Изобретение относится к области металлургии, а именно к производству жаропрочных сплавов на никелевой основе с применением различного вида отходов, и может быть использовано при получении шихтовых заготовок для литья изделий, преимущественно монокристаллических лопаток газотурбинных двигателей, створок реактивного сопла, секторов статора, диффузоров и др.
В качестве отходов могут применяться как отходы литейного производства (литники, литниковые чаши, бракованные лопатки), так и утилизированные детали, отработавшие ресурс в газотурбинном двигателе.
Отходы загрязнены примесями - газами (кислородом и азотом) и неметаллическими включениями (оксидами, нитридами, сульфидами и др.)
Между тем, получить высококачественные лопатки с бездефектной монокристаллической структурой возможно только при использовании для их отливки металла с ультранизким содержанием в нем вредных примесей кислорода, азота, серы.
Известен способ получения литейных жаропрочных сплавов на никелевой основе, включающий загрузку и расплавление шихтовых свежих материалов и отходов в вакууме, рафинирование, введение активных легирующих элементов и слив металла, в котором первоначально осуществляют загрузку и расплавление свежих шихтовых материалов, затем вводят отходы, рафинирование проводят в течение 10-20 минут при температуре, определяемой из уравнения: Т=(1550-1570°C)+(20°C×0,1(К-10), где К - количество использованных отходов, мас.%. Количество используемых отходов составляет до 80 мас.% от металлошихты. Перед сливом металла осуществляют раскисление редкоземельными металлами в количестве 0,01-0,05 мас.% шихты из свежих материалов (Патент РФ №1709738).
Недостатком известного способа является невозможность обеспечения в сплаве низкого содержания вредных примесей, которое требуется для получения монокристаллических отливок с высоким выходом годного.
Известен способ получения безуглеродистых литейных жаропрочных сплавов на никелевой основе, включающий расплавление в вакууме шихтовых материалов, проведение обезуглероживающего рафинирования расплава в две стадии в атмосфере инертного газа, введение хрома и активных легирующих элементов, рафинирование расплава кальцием и редкоземельными металлами в вакууме, в котором шихтовые материалы содержат до 70% отходов безуглеродистых литейных жаропрочных сплавов на никелевой основе, которые присаживают после введения хрома, а перед рафинированием кальцием и редкоземельными металлами расплав нагревают до температуры, превышающей температуру ликвидуса сплава не менее чем на 250°C, с последующей выдержкой при этой температуре (Патент РФ №2274671).
Недостатком способа является невозможность использования 100% отходов и невозможность получения в сплаве низких содержаний вредных примесей.
Известен способ переработки отходов жаропрочных сплавов, который включает их расплавление в вакуумной индукционной печи с получением слитка и его последующий переплав в установках электрошлакового кокильного литья с получением шихтовых заготовок (Патент РФ №2302473).
Недостатком способа является повышенное содержание кислорода и азота в сплаве (электрошлаковое литье осуществляется на воздухе), что снижает качество отливок.
Наиболее близким к предлагаемому способу, взятым за прототип, является способ получения литейных жаропрочных сплавов на никелевой основе, включающий загрузку и расплавление металлошихты, составляющей 100% отходов никелевых сплавов, рафинирование металлошихты в вакууме, введение РЗМ, в котором рафинирование осуществляют в вакууме 3×10-2-10-3 мм рт.ст при температуре расплава 1500-1700°C в течение 2-8 минут, а РЗМ вводят в количестве 0,015-0,20% от массы металлошихты.
В качестве РЗМ используют один или несколько элементов из группы церий, иттрий, лантан, скандий (Патент РФ №2190680).
Недостатком способа-прототипа является неполное удаление вредных примесей кислорода, азота и серы из сплава, что вызывает снижение жаропрочности (времени до разрушения при испытании на длительную прочность), а также снижение выхода годного при отливке деталей, преимущественно с монокристаллической структурой.
Технической задачей изобретения является разработка способа получения литейных жаропрочных сплавов на никелевой основе, который обеспечивает значительное снижение в сплаве содержания вредных примесей, повышение его жаропрочности и увеличение выхода годного при литье лопаток с монокристаллической структурой.
Техническая задача достигается тем, что предложен способ получения литейных жаропрочных сплавов на никелевой основе, включающий расплавление металлошихты, содержащей 100 мас.% отходов, рафинирование ее в вакууме при температуре расплава 1500-1700°C и присадку РЗМ в количестве 0,015-0,20 мас.% от металлошихты, в котором при рафинировании металлошихты вводят 0,001-0,05% углерода от ее массы и осуществляют циклическую обработку расплава путем нагрева и охлаждения, причем соотношение продолжительности нагрева и охлаждения в цикле составляет (0,5-1,0):(1,0-1,5), а перед присадкой РЗМ вводят кальций и/или магний.
Металлошихта состоит из отходов литейного производства и/или утилизированных деталей из литейных жаропрочных сплавов, подвергнутых пескоструйной или дробеструйной обработке поверхности.
Расплавление металлошихты могут проводить под давлением инертного газа 50-500 мм рт.ст.
Кальций и/или магний вводят при их соотношении с РЗМ Q1=(0,1-1,0)Q2, где Q1 - количество кальция и/или магния в % от массы металлошихты, Q2 - количество РЗМ в % от массы металлошихты.
Установлено, что введение углерода во время рафинирования расплава с последующей циклической его обработкой путем нагрева и охлаждения позволяют дополнительно очистить расплав от кислорода и азота.
Осуществление нагрева при циклической обработке понижает вязкость расплава и способствует его интенсивному перемешиванию с выносом из глубины жидкой ванны новых порций металла на поверхность ванны, тем самым ускоряя процесс поверхностного рафинирования. Последующее охлаждение расплава путем отключения подачи мощности на индуктор не позволяет перегреть расплав выше температуры 1700°C и тем самым предотвратить его взаимодействие с керамической футеровкой тигля и загрязнение металла неметаллическими включениями.
Соотношение периодов нагрева и охлаждения должно составлять (0,5-1,0):(1,0-1,5). При соотношении длительности нагрева и охлаждения более 1,0:1,5 температура расплава смещается в область высоких температур, что ведет к загрязнению металла неметаллическими включениями в результате взаимодействия расплава с материалом футеровки тигля. При соотношении длительности нагрева и охлаждения менее 0,5:1,0 температура расплава смещается в область чрезмерно низких температур, его вязкость увеличивается и условия рафинирования ухудшаются.
Установлено, что введение в расплав кальция и/или магния, в затем РЗМ позволяет дополнительно отрафинировать расплав и тем самым обеспечить получение более низкого содержания вредных примесей в сплаве.
Следовательно, введение углерода во время рафинирования расплава, его циклическая обработка путем нагрева и охлаждения при соотношении продолжительности нагрева и охлаждения в цикле (0,5-1,0):(1,0-1,5) и введение кальция и/или магния перед присадкой РЗМ позволяют дополнительно очистить расплав от примесей кислорода, азота и серы и тем самым обеспечить получение их ультранизких содержаний в сплаве, что позволяет повысить его жаропрочность (время до разрушения при испытании на длительную прочность) и увеличить выход годного при литье лопаток с монокристаллической структурой.
Экспериментально установлено, что кальций и/или магний предпочтительно вводить при соотношении Q1=(0,1-1,0)Q2, где Q1 - количество кальция и/или магния в % от массы металлошихты, Q2 - количество РЗМ в % от массы металлошихты (0,015-0,20 мас.%).
Примеры осуществления способа
Пример 1
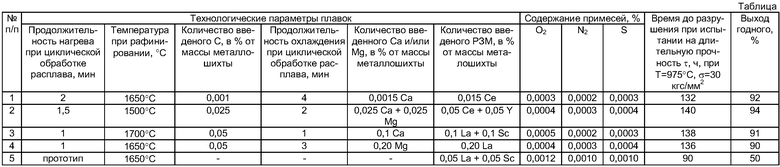
По предлагаемому способу осуществляли переплав металлошихты в виде 100% отходов литейного производства жаропрочного сплава системы Ni-Co-Cr-Al-Mo-W-Nb-Re-Ta-C. Плавки проводили в вакуумной индукционной печи в керамическом тигле емкостью 20 кг. Всего сделали 4 плавки.
В тигель загружали и расплавляли отходы сплава. Рафинирование расплава осуществляли в вакууме при температуре 1650°C. На первой плавке при рафинировании отходов в вакууме ввели 0,001% углерода и в количестве от массы металлошихты и осуществили 2-кратную циклическую обработку расплава путем индукционного нагрева в течение двух минут и охлаждения в течение четырех минут. Затем ввели 0,0015% Ca, после чего присадили 0,015% Ce. На следующих трех плавках при рафинировании металлошихты вводили углерод и проводили циклическую обработку расплава с технологическими параметрами, приведенными в таблице. Перед присадкой РЗМ вводили кальций и/или магний. Технологические параметры плавок и полученные результаты по чистоте металла, по жаропрочности (τ - время до разрушения, ч, при испытании на длительную прочность) и выходу годного отливок приведены в таблице. Там же приведены технологические параметры плавки по способу-прототипу и полученные результаты.
Пример 2
По предлагаемому способу осуществляли переплав металлошихты в виде 50% отходов литейного производства и 50% отходов в виде утилизированных деталей в виде лопаток газовой турбины после эксплуатации (суммарно 100% отходов литейного жаропрочного сплава системы Ni-Co-Cr-Al-Nb-Ti-W-Mo-C). Расплавление отходов провели под давлением 200 мм рт.ст. аргона. Рафинирование расплава проводили в вакууме при температуре 1500°C. При рафинировании расплава вводили углерод в количестве 0,025% от массы металлошихты и осуществляли 2-кратную циклическую обработку расплава путем индукционного нагрева в течение 1,5 минуты и охлаждения в течение 2-х минут. Затем вводили вместе 0,025% Ca и 0,025% Mg от массы металлошихты, после чего присадили вместе 0,05% Ce и 0,05% Y от массы металлошихты.
Пример 3
По предлагаемому способу осуществляли переплав металлошихты в виде 100% отходов (утилизированных деталей - лопаток газовой турбины после эксплуатации) сплава системы Ni-Co-Cr-W-Mo-Nb-V-Al-Ti-C. Предварительно перед плавкой все лопатки подвергли дробеструйной обработке поверхности для удаления нагара, образовавшегося в процессе экплуатации. Расплавление отходов провели под давлением 500 мм рт.ст. аргона. Рафинирование расплава проводили в вакууме при температуре 1700°C. При рафинировании расплава вводили углерод в количестве 0,05% от массы отходов и осуществили 3-кратную циклическую обработку расплава путем индукционного нагрева в течение 1 минуты и охлаждения в течение 1 минуты. Затем металл охладили и ввели 0,1% Ca от массы металлошихты, после чего присадили вместе 0,1% La и 0,1% Sc от массы отходов.
Пример 4
По предлагаемому способу осуществляли переплав металлошихты в виде 100% отходов (утилизированных деталей - лопаток газовой турбины после эксплуатации, которые подвергли дробеструйной обработке поверхности) сплава системы Ni-Co-Cr-W-Mo-Nb-V-Al-Ti-C. Расплавление отходов провели под давлением 50 мм рт.ст. аргона. Рафинирование расплава проводили в вакууме при температуре 1650°C. При рафинировании расплава вводили углерод в количестве 0,05% от массы отходов и осуществили 3-кратную циклическую обработку расплава путем индукционного нагрева в течение 1 минуты и охлаждения в течение 3 минуты. Затем металл охладили и ввели 0,20% Mg от массы металлошихты, после чего присадили 0,20% La от массы отходов.
Пример 5
По способу-прототипу осуществляли переплав 100% отходов литейного производства жаропрочного сплава системы Ni-Co-Cr-Al-Nb-Ti-W-Mo-C.
В тигель загрузили и расплавляли в вакууме отходы сплава. Рафинирование расплава осуществляли в вакууме при температуре 1600°C в течение 5 мин, после чего ввели вместе 0,05% La и 0,05% Sc от массы отходов.
Из таблицы видно, что на плавках 1, 2, 3, 4, выплавленных по предлагаемому способу, получены низкие содержания в металле кислорода (0,0003-0,0005%), азота (0,0002-0,0003%) и серы (0,0003-0,0004%), а также высокие значения времени до разрушения при испытании на длительную прочность (τ=132-140 ч при Т=975°C и σ=30 кгс/мм2). В расплаве, выплавленном по способу-прототипу (плавка 5) получены повышенные (на порядок) количества примесей кислорода (0,0012%), азота (0,0010%) и серы (0,0010%), низкие значения времени до разрушения (τ=90 ч при Т=975°C и σ=30 кгс/мм2) и низкий выход годного лопаток по монокристальности (50%).
Использование предлагаемого способа позволит получать высококачественные (ультрачистые) шихтовые заготовки современных жаропрочных сплавов на никелевой основе из отходов литейного производства и/или утилизированных деталей для изготовления отливок, преимущественно монокристаллических лопаток с высоким выходом годного по монокристальности и высокой жаропрочностью.
Применение предлагаемого способа обеспечит использование при плавке 100% отходов, что сэкономит дорогостоящие и дефицитные шихтовые материалы (рений, рутений, кобальт, тантал, никель, ниобий и др.) и снизит стоимость готовой продукции (лопаток турбины газотурбинных двигателей и других деталей) из современных литейных жаропрочных сплавов на 30-50%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства безуглеродистых литейных жаропрочных сплавов на основе никеля | 2019 |
|
RU2696625C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ (ВАРИАНТЫ) | 2013 |
|
RU2541330C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2001 |
|
RU2190680C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ ПУТЕМ ПЕРЕРАБОТКИ МЕТАЛЛИЧЕСКИХ ОТХОДОВ | 2009 |
|
RU2398905C1 |
| Способ производства жаропрочных сплавов на основе никеля (варианты) | 2017 |
|
RU2682266C1 |
| Способ производства литейных жаропрочных сплавов на основе никеля | 2019 |
|
RU2696999C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1993 |
|
RU2035521C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ (ВАРИАНТЫ) | 2007 |
|
RU2344186C2 |
| Сплав на основе интерметаллида NiAl, способ его получения и способ изготовления из него изделия | 2023 |
|
RU2824506C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕЗУГЛЕРОДИСТЫХ ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2004 |
|
RU2278902C1 |
Изобретение относится к области металлургии, а именно к производству жаропрочных сплавов на никелевой основе с применением различного вида отходов, и может быть использовано при получении шихтовых заготовок для литья изделий. Обеспечивается снижение в сплаве содержания вредных примесей, повышение его жаропрочности и увеличение выхода годного при литье лопаток с монокристаллической структурой. Предложен способ получения литейных жаропрочных сплавов на никелевой основе, включающий расплавление состоящей из отходов металлошихты, рафинирование ее в вакууме при температуре расплава 1500-1700°С и присадку РЗМ в количестве 0,015-0,20 в % от массы металлошихты. При рафинировании металлошихты вводят 0,001-0,05% углерода от ее массы и осуществляют циклическую обработку расплава путем нагрева и охлаждения, причем соотношение продолжительности нагрева и охлаждения в цикле составляет (0,5-1,0):(1,0-1,5). Перед присадкой РЗМ вводят кальций и/или магний. Металлошихта состоит из отходов литейного производства и/или утилизированных деталей из литейных жаропрочных сплавов, подвергнутых пескоструйной или дробеструйной обработке поверхности. Расплавление металлошихты могут производить под давлением инертного газа 50-500 мм рт.ст. Кальций и/или магний вводят при их соотношении с РЗМ Q1=(0,1-1,0)Q2, где Q1 - количество кальция и/или магния в % от массы металлошихты, Q2 - количество РЗМ в % от массы металлошихты. 3 з.п. ф-лы, 1 табл.
1. Способ получения литейных жаропрочных сплавов на никелевой основе, включающий расплавление состоящей из отходов металлошихты, рафинирование ее в вакууме при температуре расплава 1500-1700°С и присадку РЗМ в количестве 0,015-0,20% от массы металлошихты, отличающийся тем, что при рафинировании металлошихты вводят 0,001-0,05% углерода от ее массы и осуществляют циклическую обработку расплава путем нагрева и охлаждения при соотношении продолжительности нагрева и охлаждения в цикле (0,5-1,0):(1,0-1,5), а перед присадкой РЗМ вводят кальций и/или магний.
2. Способ по п.1, отличающийся тем, что металлошихта состоит из отходов литейного производства и/или утилизированных деталей из литейных жаропрочных сплавов, поверхность которых подвергнута пескоструйной или дробеструйной обработке.
3. Способ по п.1 или 2, отличающийся тем, что расплавление металлошихты производят под давлением инертного газа 50-500 мм рт.ст.
4. Способ по п.3, отличающийся тем, что кальций и/или магний вводят при их соотношении с РЗМ Q1=(0,1-1,0)Q2, где Q1 - количество кальция и/или магния в % от массы металлошихты, Q2 - количество РЗМ в % от массы металлошихты.
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2001 |
|
RU2190680C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЕЙНОГО ЖАРОПРОЧНОГО СПЛАВА ИЛИ ИЗДЕЛИЯ ИЗ СПЛАВА ТИПА ВКНА НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА NiAl (ВАРИАНТЫ) И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ЭТИМИ СПОСОБАМИ | 2007 |
|
RU2356965C1 |
| СПОСОБ ВЫПЛАВКИ БЕЗУГЛЕРОДИСТЫХ ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2007 |
|
RU2353688C1 |
| JP 2009024241 A, 05.02.2009 | |||
| Устройство восстановления пилот-сигнала | 1972 |
|
SU585587A1 |

