плавильный индуктор 6 для плавки шихтовой заготовки 7, механизмом 8 захвата и перемещения шихтовой заготовки 7 в плавильный индуктор 6, термостат-накопитель расплава, выполненный, например, в виде тигля 9 с индуктором 10, нагревательным элементом 11 и отверстием донного слива (не показано), который расположен в плавильной камере 1 между индукционной печью 2 подогрева формы 3 и плавильным индуктором 6. Тигель 9 также снабжен заливочной воронкой 12 и стопором (пробкой) 13.
Наличие в тигле 9 отверстия донного слива обеспечивает вытекание расплава из тигля 9 в индукционную печь 2 подогрева формы 3. Стопор 13 предназначен для обеспечения герметизации полости тигля 9 и выполнен с возможностью открытия и закрытия донного отверстия тигля 9, для чего устройство снабжено механизмом 14 перемещения стопора 13. Устройство снабжено также загрузочным столом 15, предназначенным для установки на него формы 3.
Механизм 8 захвата и перемещения шихтовой заготовки 7 в плавильный индуктор 6 выполнен с возможностью как горизонтального, так и вертикального перемещения шихтовой заготовки 7.
Плавильная камера 1 снабжена крышкой 16, снятие которой позволяет осуществить захват и перемещение шихтовой заготовки 7 в плавильный индуктор 6 с помощью механизма 8.
Способ получения литых деталей, например, из никелевых сплавов с гранулярной структурой осуществляется следующим образом.
Шихтовую заготовку 7 с помощью механизма 8 загружают в плавильную камеру 1 и перемещают в плавильный индуктор 6. На загрузочный стол 15 устанавливается форма, например керамическая форма 3, которая посредством механизма 5 загрузки-выгрузки формы подается в индукционную печь 2 нагрева формы. После этого плавильная камера 1 герметизируется и вакуумируется. Включают индукторы печи 2 нагрева формы, плавильный индуктор 6 и индуктор 10 термостата-накопителя. Производят плавку шихтовой заготовки 7 в плавильном индукторе 6 при температуре выше температуры ликвидуса материала заготовки на 10-20°С (до температуры каплепадения). Перемещение шихтовой заготовки 7 осуществляют со скоростью 5-10 мм/мин. Оплавление шихтовой заготовки 7 в плавильном индукторе 6 происходит по конической поверхности шихтовой заготовки (см. фиг.2). Полученный в результате плавки шихтовой заготовки 7 расплав сливается в промежуточный термостат-накопитель, выполненный, например, в виде тигля 9 с индуктором 10, нагревательным элементом 11 и отверстием донного слива, в котором его выдерживают в течение 2-5 мин при температуре выше температуры ликвидуса материала заготовки на 10-20°С. Контроль температуры в тигле 9 производят с помощью устройства для измерения температуры, например, термопары (не показана), которая устанавливается в тигель 9. После этого осуществляют слив расплава из тигля 9 в индукционную печь 2 нагрева формы и соответственно заливку формы 3 расплавом. При этом температуру индукционной печи 2 нагрева формы устанавливают на 100-200°С ниже температуры солидуса материала шихтовой заготовки 7. После заливки формы 3 расплавом производят напуск воздуха в плавильную камеру 1 и после затвердевания отливки выгрузку формы 3 из индукционной печи 2 нагрева формы.
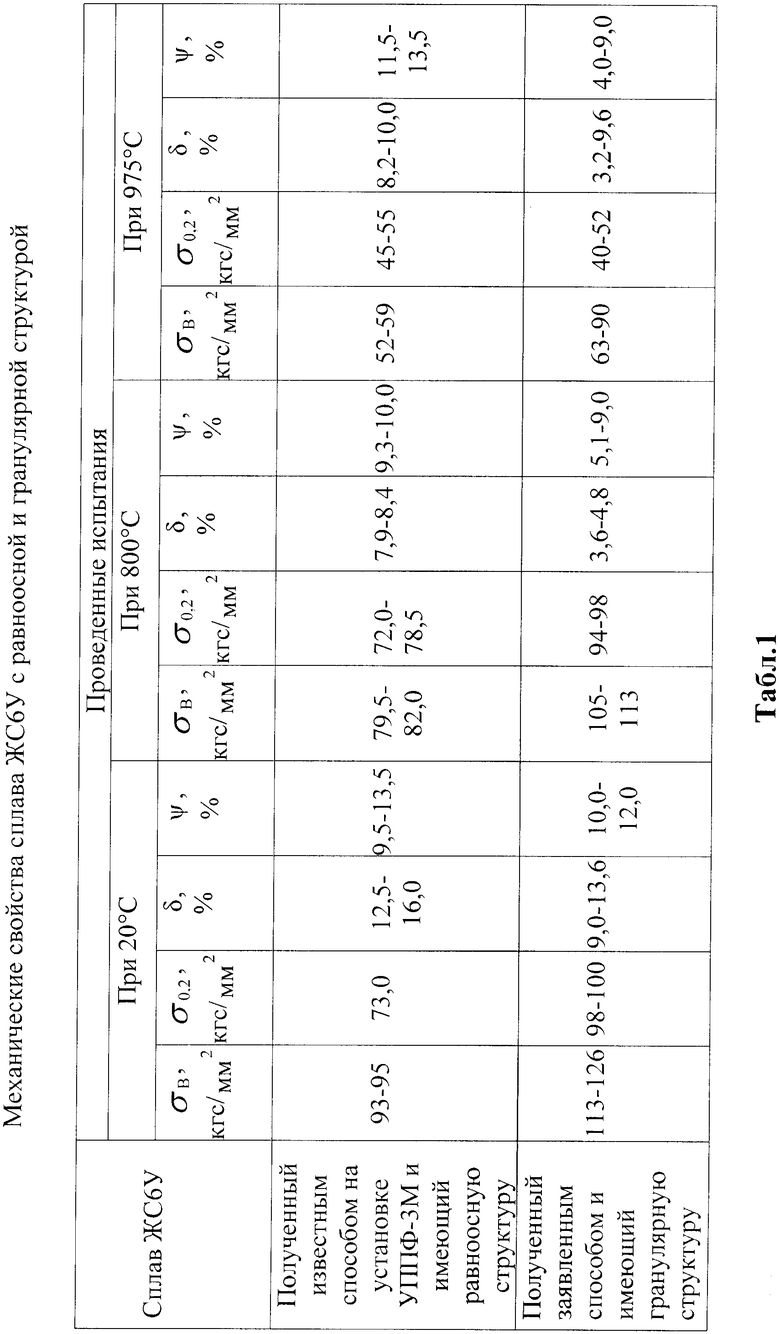
В табл.1 и 2 приведены сравнительные характеристики сплава ЖС6У, полученного с использованием заявленного и известных способов литья, где σB - временное сопротивление, характеризующее максимальное напряжение, которое может выдержать материал; σ0,2 - уловный предел текучести, характеризующий сопротивление материала малым пластическим деформациям; δ - относительное удлинение и ψ - относительное сужение, характеризующие пластичность материала. Заготовки полученных образцов с гранулярной структурой обрабатывались в газостате при температуре 1200°С и давлении 2000 атм с выдержкой 5 часов и последующей термообработкой при температуре 1200°С в течение 4 часов.
Сравнительные исследования, отраженные в табл.1, показывают, что механические свойства сплавов с гранулярной структурой, полученной с использованием заявленного способа, при нормальной и высокой температурах превышают уровень механических свойств тех же сплавов с равноосной структурой, полученной при обычном литье известным способом. Табл.2 показывает, что уровень выносливости сплава с гранулярной структурой, полученной с использованием заявленного способа, при температуре 900°С на базе 2×107циклов превышает уровень выносливости тех же сплавов, полученных при литье известными способами: при обычном литье с получением равноосной структуры сплава, а также сплавов, полученных с использованием метода направленной кристаллизации.
Тмет=1500°С
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ВАКУУМЕ (ВАРИАНТЫ) | 2005 |
|
RU2305023C2 |
| Способ изготовления отливок | 1985 |
|
SU1306641A1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ВАКУУМЕ | 2005 |
|
RU2300443C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ ИЗ ЛИТЕЙНОГО НИКЕЛЕВОГО СПЛАВА | 2004 |
|
RU2254962C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК | 2008 |
|
RU2368457C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ НИОБИЯ С НАПРАВЛЕННОЙ КОМПОЗИЦИОННОЙ СТРУКТУРОЙ | 2014 |
|
RU2579853C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕЗУГЛЕРОДИСТЫХ ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2004 |
|
RU2274671C1 |
| Устройство для получения крупногабаритных отливок с направленной и монокристаллической структурой | 2020 |
|
RU2754215C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2009 |
|
RU2392338C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ЛИТЬЯ ШИХТОВЫХ ПРУТКОВЫХ ЗАГОТОВОК ИЗ ОТХОДОВ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2006 |
|
RU2336972C1 |
Изобретение относится к литейному производству и может быть использовано для литья деталей с гранулярной структурой, например для получения дисковых заготовок, рабочих колес и сопловых аппаратов из никелевых сплавов. Способ включает расплавление шихтовой заготовки в плавильном индукторе и заливку формы расплавом в индукционной печи нагрева формы. Шихтовую заготовку расплавляют при температуре выше температуры ликвидуса шихтовой заготовки на 10-20°С. Полученный расплав сливают в термостат-накопитель и выдерживают в течение 2-5 мин при температуре, равной температуре расплавления шихтовой заготовки в плавильном индукторе. В индукционной печи поддерживают температуру на 100-200°С ниже температуры солидуса шихтовой заготовки. Использование изобретения обеспечивает повышение уровня механических свойств сплава и долговечности получаемых отливок. 4 з.п. ф-лы, 2 ил., 2 табл.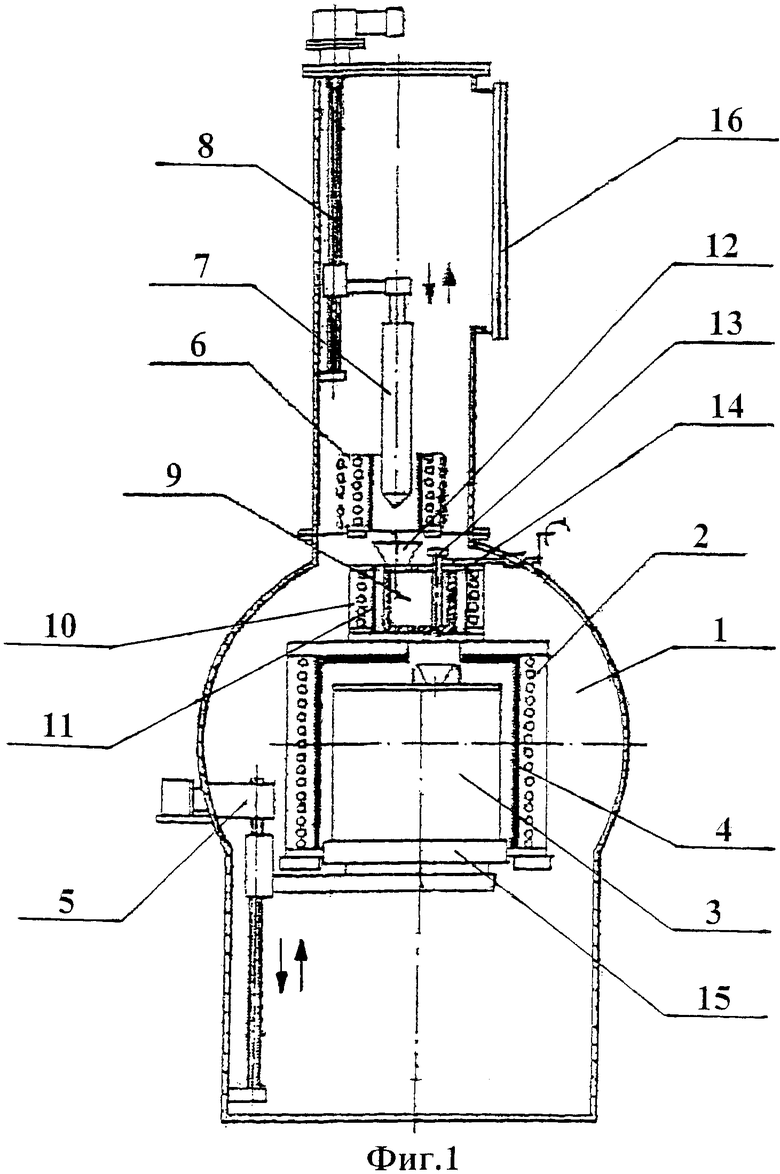
1. Способ получения литых деталей с гранулярной структурой, включающий расплавление шихтовой заготовки в плавильном индукторе, подачу расплава в термостат-накопитель и заливку формы расплавом в индукционной печи нагрева формы, отличающийся тем, что расплавление шихтовой заготовки в плавильном индукторе осуществляют при температуре, превышающей температуру ликвидуса материала шихтовой заготовки на 10-20°С, в термостате-накопителе расплав выдерживают в течение 2-5 мин при температуре, равной температуре расплавления шихтовой заготовки в плавильном индукторе, а в индукционной печи нагрева формы температуру устанавливают на 100-200°С ниже температуры солидуса шихтовой заготовки.
2. Способ по п.1, отличающийся тем, что используют термостат-накопитель в виде тигля с донным сливом, индуктором и нагревательным элементом.
3. Способ по п.1, отличающийся тем, что в качестве шихтовой заготовки используют заготовку с гранулярной структурой.
4. Способ по п.1, отличающийся тем, что в качестве шихтовой заготовки используют заготовку с добавлением частиц из группы тугоплавких металлов и/или из группы нитридов и карбидов ванадия, или иттрия, или гафния, или циркония в количестве 0,01-0,1% от общего состава шихтовой заготовки.
5. Способ по п.4, отличающийся тем, что в качестве тугоплавких металлов используют Мо, или W, или Та, или Y, или V, или Hf, или Zr.
| ЕЛИСЕЕВ Ю.С | |||
| и др | |||
| Новые перспективы развития точного литья | |||
| Литейное производство | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Способ изготовления отливок | 1985 |
|
SU1306641A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1997 |
|
RU2117550C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ВАКУУМЕ | 2005 |
|
RU2300443C1 |
| RU 2005128661 A, 10.06.2007 | |||
| RU 2005128662 A, 20.03.2007 | |||
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ВАКУУМЕ (ВАРИАНТЫ) | 2005 |
|
RU2305023C2 |
| US 4658881 A, 21.04.1987. | |||

