Изобретение имеет отношение к сборочным устройствам для соединения продольных чашеобразных сегментов кожуха, с получением большого узла, простирающегося продольно, который определяет полое пространство с открытой стороной и закрытое по круговой стороне, путем создания, по крайней мере, одного продольного соединительного шва на кожухе. Устройство включает, по крайней мере, одну инструментальную пару, состоящую из внутреннего инструмента, который управляемо передвигается в пределах полого пространства в продольном направлении кожуха, и внешнего инструмента, который управляемо передвигается вне полого пространства в продольном направлении кожуха, причем для получения соединительного шва инструменты работают вместе как пара в направлении поперек продольного направления кожуха. Типичные кожухи - это фюзеляжи самолетов, которые собраны из большого числа частично цилиндрических сегментов каркаса заводского изготовления. Сегменты размещают в положениях, которые определяют фюзеляж и продольно соединяют посредством заклепочных швов. Для получения заклепочных швов используется группа инструментов, которая установлена на подвижных инструментальных единицах. Такие инструментальные единицы представляют собой, например, инструменты для сверления, зенкования, герметизации, уплотнения, прессования и поддержки при клепке. Вообще говоря, устройство может быть оборудовано любыми желательными инструментами для того, чтобы получить соединительные швы, или для того, чтобы обработать соответствующие соединительные точки.
Характерное автоматическое сборочное устройство, которое известно из патента США 4,662,556, включает опорные каретки, несущие инструменты, которые устроены так, что могут двигаться по рельсам в продольном направлении фюзеляжа. При стационарном устройстве опорных кареток заклепочные швы могут, по существу, быть размещены только в одном положении по высоте, и кожух собираемого фюзеляжа приходится перемещать, чтобы была возможность объединения с другими сегментами. Другое сборочное устройство, известное из патента США 4,662,556, в котором производятся клепаные соединения, включает настил рельса, который сформирован в соответствии с круговым контуром фюзеляжа. Каретки, которые направляют и перемещают балку, несущую внешний инструмент и простирающуюся по длине фюзеляжа, движутся по искривленным профилям рельса. Для обработки заклепочного шва в круговом положении по высоте продольная балка присоединяется к фюзеляжу, а клепающие противоинструменты во внутренней части фюзеляжа связаны с продольной балкой посредством штифтов, проходящих через оболочку фюзеляжа. При этом в узле возникают нежелательные силы. Хотя сборочное устройство позволяет произвести продольные заклепочные швы в различных круговых положениях полуфюзеляжа, настройка и переоборудование занимают много времени и являются трудоемкими процессами. Искривленная направляющая рельса должна быть построена в зависимости от размера и формы строящегося фюзеляжа так, чтобы устройство могло быть настроено и использовано только для единственного проекта. В целом такое строительство дорого и покрывает только половину окружности фюзеляжа.
Таким образом, задачей изобретения является создание автоматического сборочного устройства с описанными выше функциями, относительно простое по конструкции, используемое для производства продольно-сегментированных кожухов различных диаметров или форм, при этом продольные соединительные швы должны быть обработаны и произведены в наибольшей возможной круговой угловой области на кожухе в желательном круговом положении. Усилие, требующееся для сборки и установки, должно быть уменьшено, а время и расходы, затрачиваемые на производство, должны быть сокращены.
Задача изобретения решается за счет сборочного устройства, которое включает пару несущих приспособлений, представляющее собой внутреннее несущее направляющее приспособление, которое простирается в продольном направлении в полом пространстве кожуха, которое управляемо перемещает внутренний инструмент, и внешнее несущее направляющее приспособление, которое простирается в продольном направлении вне кожуха, которое управляемо перемещает внешний инструмент, причем каждое несущее направляющее приспособление вращательно удерживается и прикреплено, по крайней мере, на одной продольной оси вращения, которая ориентирована по внешнему продольному контуру кожуха. Также они могут быть удержаны и прикреплены, по крайней мере, в двух отдельных пространственных направлениях, простирающихся поперек продольного направления таким образом, что инструменты, действующие в паре для получения соединительного шва, выборочно перемещаются на различные положения на продольной окружности кожуха. Согласно изобретению инструменты, которые работают вместе как пара, могут вращаться вдоль связанных продольных осей, а также могут независимого смещаться, по крайней мере, в двух направлениях поперек продольной оси кожуха к желательным круговым положениям на изготавливаемом кожухе. Посредством вращательного регулирования несущих направляющих рабочие оси инструментов могут быть выровнены в желательном положении высоты/кругового положения в области сегментов обшивки, которые будут соединены, причем обеспечивается преобладающее выравнивание под углом 90°. В частности, заклепочные инструменты работают при рабочем выравнивании под углом 90° относительно генерируемой поверхности в месте сшивания. Устройство согласно изобретению особенно полезно для подобного использования, так как положения по окружности/положения по высоте могут быть установлены путем плавного перехода, в то время как рабочие угловые положения могут быть установлены путем вращения, без влияния друг на друга. Это демонстрирует, что устройство универсально полезно для изготовления полых кожухов различных размеров и поперечных сборных форм, так как пары инструмента могут фактически быть перемещены на любое требуемое положение высоты и любое положение по окружности. В частности, одно и то же сборочное устройство может быть использовано для изготовления фюзеляжей различных типов самолетов. Кроме того, исключается необходимость конструировать устройства для каждого типа размера и/или формы. Существенно снижаются затраты на машинную обработку, настройку и время, затрачиваемое на выполнение операции. Кроме того, степень автоматизации для изготовления полых кожухов из сегментарных частей может быть увеличена, потому что соединительные швы могут быть получены на любом свободном инструменте одним и тем же образом. Исключается необходимость выполнения традиционной ручной настройки и сборки.
В предпочтительном варианте, согласно изобретению, каждое несущее направляющее инструмента может вращательно перемещаться в направлении соответствующей продольной оси вращения и способно перемещаться назад и вперед в двух отдельных поперечных направлениях, которые перпендикулярны друг относительно друга. Таким образом, путем перемещений по оси Y и по оси Z декартовой системы координат, инструменты могут быть установлены в желательном положении по высоте и по окружности, а вращательным регулированием, для выравнивания их рабочих осей, могут быть установлены точно относительно поверхности соединяемых сегментов кожуха.
Устройство согласно изобретению может быть особенно полезно для изготовления кожухов, продольные сегменты которых являются частично цилиндрическими. Аналогично могут быть изготовлены и полые кожухи, диаметры которых отличаются от сечения цилиндра. Можно изготавливать кожухи с изменяющимся профилем поперечного разреза, в частности, с коническими профилями продольных разрезов. С этой целью несущее направляющее инструмента крепится таким способом, чтобы иметь возможность вращения относительно продольных осей вращения, которые ориентированы согласно различным внешним продольным контурам кожуха.
Особенно предпочтительный и полезный вариант изобретения состоит из сборочного устройства, включающего несущую раму, которая простирается в продольном направлении и представляет собой несущую пару, которая вращательно удерживается на несущей оси, которая предпочтительно совпадает с продольной осью симметрии несущей рамы и составляет общую продольную ось вращения для двух несущих направляющих инструмента. Этот вариант конструкции обеспечивает особенное преимущество в том, что внутреннее несущее направляющее и внешнее несущее направляющее механически объединены в едином корпусе, а именно в несущей раме. Целесообразно, чтобы несущая рама была закрыта для того, чтобы оптимизировать как входящие силы, так распределенные силы. Это приводит к тому, что инструментальная рабочая система, которая является неположительной по существу, в которой инструменты работают по отношению друг к другу как единая пара, взаимно поддержаны с оптимальной балансирующей силой. С одной стороны, на инструменты могут действовать относительно большие силы. Это особенно полезно при использовании обжимных инструментов, которые соединяют дюралевые или подобные им заклепки, чтобы предотвратить любую входящую в собираемые узлы силу. В этой связи дюралевые заклепки также обеспечивают экономическое преимущество, поскольку они не требуют предварительно подготовленных отверстий, и точность позиционирования центра инструмента является относительно большой. Таким образом, во время производства может быть достигнута очень высокая скорость клепки. С другой стороны, узлы, такие как несущая рама, опоры, монтажные детали и/или головные части несущего приспособления, которые держат указанную раму, могут быть уменьшены по размеру. За счет объединения несущих направляющих инструмента в раме значительно упрощается общая конструкция устройства. Установка, которая поддерживает несущую раму, так же как расположение опор, устроены экономящим пространство образом с минимальным числом узлов.
В частности, с помощью устройства, согласно изобретению, возможно разместить соединительные швы так, чтобы обшить кожухи, которые полностью закрыты по окружности. Согласно изобретению это может также быть достигнуто с помощью закрытой несущей рамы. Согласно изобретению такая несущая рама на лицевой стороне снабжена ребрами, которые соединяют два несущих направляющих, при этом ребра рамы вращательно удерживаются, по крайней мере, вдоль одной продольной оси рамы и, по крайней мере, на одном конце рамы ребро неразъемно соединено с несущими направляющими так, чтобы указанное ребро рамы в отделенном состоянии могло быть перемещено в положение, которое обеспечивает доступ к переднему пространству перед внутренним несущим направляющим. Целесообразно, чтобы рама могла быть открыта так, чтобы съемное ребро рамы могло быть полностью отделено от рамы, и посредством монтажной детали, подобной колонне, могло быть перемещено в положение, которое оставляет свободное пространство для размещения кожуха, открытого с лицевой стороны и закрытого по окружности, в заранее смонтированной форме, или части указанного кожуха, или удаления его оттуда. Целесообразно, чтобы со стороны поверхности, остающейся закрытой, рама была снабжена противовесом для того, чтобы удерживать раму в положении, при котором ребро рамы было бы полностью отделено от несущих направляющих.
Для того, чтобы можно было получить продольный шов также и в кожухах, поперечный разрез профилей которых изменяется, изобретение предусматривает удерживание несущей рамы таким способом, чтобы она могла перемещаться по желанию, по крайней мере, в два положения, в которых каждое из несущих направляющих выровнено в соответствии с различным внешним продольным контуром кожуха. Полезно наличие опорного устройства, которое удерживает несущую раму, при этом опорное устройство на ребрах рамы в направлении выступа имеет искривленные, например, выпуклые, поддерживающие секции, и соответствующие им вогнутые поддерживающие секции.
Для получения наиболее удобного устройства, с точки зрения его формы и размера, оно снабжено двумя колоннообразными монтажными деталями, между которыми смонтирована держащаяся на них несущая рама с возможностью вращения вокруг продольной оси. Монтажные детали смонтированы так, чтобы быть взаимно подвижными, в особенности на рельсах, поперек продольного направления кожуха, по крайней мере, в одном первом пространственном направлении. Для того чтобы удерживать несущую раму так, чтобы была обеспечена простая регулировка по высоте, в одном варианте изобретения предусмотрены колоннообразные монтажные детали, которые несут опоры, которые, в свою очередь, держат раму, и которые регулируются в пространственном направлении поперек продольного направления кожуха, насколько позволяет высота колонны монтажных деталей.
Согласно другому варианту изобретения, вместо рамы, которая объединяет несущие направляющие, устройство снабжено внутренним портальным устройством и внешним портальным устройством. Внутреннее портальное устройство держит, по крайней мере, одно внутреннее несущее направляющее, в то время как внешнее портальное устройство держит, по крайней мере, одно внешнее несущее направляющее, причем внутреннее несущее направляющее может регулироваться вращением на продольной оси вращения внутреннего портального устройства, в то время как внешнее несущее направляющее может регулироваться вращением на продольной вращательной оси внешнего портального устройства, при этом ось вращения предпочтительно расположена параллельно внутренней портальной продольной оси вращения. Предпочтительно, что внутреннее портальное устройство и внешнее портальное устройство включают две колоннообразных монтажных детали, между которыми установлено держащееся на них портальное несущее, причем колоннообразные монтажные детали каждого портального устройства смонтированы так, чтобы быть подвижными, по крайней мере, в одном первом пространственном направлении поперек продольного направления кожуха, с возможностью закрепления, и нести вращательные опоры, каждая из которых держит портальное несущее, и, по крайней мере, регулируются в одном втором пространственном направлении поперек продольного направления кожуха, насколько позволяет высота колонны монтажных деталей.
Для того чтобы переместить закрытый по окружности изготовленный кожух или его часть, с верхней стороны на сборочное устройство, или чтобы удалить из последнего указанный кожух, согласно одному варианту изобретения, внутреннее портальное устройство включает первую колоннообразную монтажную деталь, на которой внутреннее портальное несущее крепится на штифте в направлении высоты колонны. Портальное устройство также включает вторую колоннообразную монтажную деталь, на которой крепится внутреннее портальное несущее так, чтобы оно могло начать вращающееся перемещение, в котором вторая подобная колонне монтажная деталь может быть перемещена поперек продольного направления кожуха до такого положения, при котором освобождается лицевое пространство перед внутренним портальным несущим приспособлением.
В варианте, согласно изобретению, с двумя портальными устройствами, также могут быть использованы специальные средства для получения продольных швов на секциях с переменными продольными контурами или с различными профилями поперечного сечения. С этой целью на колоннообразных монтажных деталях внутреннего портального устройства и внешнего портального устройства устанавливают регулируемые по высоте стопорные опоры таким образом, что указанные портальные устройства располагаются параллельно друг другу и могут выборочно перемещаться, по крайней мере, в два положения, которые приспосабливаемы к различным продольным контурам.
Особенно полезные варианты или опции изобретения описаны более подробно со ссылками на схематические чертежи.
Фиг.1 и 2 показывают продольный вид одного варианта сборочного устройства с несущей рамой;
Фиг.3 показывает вид в плане установочного положения сборочного устройства на Фиг.1 и 2;
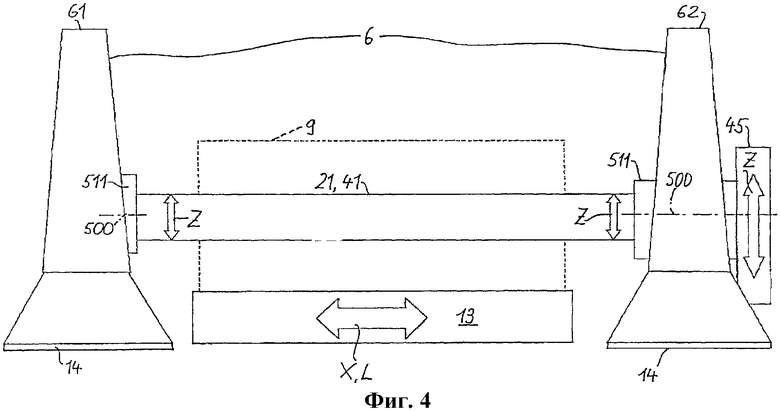
Фиг.4 и 5 показывают продольный вид и вид в плане сборочного устройства на Фиг.1-3 в установочном положении;
Фиг.6А - 6С показывают вид спереди установочных положений сборочного устройства на Фиг.1-5;
Фиг.7 показывает вид сбоку установочных положений сборочных устройств на полых кожухах различной окружности;
Фиг.8 и 9 показывают продольный вид и вид в плане примера конструкции сборочного устройства согласно изобретению;
Фиг.10 и 11 показывают продольный вид и вид в плане установочного положения сборочного устройства на Фиг.8 и 9;
Фиг.12А - 12С показывают вид спереди установочных положений сборочного устройства на Фиг.8-11; и
Фиг.13 показывает продольный вид установочного положения сборочного устройства на Фиг.8-12.
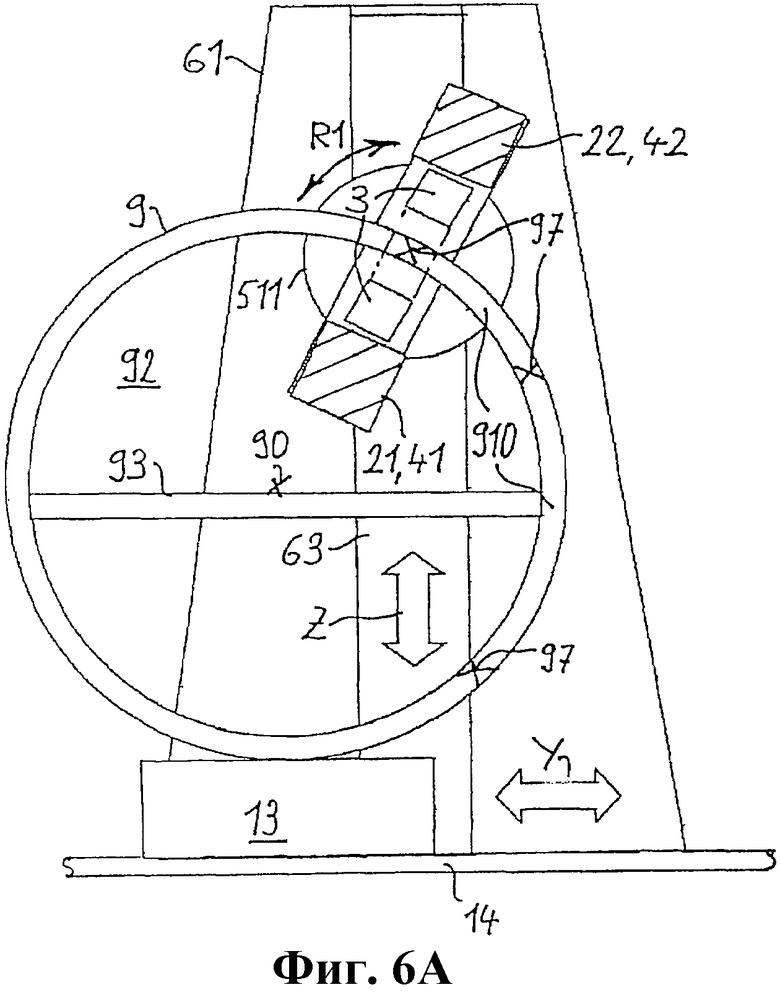
Сборочное устройство 1, 11, согласно изобретению, показанному на Фиг.1-6, включает установку 6 с несущей рамой 4 на ней. Две монтажные детали, которые могут перемещаться, при необходимости, отдельно или вместе, в направлении вдоль оси Y по рельсам 14, выполнены в виде колонны или башни 61, 62, расположенной в направлении высоты Z. Несущая рама 4 расположена в направлении третьей декартовой координаты X, и посредством концевых деталей 43, 44, которые образуют ребра рамы, имеет возможность скользить в направлении высоты Z. Рама поддерживается с возможностью вращения относительно центральной оси и оси симметрии 40 рамы башнями 61, 62 посредством опоры 51. Сборочное устройство 11 используется для соединения частично цилиндрических, имеющих чашеобразную форму, продольных сегментов 910 путем размещения продольных заклепочных швов 97 на кожухе, закрытом по окружности и с внешней стороной в форме фюзеляжа 9, как показано в Фиг 6А - 6С. На этих фигурах показан фюзеляж самолета 9, который имеет поперечное сечение кругового цилиндрического профиля. Внутри фюзеляж 9, приблизительно на половине его высоты, разделен на область выше перегородки и область ниже перегородки посредством горизонтальной перегородки 93. Фюзеляж 9 с его цилиндрической осью 90 расположен в направлении оси X. Продольное направление L сборочного устройства 11, так же, как продольное направление фюзеляжа 9, взаимно определены направлением оси X.
Для установки фюзеляжа 9, он собирается из секций формы, показанной на Фиг.6А - 6С, и способом, который будет описан ниже, размещается в сборочном устройстве 11 на несущем приспособлении для узлов 13, который, например, может перемещаться по направляющей 17 в направлении оси X. В этом состоянии продольные сегменты 910 - Фиг.6А - 6С показывают поперечные разрезы - соединяются вместе по продольным границам. Для этого продольные заклепочные швы 97 накладываются в местах перекрытий. Такие заклепочные швы накладываются с помощью известных внутренних 31 и внешних инструментов 32, которые работают в паре друг относительно друга и могут перемещаться поперек продольного направления L кожуха. Рабочие элементы или части инструмента включают, в частности, инструменты для сверления, зенкования, герметизации, уплотнения, прессования и поддержки при клепке, которые автоматически выбираются, выдвигаются и активизируются для выполнения индивидуальных этапов работы. Например, каждое из клепаных соединений, которые на Фиг.6А - 6С показаны в местах перекрытия сегментов 910 условным обозначением X, включает три продольно-параллельных линии клепки.
Согласно изобретению сборочное устройство 11 включает пару несущих приспособлений 2, которая сформирована внутренним несущим направляющим приспособлением 21, которое в полом пространстве 92 фюзеляжа 9 простирается в направлении оси Х и управляемо перемещает внутренний суппорт 310, и внешним несущим приспособлением 22, которое простирается в направлении оси Х и управляемо перемещает внешний суппорт 320. В варианте конструкции согласно Фиг.1-6 пара несущих приспособлений 2 сформирована несущей рамой 4. Продольные детали 41, 42 рамы 4, которые расположены параллельно прямому продольному контуру 980 фюзеляжа 9, формируют два несущих направляющих приспособления 21, 22, которые на своих лицевых поверхностях неявно связаны с концевыми деталями 43, 44. Рама 4 или несущие приспособления рамы 41, 42 имеют такую длину, что продольный путь каждого суппорта 310, 320 покрывает полную длину изготавливаемого фюзеляжа 9. Кроме того, суппорты 310, 320 как пара смонтированы так, чтобы они могли перемещаться друг относительно друга, чтобы набор инструментов 31, 32 для производства заклепочного шва 97 мог быть перемещен изнутри или снаружи к стенке кожуха 91 фюзеляжа 9, где они работают друг относительно друга с автоматически выбираемыми инструментами для обработки шва. С этой целью отдельные инструменты 31, 32 также могут перемещаться на суппортах 310, 320 в продольном направлении и в поперечном направлении.
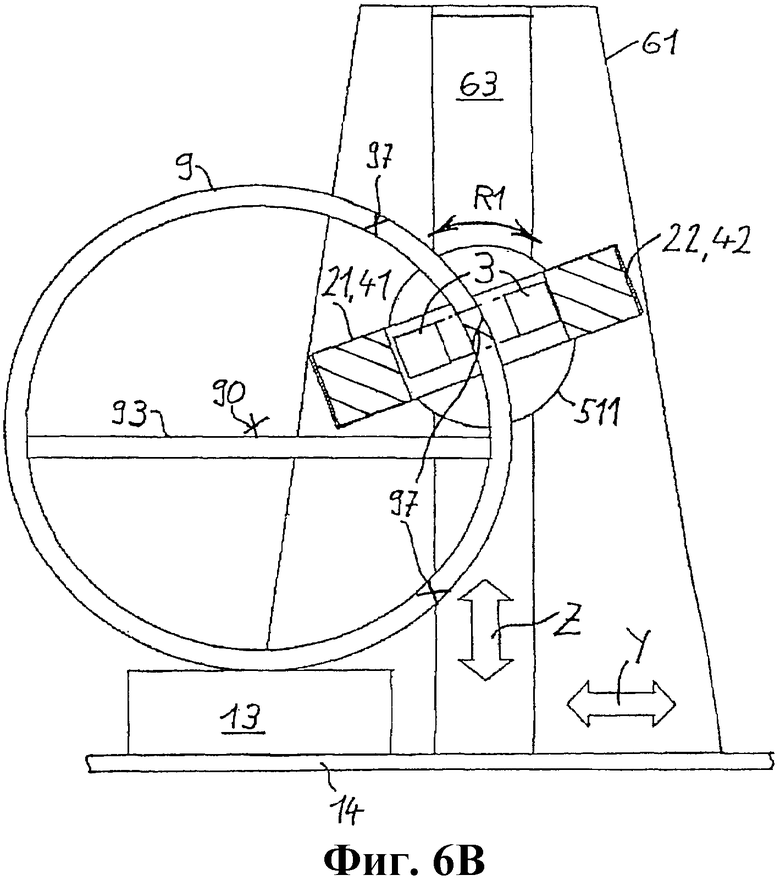
Опорное устройство рамы 51 включает пару вращательно-кольцевых опор 511. Каждая опора 511 регулируется по высоте и имеет стопорный механизм на соответствующей башне/опоре 61, 62 в вертикальном пазу 63 в направлении по оси Z. Чтобы поддерживать раму несущего приспособления 4 с концевыми деталями 43, 44, две вращательно-кольцевых опоры 511 перемещаются в направлении Z-(высота) и направлении оси Y в соответствующие положения. В каждом Y, Z-положении рама 4 имеет возможность вращаться вокруг своей центральной продольной оси 40, которая совпадает с осью вращения 500 опорного устройства 51. Соответственно, внутреннее несущее направляющее приспособление для инструмента 21, 41 и внешнее несущее направляющее приспособление инструмента 22, 42 вращательно удерживается на одной и той же продольной оси вращения 500. Вращая раму 4 вокруг оси вращения 500, противодействующие суппорты 310, 320, которые выровнены друг относительно друга, или инструменты 31, 32, которые находятся друг напротив друга, как пара 3, могут перемещаться единственным вращательным регулирующим движением в любое желательное угловое положение. В комбинации со взаимной подвижностью башен 61, 62 установки 6 по оси Y, так же, как и взаимной приспосабливаемостью высоты вращательно-кольцевых опор 511 по оси Z, рама 4 может быть перемещена в любое желательное положение по высоте или окружности на кожухе фюзеляжа 91, как это, в частности, показано на Фиг.6А - 6С, на которых вращательным регулированием рамы 4 в направлении R1 суппорты 310, 320 или инструменты 31, 32 могут быть установлены в рабочем направлении, которое перпендикулярно изготавливаемой поверхности фюзеляжа 9. Это расположение достигается независимыми регулировками в направлении по оси Y, направлении по оси Z и в направлении R1. В устройстве 1 два возвратно-поступательных перемещения, так же, как и вращающее перемещение, выполняются автоматически согласно размеру и форме фюзеляжа 9, а также согласно положению по окружности накладываемого заклепочного шва. В каждом из рабочих положений набора инструментов башни 61, 62 или опоры 511 останавливают с помощью обычных средств (не показано).
На Фиг.6А - 6С показаны два рабочих положения в вышеупомянутой области выше перекрытия и одно рабочее положение в области под перекрытием фюзеляжа 9. В каждом случае заклепочный соединительный шов получают во время возвратно-поступательного перемещения двух инструментальных суппортов 310, 320 в утвердившиеся положения вдоль несущих направляющих приспособлений для инструмента 41, 42, в которых индивидуальные процессы работы инструментов 31, 32, проводимые в парах друг относительно друга, автоматически управляются, выбираются, активизируются и выполняются.
Чтобы продемонстрировать универсальное использование сборочного устройства 1, на Фиг.7 показаны цилиндрические фюзеляжи 9 различного размера и формы с парами несущих приспособлений 2, или парами инструментов 3, которые перемещаются к выбранным положениям обработки 191-198. На чертеже показано, что с одним и тем же сборочным устройством 1 положения обработки с 90° положениями инструмента могут быть настроены на кожухах фюзеляжей с круговыми поперечными сечениями сильно различающихся размеров и на обшивках, которые представляют овал в поперечном разрезе. Например, меньшие фюзеляжи имеют диаметры меньше чем 4 м, в то время как большие фюзеляжи имеют диаметры больше 7 м. С автоматической клепальной машиной согласно изобретению, продольные швы могут накладываться в любом желательном положении по окружности, на цилиндрических компонентах, так же как и на обшивках, которые являются нецилиндрическими, любого диаметра и формы.
Чтобы обеспечить одно и то же сборочное устройство 1 для широкого спектра приложений, автоматически подвижные и регулируемые части устройства проектируются и реализуются так, что пара 2 несущих направляющих приспособлений 21, 22 перемещается по окружности обшивки, с углом окружности в диапазоне, по крайней мере, 200-300°.
Фюзеляжи, показанные на Фиг.6 и 7 включают центральное перекрытие 93, или в варианте конструкции овального фюзеляжа, включают два перекрытия 95, 96. Чтобы переместить пары 2 несущих приспособлений или пары 3 инструментов на таких фюзеляжах 9 в любой области перекрытия к желательному положению по высоте, необходимо произвести изменение в плоскости. С этой целью фюзеляж 9 должен быть перемещен из области пары несущих приспособлений 2 или рамы 4, а после изменения по высоте пары несущих приспособлений 2, должен быть перемещен в новую область перекрытия. Действия, которые требуются для этого, а также действия для помещения внутрь устройства 11 полностью закрытого по окружности фюзеляжа 9, который открыт с лицевой стороны, описаны ниже в контексте примера воплощения.
Как показано на Фиг.2 и 3, концевая деталь рамы 43 съемно соединяется с несущими направляющими приспособлениями рамы 41, 42. Концевая деталь 43, которая отделена от несущих направляющих приспособлений 41, 42, перемещается по оси Y посредством башни 61, при этом концевая деталь 43 остается соединенной с опорой 511. Для крепления концевой детали 43 к несущим направляющим приспособлениям рамы 41, 42 можно использовать любые съемные механические соединительные средства, которые обеспечивают нефиксированное соединение. В такой конструкции соединение установлено так, что башни 61 и 62 остаются на фиксированном расстоянии друг от друга в направлении по оси X.
На Фиг.2 рама 4 с несущими направляющими приспособлениями 41, 42 находится в вертикальном положении, которое соответствует направлению по оси Z. Башня 61 с концевой деталью 43, отделенной от несущих направляющих приспособлений 41, 42 подается назад в направлении по оси Y так, чтобы рама 4, которая остается в удлиненной U-форме перед открытой лицевой поверхностью, была полностью свободной. Кожух 91 фюзеляжа 9, который полностью закрыт по окружности и который опирается на несущую конструкцию 13, за счет продольного перемещения несущей конструкции 13 в направлении по оси X, перемещается между несущими направляющими приспособлениями рамы 41, 42 или перемещается назад из этого положения. На виде сверху Фиг.3 рама 4 показана в горизонтальном положении, которое соответствует плоскости XY. Очевидно, что башня 61 с концевой деталью 43 перемещается в направлении по оси Y до такого положения, при котором полностью закрытый по окружности фюзеляж 9 может быть удобно и свободно перемещен по внутреннему несущему направляющему приспособлению 41.
Для того чтобы изменить плоскость высоты внутреннего несущего направляющего приспособления 41, после перемещения фюзеляжа 9 из области рамы 4, две концевые опоры 511 на башнях 61, 62 перемещаются до того же положения по высоте в направлении по оси Z, где и устанавливаются. В этой процедуре вращательное положение концевой детали 43 и открытой части U-рамы на вращательных осях опор 511 остается таким, что рама 4 простым способом снова закрывается, а башня 61 подается назад к Y-положению, которое соответствует башне 62.
В варианте конструкции на Фиг.1-6, вращающаяся опора 511, которая регулируется по высоте в направлении по оси Z, на башне 62 связана с массой веса 45 таким образом, что противовес, который уравновешивает действие веса части U-рамы, держит часть U-рамы с благоприятным распределением силы на опору башни 62 в ее свободно несущем положении.
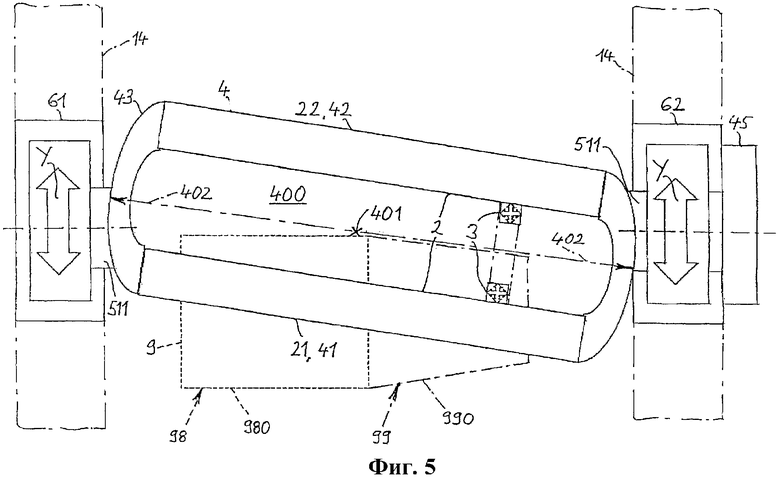
Как показывает вид сверху на Фиг.5, параллельные несущие направляющие приспособления 41, 42 рамы 4 расположены в направлении, которое соответствует продольному контуру 990 конической концевой секции 99 фюзеляжа 9. Это означает, что несущие направляющие приспособления 41, 42 и прямая контурная линия конической секции 99, чей круговой диаметр уменьшается к концу, расположены параллельно. С помощью сборочного устройства 11 не только возможно производить и обрабатывать продольные швы на прямой секции фюзеляжа 98 с контуром 980, который лежит параллельно направлению оси X, но также и на трехмерной секции, которая простирается под углом относительно направления по оси X. Для этой цели плоская рама несущего приспособления 4 в плоскости рамы 400, являющейся общей для компонентов 41-44, устроена так, чтобы обеспечить вращательное регулирование на центральной оси 401, которая перпендикулярна указанной плоскости рамы 400.
В зависимости от соответствующих положений высоты опоры 511 в направлении по оси Z, плоскость рамы 400 приходит в состояние покоя в горизонтальных плоскостях. Каждая концевая деталь 43, 44 на стороне, обращенной к опоре 511, содержит выпуклый круговой сегмент, который определяется радиусом 402 на оси 401, который расположен в области 400. Соответственно, каждая опора 511 содержит совпадающий выпуклый корпус для размещения соответствующих концевых деталей 43, 44 в плоскости 400 так, чтобы они могли вращаться вокруг оси 401.
Чтобы установить положение несущих направляющих приспособлений 41, 42, положение которых совпадает с прямым наклонным контуром, рама 4 с башнями 61, 62 сначала перемещается линейно в направлении по оси Y в желательное положение по окружности и по высоте, с башнями 61, 62, выровненными параллельно направлению по оси X, и с опорами 511, линейно-подвижными перпендикулярно направлению по оси Y. За счет вращения вокруг оси 500 суппорты 310, 320 в установленном положении по окружности перемещаются к рабочему положению 90° относительно стены цилиндрической секции 98. За счет вращения рамы 4 вокруг оси 401, осуществляется параллельное выравнивание относительно контура 990 конической секции 99.
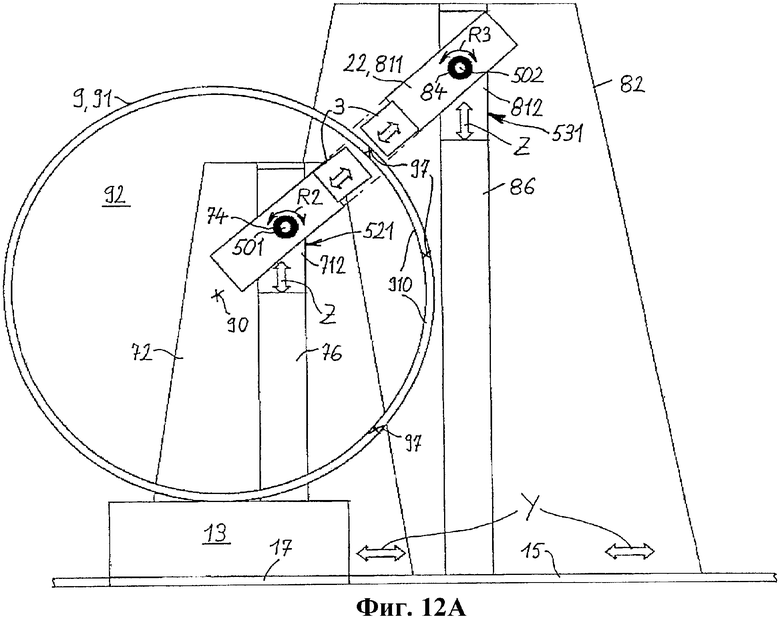
Согласно следующему варианту конструкции на Фиг.8-13 сборочное устройство 1, 12 вместо несущей рамы 4 содержит внутреннее портальное устройство 7, которое держит внутреннее несущее направляющее приспособление для инструмента 21, а также внешнее портальное устройство 8, которое держит внешнее несущее приспособление для инструмента 22. Внутреннее портальное устройство 7 включает две колоннообразных монтажных детали, которые сформированы башнями 72, 73, которые держат портальное несущее приспособление 71 так, чтобы оно было подвижно в направлении по высоте Z, и так, чтобы оно было регулируемо. Портальное несущее приспособление 71 образовано внутренней продольной секцией 711, которая образует несущее направляющее приспособление 21, и, на концах, калибровочными участками 712, 713, причем продольная секция 711 крепится посредством вращательных кольцевых опор 74 к калибровочным участкам 712 и 713 так, чтобы иметь возможность вращения вокруг продольной оси вращения 501.
Внешнее портальное устройство 8 спроектировано соответственно. Оно включает две монтажные детали, которые формируют башни 82, 83, на которых портальное несущее приспособление 81 крепится так, чтобы быть подвижным и регулируемым в направлении по высоте Z. Портальное несущее приспособление 81 сформировано внутренней продольной секцией 811, которая образует внешнее несущее направляющее приспособление 22, так же, как и калибровочными участками 812, 813 на концах. Центральная продольная секция 811 крепится с возможностью вращения к концевым секциям 812, 813 на продольной оси вращения 502 посредством вращательной концевой опоры 84. Портальные устройства 7, 8 имеют возможность раздельного перемещения в направлении по оси Y на рельсах 15 или 16.
Кроме факта, что в варианте конструкции на Фиг.8-13 центральные продольные портальные секции 711, 811 образуют несущие направляющие приспособления 21, 22, которые параллельны прямому продольному контуру 980, указанные несущие направляющие приспособления 21, 22 с суппортами 310, 320 и инструментами 31, 32 формируют пару 2 из несущих приспособлений, как это было описано ранее. Для производства заклепочных швов 97, положения, показанные на Фиг.12А - 12С, могут быть, например, достигнуты и установлены, при этом эти положения соответствуют положениям на Фиг.6А - 6С. Для установки рабочего положения для обработки шва 97, пары башен 72, 73 и 82, 83 раздельно перемещаются в направлении по оси Y и размещаются с интервалом, соответствующим требуемому положению. Посредством линейного пускового перемещения портальные несущие приспособления 71, 81 перемещаются в направлении по оси Z в положения по высоте, в которых, впоследствии, продольные секции 711, 811, образующие продольные несущие направляющие 21, 22, вращаются в направлениях R2, R3 с помощью вращательного перемещения на осях 501, 502 для того, чтобы взаимно выровнять суппорты 310, 320 с инструментами 31, 32 как пару 3 в одном направлении работы под углом 90° относительно обрабатываемой поверхности.
Портальные несущие опорные секции 712, 713 или 812, 813 держатся на опорах 521 или 531, которые могут перемещаться и закрепляться по высоте Z на башнях 72, 73 или 82, 83 в вертикальных канавках опор 712 или 812, например, посредством снабженных резьбой шпинделей (не показаны).
В области окружности приблизительно в 270° суппорты 310, 320 могут перемещаться в рабочие положения, в которых только область несущей конструкции 13, которая держит фюзеляж 9, остается открытой. Например, все положения могут быть установлены на фюзеляжах (Фиг.7), которые отличаются по размеру и форме.
На Фиг.10 и 11 представлены варианты проектов сборочного устройства 12 для помещения кожуха фюзеляжа 9, который полностью закрыт по окружности, в устройство и извлечение фюзеляжа из устройства, в частности для извлечения и помещения фюзеляжа для изменения плоскостей инструмента между областями перекрытия, отделенными перекрытиями 93, 94, 95.
Внутреннее портальное устройство 7 включает башню 72, которая является главной башней. Портальное несущее приспособление 71 со стопорной опорой 75 крепится на ней с возможностью вращения вокруг оси 750, которая простирается в направлении по оси Y. В таком устройстве вращающаяся опора 521, которая держит портальное несущее приспособление 71, спроектирована так, чтобы иметь возможность вращаться вокруг оси 750, в отношении которой не требуется производить регулировку высоты опоры 521 на башне 72.
В другом конце портальная балка 71 связана с башней 73, которая формирует башню основания. Для освобождения пространства перед портальным несущим приспособлением 71, оно поднято в направлении по оси Z на несколько градусов, например, приблизительно на 5°, за счет вращения вокруг оси 750. Как показано на Фиг.11, освобожденная башня основания 73 перемещена в направлении по оси Y в тыльное положение. В результате этого внутреннее портальное несущее приспособление 71 становится свободным для размещения и извлечения фюзеляжа 9. Для изменения плоскости, свободное портальное несущее приспособление 71 перемещается к желательному положению по высоте за счет перемещения главной башни 72 в направлении по оси Y и за счет перемещения опоры 521 на указанной башне в направлении по оси Z. Соответственно, вращающаяся опора 521 для портального несущего приспособления 71 на башне основания 73 перемещается на то же самое положение по высоте для того, чтобы быть перемещенным к Y-положению, соответствующему башне 72 для закрытия моста 7.
Опора 521 на главной башне 72 включает массу веса 79, которая создает вес рычага, который противодействует весу рычага портального несущего приспособления 71 для того, чтобы удерживать портальное несущее приспособление 71 в его поднятом положении вращаемым малым осевым углом, как показано на Фиг.10.
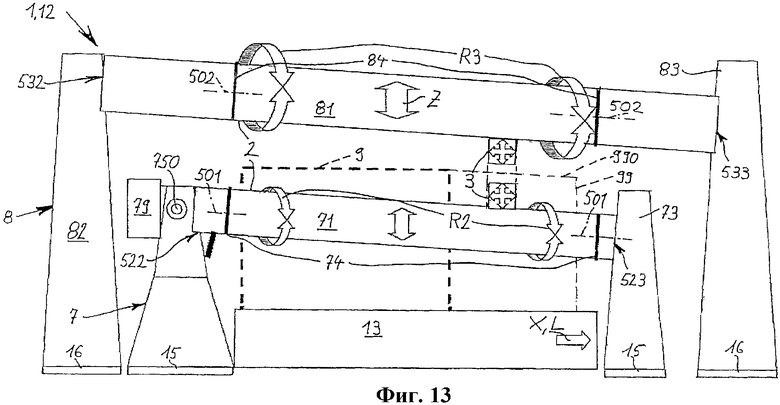
Целесообразно, как показано в варианте конструкции на Фиг.13, сборочное устройство 12, которое включает портальные устройства 7, 8, может включать портальные несущие приспособления 71, 81, которые могут удерживаться под углом к плоскости X-Y, и которые расположены параллельно плоскости X-Y для получения продольного шва, также обрабатываемого на контуре 990, который вытянут под углом к направлению оси X, например на конусной секции 99. Для этой цели может использоваться стопорная опора 75 внутреннего портального устройства 7, в которой обеспечена достаточно большая область поворота. Соответственно, башня 82 внешнего портального несущего приспособления 81 держится посредством неподвижной опоры, которая позволяет установить положение несущего приспособления, которое наклонено в направлении по оси Z. На другой башне 83, как это имеет место на башне 73 для опоры 531, имеется опора или подвижная опора для того, чтобы иметь возможность установки наклонного положения с возможностью регулирования.
Всеми процессами автоматически управляют посредством стандартных средств управления, используемыми при заводском изготовлении фюзеляжей.










Изобретение относится к области машиностроения, а именно к сборочным устройствам для соединения продольных сегментов кожуха. Устройство содержит по крайней мере одну инструментальную пару, которая включает внутренний инструмент и внешний инструмент, несущую раму и пару несущих приспособлений в виде внутреннего несущего направляющего приспособления и внешнего несущего направляющего приспособления. Каждое несущее направляющее приспособление расположено с возможностью вращения по крайней мере относительно одной продольной оси вращения. Каждое несущее направляющее приспособление установлено с возможностью выборочного перемещения в различные положения на продольном периметре кожуха инструментов, действующих в паре для получения соединительного шва. Несущая рама размещена в продольном направлении, содержит пару несущих приспособлений и установлена с возможностью вращения на несущей оси, которая образует общую продольную ось вращения для двух несущих направляющих приспособлений. Несущая рама на лицевой стороне содержит ребра, которые соединяют два несущих направляющих приспособления пары. Ребра рамы расположены с возможностью вращения по крайней мере относительно одной продольной оси несущей рамы и по крайней мере на одном конце рамы. Ребро рамы разъемно соединено с несущими направляющими приспособлениями рамы. В результате обеспечивается простота конструкции устройства, уменьшается усилие сборки, а время и расходы сокращаются. 2 н. и 21 з.п. ф-лы, 17 ил.
1. Сборочное устройство (1) для соединения продольных сегментов (910) кожуха (9), имеющих чашеобразную форму, с получением большого узла, простирающегося продольно, который образует полое пространство (92) с открытой лицевой поверхностью и закрытое по окружности, путем размещения по крайней мере одного продольного соединительного шва (97) на кожухе (91), содержащее по крайней мере одну инструментальную пару (3), которая включает внутренний инструмент (31), управляемо перемещаемый в пределах полого пространства (92) в продольном направлении (L) кожуха (9), и внешний инструмент (32), управляемо перемещаемый вне полого пространства (92) в продольном направлении (L) кожуха (9), причем для получения соединительного шва (97) инструменты (31, 32) работают вместе как пара (3) в направлении поперек продольного направления (L) кожуха, пару несущих приспособлений (2), которая образована внутренним несущим направляющим приспособлением (21), которое простирается в продольном направлении (L) кожуха и управляемо перемещает внутренний инструмент (31) внутри полого пространства (92) кожуха, и внешнее несущее направляющее приспособление (22), которое простирается вне кожуха (9) в продольном направлении (L) кожуха и управляемо перемещает внешний инструмент (32), при этом каждое несущее направляющее приспособление (21, 22) расположено с возможностью вращения по крайней мере относительно одной продольной оси вращения (500, 501, 502), которая ориентирована по внешнему продольному контуру (980, 990) кожуха (9), а также удерживаются с возможностью скольжения и смещения по крайней мере в двух различных пространственных направлениях (Y, Z), пролегающих поперек продольного направления (L) кожуха, и установлено с возможностью выборочного перемещения в различные положения на продольном периметре кожуха (9) инструментов, действующих в паре для получения соединительного шва, при этом сборочное устройство содержит несущую раму (4), простирающуюся в продольном направлении (L), которая образует пару несущих приспособлений (2), и расположена с возможностью вращения на несущей оси, которая предпочтительно совпадает с продольной осью симметрии (40) несущей рамы (4), которая образует общую продольную ось вращения (500) для двух несущих направляющих приспособлений (21, 22), отличающееся тем, что несущая рама (4) на лицевой стороне содержит ребра (43, 44), которые соединяют два несущих направляющих приспособления (21, 22; 41, 42) пары (2), при этом ребра рамы (43, 44) расположены с возможностью вращения по крайней мере относительно одной продольной оси (40) несущей рамы (4) и по крайней мере на одном конце рамы, ребро рамы (43) разъемно соединено с несущими направляющими приспособлениями рамы (41, 42), а в отделенном состоянии может быть перемещено в положение, которое обеспечивает доступ к лицевому пространству перед внутренним несущим направляющим приспособлением (41).
2. Сборочное устройство по п.1, отличающееся тем, что по крайней мере одна пара инструментов (3) предназначена для получения заклепочного соединения.
3. Сборочное устройство по п.2, отличающееся тем, что пара инструментов (3) включает заклепочные инструменты (31, 32), предназначенные для заклепок на кожухе (9).
4. Сборочное устройство по п.1, отличающееся тем, что при сборке получают кожух (9), который по крайней мере вдоль одной продольной секции (98) по форме является приблизительно цилиндрическим.
5. Сборочное устройство по п.1, отличающееся тем, что при сборке получают кожух (9), который по крайней мере вдоль одной продольной секции (99), в особенности на конце секции, по форме является коническим.
6. Сборочное устройство по п.1, отличающееся тем, что каждое несущее направляющее приспособление инструмента (21, 22) может вращаться относительно продольных осей вращения (500, 501, 502), а также перемещаться назад и вперед в двух отдельных поперечных направлениях (Y, Z), которые перпендикулярны друг другу, причем предпочтительно одно поперечное направление (Y) определяется горизонтальной плоскостью (X-Y), в то время как другая поперечная плоскость определена вертикальным направлением (Z), которое перпендикулярно вышеупомянутой плоскости.
7. Сборочное устройство по п.1, отличающееся тем, что несущая рама на ее конце, обращенном к концу с полностью отделяемым ребром рамы (43), снабжена противовесом (45) для удержания несущей рамы (4) в положении, при котором ребро рамы (43) полностью отделено от несущих направляющих приспособлений рамы (41, 42).
8. Сборочное устройство по п.1, отличающееся тем, что несущая рама (4) крепится таким образом, что она может перемещаться по крайней мере в два положения (19), в которых каждое из несущих направляющих приспособлений рамы (41, 42) выравнивается в соответствии с различным внешним продольным контуром (980, 990) кожуха (9).
9. Сборочное устройство по п.8, отличающееся тем, что оно содержит опорное устройство (51), удерживающее несущую раму (4), при этом ребра рамы (43, 44) содержат выпуклые секции, а также соответствующие поддерживающие секции, которые совпадают с указанными выпуклыми секциями.
10. Сборочное устройство по п.1, отличающееся тем, что оно содержит колоннообразные монтажные детали (61, 62), между которыми смонтирована несущая рама (4), удерживаемая на них с возможностью вращения вокруг продольной оси (40), причем колоннообразные монтажные детали (61, 62) смонтированы так, чтобы быть взаимно подвижными поперек продольного направления (L) кожуха (9) по крайней мере в одном первом пространственном направлении (Y).
11. Сборочное устройство по п.1, отличающееся тем, что колоннообразные монтажные детали (61, 62) несут опоры (511), которые держат несущую раму (4) и которые регулируются в пространственном направлении (Z) поперек продольного направления (L) кожуха (9), насколько позволяет высота колонны монтажных деталей (61, 62).
12. Сборочное устройство (1) для соединения продольных сегментов (910) кожуха (9), имеющих чашеобразную форму, с получением большого узла, простирающегося продольно, который образует полое пространство (92) с открытой лицевой поверхностью и закрытое по окружности путем размещения по крайней мере одного продольного соединительного шва (97) на кожухе (91), содержащее по крайней мере одну инструментальную пару (3), которая включает внутренний инструмент (31), управляемо перемещаемый в пределах полого пространства (92) в продольном направлении (L) кожуха (9), и внешний инструмент (32), управляемо перемещаемый вне полого пространства (92) в продольном направлении (L) кожуха (9), причем для получения соединительного шва (97) инструменты (31, 32) работают вместе как пара (3) в направлении поперек продольного направления (L) кожуха, пару несущих приспособлений (2), которая образована внутренним несущим направляющим приспособлением (21), которое простирается в продольном направлении (L) кожуха и управляемо перемещает внутренний инструмент (31) внутри полого пространства (92) кожуха, и внешнее несущее направляющее приспособление (22), которое простирается вне кожуха (9) в продольном направлении (L) кожуха и управляемо перемещает внешний инструмент (32), при этом каждое несущее направляющее приспособление (21, 22) расположено с возможностью вращения по крайней мере относительно одной продольной оси вращения (500, 501, 502), которая ориентирована по внешнему продольному контуру (980, 990) кожуха (9), а также удерживаются с возможностью скольжения и смещения по крайней мере в двух различных пространственных направлениях (Y, Z), пролегающих поперек продольного направления (L) кожуха, и установлено с возможностью выборочного перемещения в различные положения на продольном периметре кожуха (9) инструментов, действующих в паре для получения соединительного шва, при этом сборочное устройство содержит несущую раму (4), простирающуюся в продольном направлении (L), которая образует пару несущих приспособлений (2), и расположена с возможностью вращения на несущей оси, которая предпочтительно совпадает с продольной осью симметрии (40) несущей рамы (4), которая образует общую продольную ось вращения (500) для двух несущих направляющих приспособлений (21, 22), отличающееся тем, что оно содержит внутреннее портальное устройство (7), которое удерживает по крайней мере одно внутреннее несущее направляющее приспособление (21), а также внешнее портальное устройство (8), которое удерживает по крайней мере одно внешнее несущее направляющее приспособление (22), причем внутреннее несущее направляющее приспособление (21) может регулируемо вращаться на продольной оси вращения (501) внутреннего портального устройства (7), в то время как внешнее несущее направляющее приспособление (22) может регулируемо вращаться на продольной оси вращения (502) внешнего портального устройства (8).
13. Сборочное устройство по п.12, отличающееся тем, что по крайней мере одна пара инструментов (3) предназначена для получения заклепочного соединения.
14. Сборочное устройство по п.12, отличающееся тем, что пара инструментов (3) включает заклепочные инструменты (31, 32), которые устанавливают заклепки на кожухе (9).
15. Сборочное устройство по п.12, отличающееся тем, что при сборке получают кожух (9), который по крайней мере вдоль одной продольной секции (98) по форме является приблизительно цилиндрическим.
16. Сборочное устройство по п.12, отличающееся тем, что при сборке получают кожух (9), который по крайней мере вдоль одной продольной секции (99), в особенности на конце секции, по форме является коническим.
17. Сборочное устройство по п.12, отличающееся тем, что каждое несущее направляющее приспособление инструмента (21, 22) может вращаться относительно продольных осей вращения (500, 501, 502), а также перемещаться назад и вперед в двух отдельных поперечных направлениях (Y, Z), которые перпендикулярны друг другу, причем предпочтительно одно поперечное направление (Y) определяется горизонтальной плоскостью (X-Y), в то время как другая поперечная плоскость определена вертикальным направлением (Z), которое перпендикулярно вышеупомянутой плоскости.
18. Сборочное устройство по п.12, отличающееся тем, что по крайней мере одно портальное устройство (7, 8) содержит портальное несущее приспособление (71, 81), которое сформировано по крайней мере одной внутренней продольной секцией (711, 811), которая образует несущее направляющее приспособление (21, 22), и опорными секциями (712, 713, 812, 813) на ее концах.
19. Сборочное устройство по п.12, отличающееся тем, что внутреннее портальное устройство (7) и внешнее портальное устройство (8) включают две колоннообразных монтажных детали (72, 73, 82, 83), между которыми установлено закрепленное на них портальное несущее приспособление (71, 81), причем колоннообразные монтажные детали (72, 73, 82, 83) каждого портального устройства смонтированы так, чтобы быть подвижными по крайней мере в одном первом пространственном направлении (Y) поперек продольного направления (L) кожуха (9), выполнены с возможностью закрепления и несут вращательные опоры (521, 522, 531, 532), которые держат портальное несущее приспособление (71, 81), и регулируются по крайней мере в одном втором пространственном направлении (Z) поперек продольного направления (L) корпуса кожуха (9).
20. Сборочное устройство по п.19, отличающееся тем, что на колоннообразных монтажных деталях (72, 73, 82, 83) внутреннего портального несущего устройства (7) и внешнего портального несущего устройства (8) установлены регулируемые по высоте стопорные подшипники (76, 86) для портальных несущих приспособлений (71, 81), так что портальные несущие приспособления (71, 81) могут перемещаться параллельно друг другу по крайней мере в два положения, в которых они выравниваются в соответствии с различным внешним продольным контуром (980, 990) кожуха (9).
21. Сборочное устройство по п.12, отличающееся тем, что внутреннее портальное устройство (7) содержит колоннообразные монтажные детали (72, 73), на которых съемно крепится внутреннее портальное несущее приспособление (71) таким образом, что в отделенном состоянии по крайней мере одна монтажная деталь (73) может быть перемещена в положение, которое обеспечивает доступ к лицевому пространству перед внутренним портальным несущим приспособлением (71).
22. Сборочное устройство по п.21, отличающееся тем, что внутреннее портальное устройство (7) крепится к первой колоннообразной монтажной детали (72), на которой крепится внутреннее портальное несущее приспособление (71) в направлении высоты колонны, а также крепится ко второй колоннообразной монтажной детали (73), на которой крепится внутреннее портальное несущее приспособление (71) с возможностью подъема для того, чтобы освободить для процесса вторую колоннообразную монтажную деталь (73).
23. Сборочное устройство по п.22, отличающееся тем, что внешнее портальное несущее приспособление (71) на его прикрепленном конце содержит противовес (79).
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| УНИВЕРСАЛЬНЫЙ АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ БАЗИРОВАНИЯ КРУПНОГАБАРИТНЫХ ОБВОДООБРАЗУЮЩИХ ДЕТАЛЕЙ, ИХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И СБОРКИ И СПОСОБ БАЗИРОВАНИЯ КРУПНОГАБАРИТНЫХ ОБВОДООБРАЗУЮЩИХ ДЕТАЛЕЙ, ИХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И СБОРКИ | 1999 |
|
RU2165836C2 |
| Стапель для сборки | 1990 |
|
SU1750914A1 |
| RU 215870002, 10.11.2000 | |||
| US 4662556 A, 05.05.1987. | |||

