Изобретение относится к установке для обработки структурных элементов самолета с признаками ограничительной части п. 1 и к способу эксплуатации такой обрабатывающей установки с признаками ограничительной части п. 17 формулы.
Изготовление летательных аппаратов и, в частности, самолетов включает в себя обработку структурных элементов самолета, таких как крылья и фюзеляж или их части, на специальных обрабатывающих установках.
Известная обрабатывающая установка (DE 202013003544 U1), из которой исходит изобретение, содержит обрабатывающую станцию с зажимной рамой для размещения обрабатываемого структурного элемента самолета. Обрабатывающая станция оснащена выполненным в виде заклепочного блока обрабатывающим блоком.
Для обработки структурных элементов самолета требуется выверка между зажимной рамой и обрабатывающим блоком. В отношении поверхностной геометрии структурных элементов самолета, которая нередко аналогична свободной форме, выверка сводится, по меньшей мере, к двухосному поворотному перемещению. В известной обрабатывающей установке зажимная рама поворачивается посредством концевых поворотных опор вокруг своей продольной оси. Поворотные опоры сочленены с возможностью перемещения по высоте с позиционирующими башнями, расположенными в вертикальной плоскости, в результате чего может быть реализована возможность поворота зажимной рамы вокруг ее в значительной степени произвольных воображаемых поперечных осей.
Предпочтительным в известной обрабатывающей установке является тот факт, что ввиду упомянутой возможности поворота зажимной рамы не требуется поворота заклепочного блока, содержащего, как правило, верхний и нижний инструменты. Это упрощает механическую конструкцию обрабатывающего блока.
Проблему в известной обрабатывающей установке представляет, однако, загрузка зажимной рамы структурным элементом самолета и ее разгрузка от структурного элемента самолета. Причиной этого является необходимость башен позиционирования, чтобы обеспечить возможность поворота вокруг воображаемой поперечной оси рамы. Загрузка и разгрузка в известной обрабатывающей установке возможны исключительно поперек продольной оси станции без столкновения с башнями позиционирования. Таким образом, поточное производство, при котором структурный элемент самолета транспортируется трактами вдоль продольной оси станции от одной обрабатывающей станции к другой, возможно лишь с большими затратами на манипулирование.
В основе изобретения лежит задача усовершенствования известной обрабатывающей установки таким образом, чтобы упростить загрузку зажимной рамы структурным элементом самолета и ее разгрузку от структурного элемента самолета.
Эта задача решается у обрабатывающей установки в соответствии с ограничительной частью п. 1 посредством признаков отличительной части п. 1 формулы.
Существенной является принципиальная идея сочленить зажимную раму с башнями позиционирования таким образом, чтобы это меньше мешало загрузке и разгрузке зажимной рамы с башен позиционирования. Более подробно предложено, что предусмотрено поперечное смещение зажимной рамы поперек плоскости башен, которое обеспечивает то, что загрузка зажимной рамы структурным элементом самолета и/или ее разгрузка от структурного элемента самолета осуществляется вдоль плоскости башен и проходит сбоку мимо по меньшей мере одной башни позиционирования. Это позволяет интегрировать обрабатывающую станцию в поточное производство так, что продольная ось зажимной рамы ориентирована по направлению потока материалов поточного производства. Загрузка и/или разгрузка зажимной рамы может осуществляться тогда без промежуточных манипуляций в направлении потока материалов поточного производства, соответствующем предпочтительно продольной оси станции.
Предложенное решение может найти применение с совершенно разными обрабатывающими блоками. В одном особенно предпочтительном выполнении по п. 2 обрабатывающий блок оснащен верхним и нижним инструментами, которые в предпочтительном варианте расположены на портальной станине. Здесь структурный элемент самолета в зависимости от положения портальной станины проходит через нее вдоль продольной оси станции. Для загрузки и разгрузки обрабатывающий блок следует переместить в соответствующее парковочное положение, чтобы избежать столкновений со структурным элементом самолета. В остальном в выполнении с портальной станиной речь идет о сравнительно недорогом варианте.
Еще менее дорогим является предпочтительное выполнение по п. 3, в котором верхний и нижний инструменты расположены на станине, выполненной, в частности, С-образной. Такая С-образная станина при подходящем расчете в любое время может полностью выдвигаться поперек продольной оси станции из требуемой для загрузки и/или разгрузки зоны движения структурного элемента самолета. Эта возможность перемещения станины поперек продольной оси станции в остальном предпочтительна, т.к. нет необходимости в перемещении верхнего и нижнего инструментов относительно станины, что дополнительно снижает конструктивные затраты и затраты на технику управления по сравнению с рассмотренной выше портальной системой.
Особенно простая реализация предложенного поперечного смещения является объектом п. 9. Несущая рама может представлять собой простые, отстоящие поперек от башен позиционирования стальные профили.
Другие предпочтительные выполнения по п.п. 11 и 12 касаются предпочтительных вариантов реализации передающих станций, которые могут быть выполнены, в частности, в виде комплектовочных мест. Оснащение передающих станций роликовыми устройствами по п. 12 обеспечивает особенно простую транспортировку соответствующего структурного элемента самолета.
Особенно компактное и вместе с тем механически особенно прочное выполнение охарактеризовано в п. 13, где обе башни позиционирования снабжены двумя обрабатывающим станциям, которые по п. 14 расположены по отношению к плоскости башен с двух противоположных сторон. В случае симметричного выполнения по п. 15 механически особенно прочным образом возникает возможность использования обрабатывающей установки в пределах двух параллельных поточных производств.
Согласно другому техническому решению по п. 17, заявлен способ эксплуатации предложенной обрабатывающей установки.
Существенным, согласно другому техническому решению, является то, что загрузка и/или разгрузка осуществляется за счет транспортировки, в частности перемещения, структурного элемента самолета между по меньшей мере одной передающей и по меньшей мере одной обрабатывающей станциями. Существенной является та принципиальная идея, что загрузка и/или разгрузка осуществляется вдоль плоскости башен через по меньшей мере одну передающую станцию. При этом, в принципе, может быть также предусмотрено, что предшествующая предложенной обрабатывающей станции передающая станция одновременно служит передающей станцией, последующей за дополнительной обрабатывающей станцией. В этом отношении предложенный способ предназначен для применения в поточном производстве с несколькими обрабатывающими станциями, расположенными в направлении потока материалов.
Изобретение более подробно поясняется со ссылкой на чертежи, на которых изображены примеры его осуществления. На чертежах представляют:
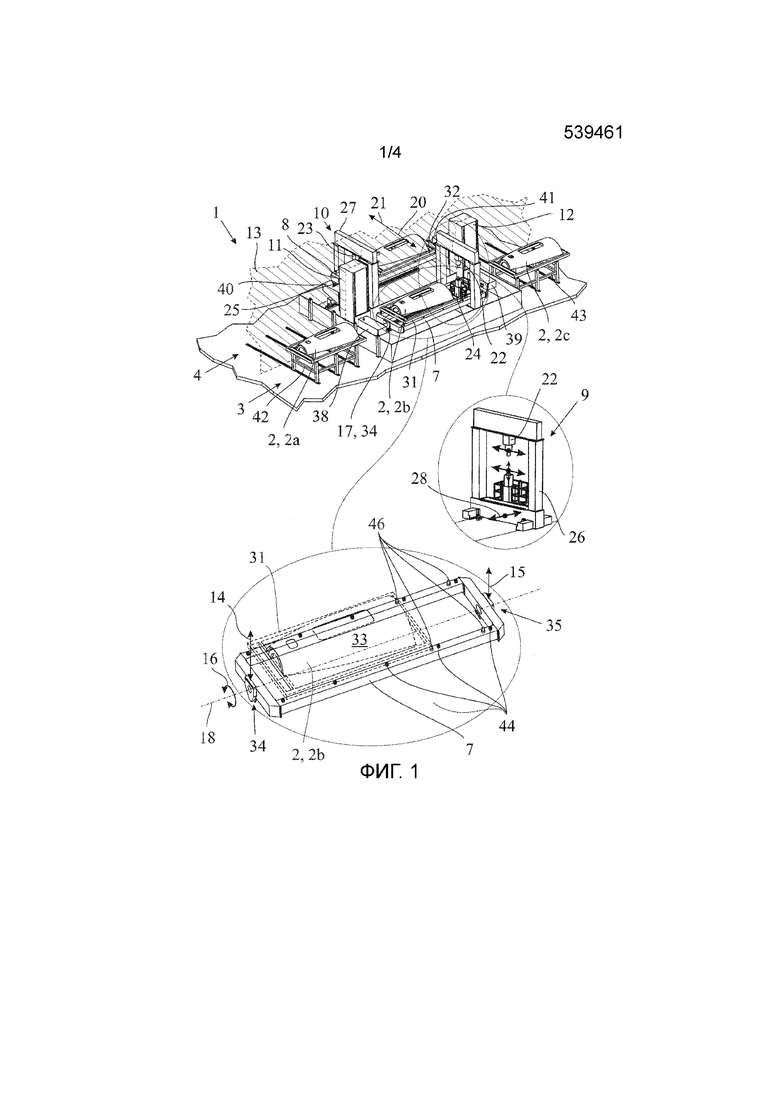
фиг. 1 - предложенную обрабатывающую установку в перспективе,
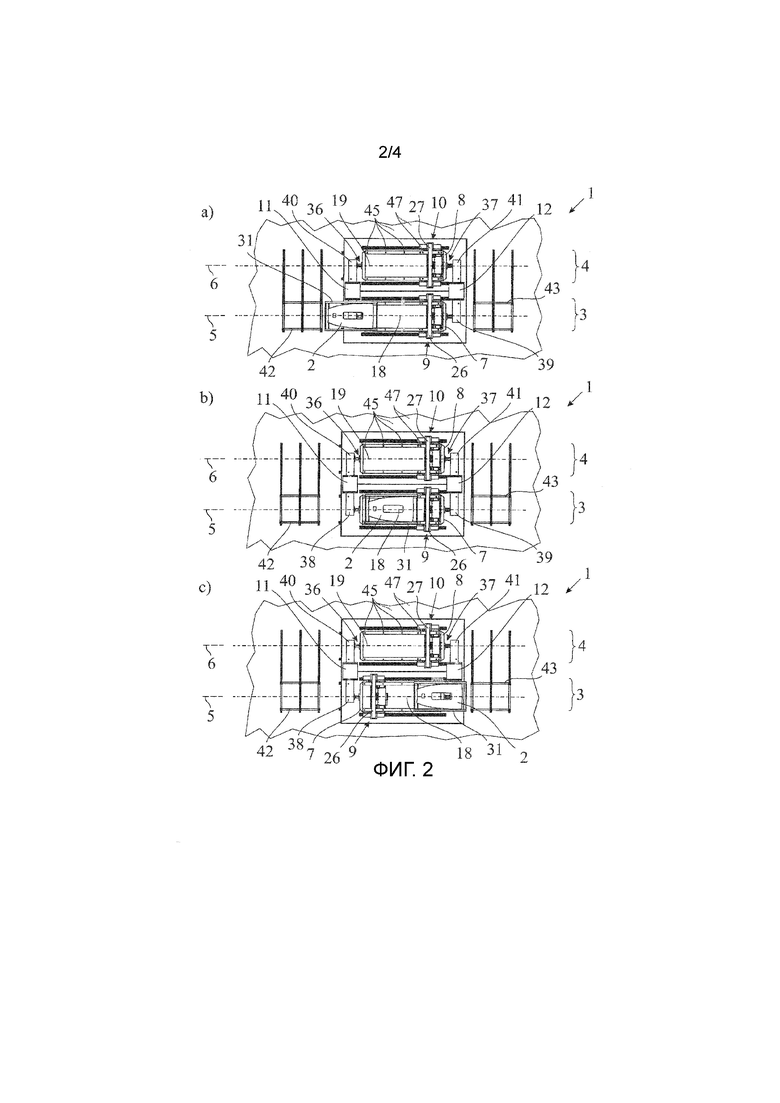
фиг. 2 - обрабатывающую установку из фиг. 1 а) во время загрузки, b) во время обработки, с) во время разгрузки,
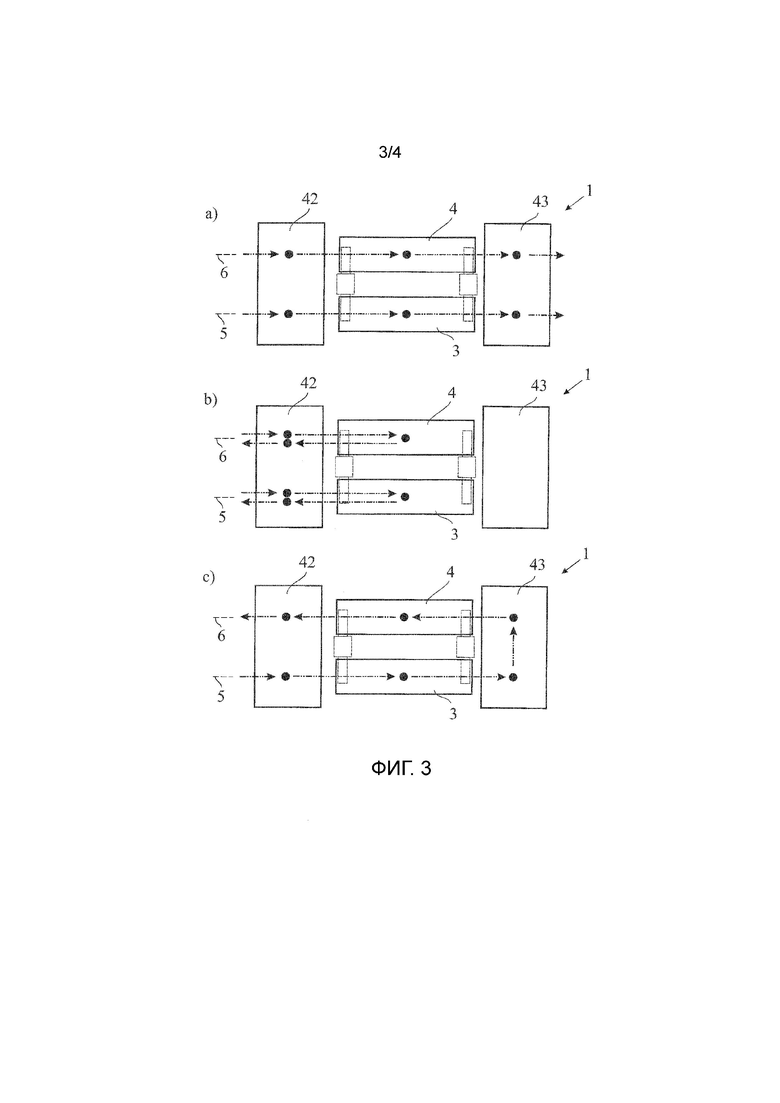
фиг. 3 - обрабатывающую установку из фиг. 1 схематично а) в первом варианте потока материалов, b) во втором варианте потока материалов, с) в третьем варианте потока материалов,
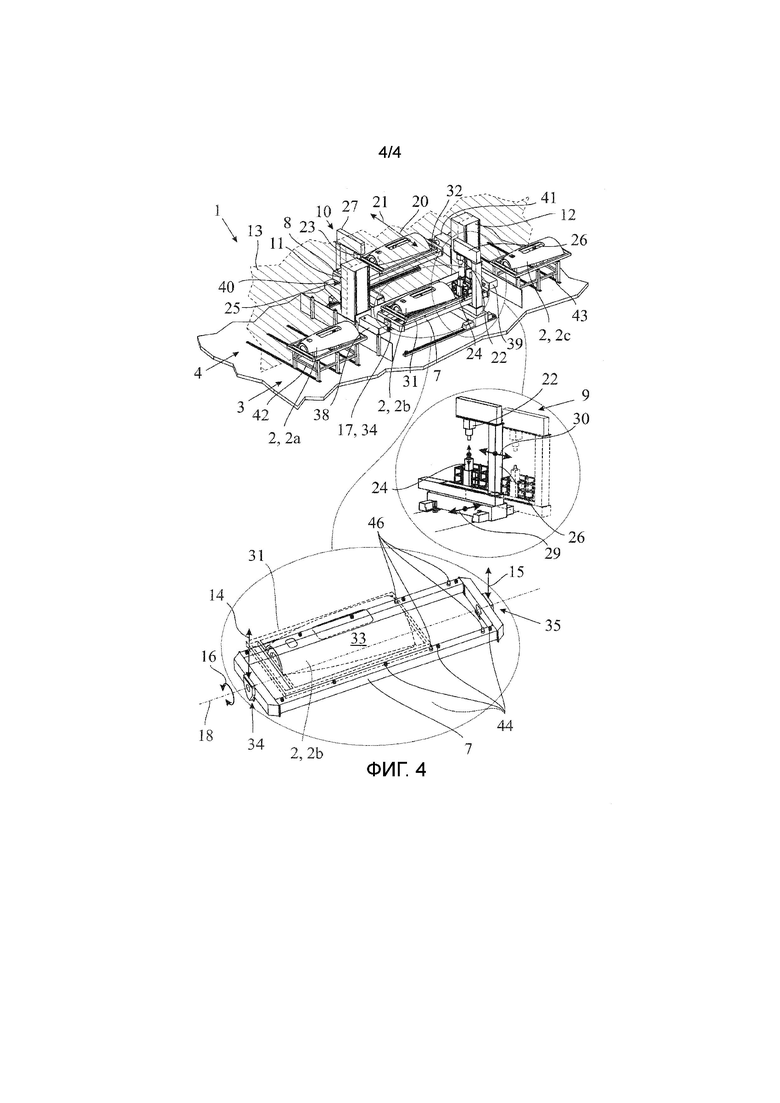
фиг. 4 - другой пример предложенной обрабатывающей установки в перспективе в соответствии с фиг. 1.
Изображенная обрабатывающая установка 1 служит для обработки структурных элементов 2 самолетов, которые могут представлять собой, как об этом говорилось выше, фюзеляжи, крылья или другие крупные структурные элементы. Обрабатывающая установка 1 содержит по меньшей мере одну обрабатывающую станцию 3, 4, предпочтительно две обрабатывающие станции 3, 4. Ниже для пояснения обрабатывающих станций 3, 4 ссылка дается, в первую очередь, на обрабатывающую станцию 3 справа на фиг. 1. Эти пояснения относятся к другой обрабатывающей станции 4.
Обрабатывающая станция 3, 4 содержит проходящую вдоль ее продольной оси 5, 6 зажимную раму 7, 8 для размещения обрабатываемого структурного элемента 2 самолета. Протяженность зажимной рамы 7, 8 вдоль продольной оси 5, 6 станции следует понимать широко, она означает, что зажимная рама 7, 8, по меньшей мере, в исходном положении проходит параллельно продольной оси 5, 6 станции.
Обрабатывающая станция 3, 4 оснащена обрабатывающим блоком 9, 10 для обработки структурного элемента 2 самолета. Обрабатывающий блок 9, 10 представляет собой предпочтительно заклепочный блок.
Зажимная рама 7, 8 сочленена с возможностью перемещения по высоте и поворота с двумя башнями 11, 12 позиционирования, расположенными в вертикальной плоскости 13 башен. Возможность перемещения по высоте обозначена на фиг. 1 стрелками 14, 15, а возможность поворота - стрелкой 16. Из фиг. 1 видно, что перемещение по высоте 14, 15 обеих башен 11, 12 позиционирования возможно отдельно, так что возможна реализация поворота зажимной рамы 7, 8 вокруг воображаемой, проходящей поперек продольной оси 5, 6 станции оси поворота. Для этого предусмотрена компенсация 17 длины зажимной рамы 7, 8, которая предназначена для того, чтобы при разном перемещении по высоте на обеих башнях 11, 12 позиционирования не произошло механического перекоса между ними и зажимной рамой 7, 8.
Возможность поворота зажимной рамы 7, 8 определяется ее продольной осью 18, 19, которая образует соответствующую ось поворота. Зажимная рама 7, 8 выполнена продолговатой вдоль своей продольной оси 18, 19.
Интерес представляет то, что предусмотрено поперечное смещение 20, 21 зажимной рамы 7, 8 относительно плоскости 13 башен, которое обеспечивает то, что загрузка зажимной рамы 7, 8 структурным элементом 2 самолета и/или ее разгрузка от структурного элемента 2 самолета осуществляется вдоль плоскости 13 башен и проходит сбоку мимо по меньшей мере одной башни 11, 12 позиционирования.
Переход от фиг. 2а к фиг. 2b показывает загрузку зажимной рамы 7, 8 структурным элементом 2 самолета. Видно, что структурный элемент 2 самолета направляется мимо башни 11 позиционирования. Переход от фиг. 2b к фиг. 2с показывает разгрузку зажимной рамы 7, 8, при которой структурный элемент 2 самолета направляется мимо башни 12 позиционирования. При этом интерес представляет тот факт, что нередко высокие башни 11, 12 позиционирования создают, в принципе, опасность столкновения для структурного элемента 2 самолета при загрузке и разгрузке. Однако за счет предложенного поперечного смещения 20, 21 зажимной рамы 7, 8 башни 11, 12 позиционирования лежат вне зоны движения структурного элемента 2 самолета.
Возможны различные предпочтительные варианты выполнения обрабатывающего блока 9, 10. В изображенном и предпочтительном примере обрабатывающий блок 9, 10 содержит верхний инструмент 22, 23 и нижний инструмент 24, 25, причем верхний инструмент 22, 23 и нижний инструмент 24, 25 расположены на портальной на фиг. 1 станине 26, 27. С помощью электропривода станина 26, 27 перемещается параллельно продольной оси 5, 6 станции. Возможность перемещения станины 26, 27 обозначена на фиг. 1 стрелкой 28. Дополнительно верхний инструмент 22, 23 и нижний инструмент 24, 25 расположены на станине 26, 27 с возможностью перемещения соответственно поперек продольной оси 5, 6 станции. Верхний инструмент 22, 23 перемещается независимо от нижнего инструмента 24, 25, так что требуется соответствующая с помощью техники управления синхронизация между перемещением верхнего инструмента 22, 23 и перемещением нижнего инструмента 24, 25.
Одно предпочтительное альтернативное выполнение обрабатывающего блока 9, 10 изображено на фиг. 4. Здесь станина 26, 27 перемещается поперек и параллельно продольной оси 5, 6 станции. Обе эти возможности перемещения обозначены на фиг. 4 стрелками 29, 30. Здесь станина 26, 27 выполнена С-образной, так что обрабатывающий блок 9, 10 может простым образом выдвигаться из зоны движения структурного элемента 2 самолета. При этом верхний инструмент 22, 23 и нижний инструмент 24, 25 прочно расположены на станине 26, 27 поперек продольной оси 5, 6 станции. За исключением выполнения обрабатывающего блока 9, 10, конструкция обрабатывающей установки 1 на фиг. 4 соответствует конструкции обрабатывающей установки 1 на фиг. 1. В этом отношении для пояснения обрабатывающей установки 1 на фиг. 4 можно сослаться на описание обрабатывающей установки 1 на фиг. 1.
Как уже сказано, станина 26, 27 на фиг. 4 может перемещаться поперек продольной оси 5, 6 станции таким образом, что загрузка зажимной рамы 7, 8 структурным элементом 2 самолета и ее разгрузка от структурного элемента 2 самолета осуществляются параллельно продольной оси 5, 6 станции и сбоку мимо по меньшей мере одной башни 11, 12 позиционирования свободно от станины 26, 27. Такое перемещенное положение станины 26, 27 показано на фиг. 4 штриховой линией. Здесь особым образом проявляется преимущество С-образной станины 26, 27, открытое с одной стороны выполнение которой обеспечивает описанный выше режим эксплуатации.
Здесь предпочтительно продольная ось 5, 6 станции параллельна плоскости 13 башен. Далее предпочтительно зажимная рама 7, 8, по меньшей мере, в исходном положении на фиг. 1 ориентирована своей продольной осью 18, 19 параллельно продольной оси 5, 6 станции. Другие возможности ориентации возможны в зависимости от данного случая применения.
В принципе, структурный элемент 2 самолета может быть зафиксирован, в частности зажат, непосредственно на зажимной раме 7, 8. Однако в смысле простого определения базовых точек инструмента предпочтительно, что предусмотрен держатель 31, 32 структурного элемента 2 самолета, который разъемно фиксируется на зажимной раме 7, 8. Такой держатель 31, 32 создает требуемую для транспортировки структурного элемента 2 самолета механическую стабильность.
Нижний подробный вид на фиг. 1 показывает, что зажимная рама 7, 8 определяет несущую зону 33, которую охватывает зажатый структурный элемент 2 самолета, причем несущая зона 33 расположена сбоку башен 11, 12 позиционирования. За счет бокового расположения несущей зоны 33 обеспечиваются предложенные, предотвращающие столкновение загрузка зажимной рамы 7, 8 структурным элементом 2 самолета и ее разгрузка от структурного элемента 2 самолета.
Для своего сочленения зажимная рама 7, 8 снабжена двумя смещенными по отношению друг к другу вдоль продольной оси 5, 6 станции опорами 34, 35; 36, 37 сочленения, расположенными соответственно со смещением поперек плоскости 13 башен. Ввиду того факта, что перемещение по высоте зажимной рамы 7, 8 может осуществляться на башнях 11, 12 позиционирования отдельно, целесообразно выполнить опоры 34, 35; 36, 37 сочленения в виде карданных опор. Возможны другие возможности выполнения опор 34, 35; 36, 37 сочленения.
Особенно простая реализация предложенного поперечного смещения зажимной рамы 7, 8 поперек плоскости 13 башен изображена на фиг. 1. Зажимная рама 7, 8 соединена с башнями 11, 12 позиционирования посредством проходящих предпочтительно поперек их плоскости 13 кронштейнов 38, 39; 40, 41. Кронштейны 38, 39; 40, 41 выполнены в изображенном предпочтительном примере коробчатыми. Возможно также выполнение кронштейнов 38, 39; 40, 41 в виде простых стальных профилей.
В смысле автоматизированного производства зажимная рама 7, 8 выполнена с возможностью перемещения по высоте посредством электропривода относительно башен 11, 12 позиционирования с помощью кронштейнов 38, 39; 40, 41. В качестве альтернативы или дополнительно зажимная рама 7, 8 выполнена с возможностью поворота посредством электропривода относительно башен 11, 12 позиционирования с помощью опор 34, 35; 36, 37 сочленения. Для перемещения по высоте каждая башня 11, 12 позиционирования снабжена предпочтительно одним приводом. Для поворота зажимной рамы 7, 8 вокруг ее продольной оси 18, 19 зажимная рама 7, 8 снабжена предпочтительно только одним, расположенным на ее конце приводом.
На фиг. 1 далее видно, что для загрузки и/или разгрузки предусмотрена по меньшей мере одна передающая станция 42, 43, которая по отношению к продольной оси 5, 6 обрабатывающей станции 3, 4 расположена на концевом участке обрабатывающей установки 1. Здесь предпочтительно предусмотрены, в общей сложности, две передающие станции 42, 43, которые расположены соответственно на противоположных концевых участках обрабатывающей установки 1.
В примерах на фиг. 1 и 4 интерес представляет тот факт, что передающая станция 42 расположена по отношению к направлению потока материалов перед обрабатывающим блоком 9, 10, а передающая станция 43 - после него. Передающая станция 42 может использоваться, в частности, в качестве комплектовочного места для обрабатывающего блока 9, 10.
В принципе, передающие станции 42, 43 могут быть выполнены в виде простых столов, на которые структурный элемент 2 может быть уложен вместе с его держателем 31, 32. Транспортировка от передающей станции 42 к зажимной раме 7, 8 может осуществляться посредством транспортирующего устройства, например, крана и т.п. Особенно просто транспортировка осуществляется, как показано, таким образом, что передающая станция 42, 43 и зажимная рама 7, 8 содержат продольное опорное устройство 44, 45 для установки структурного элемента 2 с возможностью продольного перемещения и, при необходимости, соединенного с ним держателя 31, 32, так что структурный элемент 2 может перемещаться между передающей станцией 42, 43 и зажимной рамой 7, 8. В изображенном и предпочтительном выполнении продольные опорные устройства 44, 45 содержат по одному роликовому устройству. В зависимости от транспортируемого структурного элемента 2 самолета тогда возможно, чтобы его транспортировка от передающей станции 42 на зажимную раму 7, 8 происходила вручную. Возможно также, чтобы роликовые устройства приводились в действие электроприводом, так что транспортировка осуществляется также автоматически. В обоих случаях предпочтительно предусмотрено, что концевое упорное устройство 46, 47 ограничивает продольное перемещение структурного элемента 2. Концевое упорное устройство 46, 47 выполнено с возможностью управления предпочтительно посредством соответствующих исполнительных органов, так что после обработки возможна дальнейшая транспортировка структурного элемента 2 самолета.
Предпочтительно высота передающих станций 42, 43 в значительной степени идентична высоте зажимной рамы 7, 8, если зажимная рама 7, 8 находится в заданном передающем положении. Таким образом, загрузка зажимной рамы 7, 8 структурным элементом 2 может осуществляться без необходимости его сложного смещения по высоте. Для хорошего продольного ведения здесь предпочтительно между передающей станцией 42 и зажимной рамой 7, 8 предусмотрено дополнительное поддерживающее роликовое устройство.
На фиг. 2а изображена ситуация в время загрузки зажимной рамы 7 структурным элементом 2. Здесь структурный элемент 2 находится на половине пути к зажимной раме 7. Обрабатывающий блок 9 находится с правой стороны, чтобы не мешать загрузке.
На фиг. 2b зажимная рама 7 изображена в загруженном состоянии. В этом состоянии структурный элемент 2 обрабатывается, здесь клепается, обрабатывающим блоком 9.
На фиг. 2с изображен процесс разгрузки, при котором структурный элемент 2 транспортируется от зажимной рамы 7 на передающую станцию 43. Обрабатывающий блок 9 находится здесь в левом на фиг. 4 положении, в котором он не мешает разгрузке.
Из обзора фиг. 1 и 2 лучше всего видно, что обрабатывающая установка 1 содержит не одну обрабатывающую станцию 3, а две обрабатывающие станции 3, 4 с соответствующей зажимной рамой 7, 8, причем зажимные рамы 7, 8 предпочтительно сочленены с обеими башнями 11, 12 позиционирования. Следовательно, каждая башня 11, 12 позиционирования используется двояко, а именно, с одной стороны, для сочленения зажимной рамы 7, а, с другой стороны, для сочленения зажимной рамы 8. Это приводит, в целом, к компактному и недорогому устройству.
В изображенном и предпочтительном примере обе зажимные рамы 7, 8 расположены по отношению к плоскости 13 башен с двух противоположных сторон. Этим достигается то, что башни 11, 12 позиционирования с обеих сторон своей плоскости 13 нагружаются аналогично, по меньшей мере, на основе веса, что, в целом, обеспечивает стабильность устройства.
Механически особенно стабильное устройство возникает за счет того, что обе обрабатывающие станции 3, 4 по отношению к плоскости 13 башен выполнены симметрично друг другу. В качестве альтернативы или дополнительно продольные оси 18, 19 обеих зажимных рам 7, 8, по меньшей мере, в изображенном исходном положении ориентированы параллельно друг другу. Это приводит к дальнейшему повышению симметрии устройства, чему, в свою очередь, сопутствует повышение механической стабильности.
Интерес в изображенных и предпочтительных примерах вызывает тот факт, что передающая станция 42, 43 или передающие станции 42, 43 может/могут перемещаться поперек продольной оси 5, 6 обрабатывающей станции 3, 4 и ориентироваться, тем самым, по продольным осям 18, 19 обеих зажимных рам 7, 8. Это перемещение передающей станции 42, 43 или передающих станций 42, 43 может быть предусмотрено вручную или предпочтительно посредством электропривода. Для этого поперечного перемещения каждая передающая станция 42, 43 снабжена одним поперечным опорным устройством 49, 50, которые в изображенном примере содержат, в общей сложности, по три линейные опоры, обозначенные сплошной линией.
Согласно другому техническому решению, имеющему самостоятельное значение, заявлен способ эксплуатации предложенной обрабатывающей установки 1 как таковой.
Существенным является то, что загрузка и/или разгрузка зажимной рамы 7, 8 осуществляется за счет транспортировки, здесь предпочтительно перемещения, структурного элемента самолета между по меньшей мере одной передающей станцией 42, 43 и по меньшей мере одной обрабатывающей станцией 3, 4 вдоль плоскости 13 башен. Это уже пояснялось выше.
На фиг. 3 изображены различные предпочтительные варианты предложенного способа. На фиг. 3а структурный элемент 2 транспортируется сначала от передающей станции 42 на зажимную раму 7, 8 обрабатывающей станции 3, 4. Затем структурный элемент 2 обрабатывается ее обрабатывающим блоком 9, 10. Наконец структурный элемент 2 транспортируется на другую передающую станцию 43. Это является классическим случаем поточного производства.
В качестве альтернативы может быть также предусмотрено, что структурный элемент 2 после обработки транспортируется обратно на ту же передающую станцию 42. Это показано в качестве примера на фиг. 3b.
На фиг. 3с изображен другой предпочтительный вариант предложенного способа, в котором структурный элемент 2 последовательно обрабатывается на первой обрабатывающей станции 3, а затем на второй обрабатывающей станции 4. Между обеими обрабатывающими станциями структурный элемент 2 укладывается на передающей станции 43, после чего подается к обрабатывающему блоку 10 обрабатывающей станции 4.
В одном особенно предпочтительном для поточного производства варианте предусмотрено, что передающая станция 42, обрабатывающий блок 9, 10 и передающая станция 43 расположены друг за другом вдоль продольной оси 5, 6 обрабатывающих станций.
В результате предложенная обрабатывающая установка 1 открывает, в частности для поточного производства, многочисленные перспективы. Однако, в частности, на фиг. 3b показано, что предложенная обрабатывающая установка 1 может применяться предпочтительно также в качестве автономной обрабатывающей установки.
Изобретение относится к машиностроению и может быть использовано при обработке структурных элементов самолета. Установка содержит по меньшей мере одну обрабатывающую станцию, которая имеет проходящую вдоль ее продольной оси зажимную раму для размещения структурного элемента самолета и обрабатывающий блок. Зажимная рама сочленена с возможностью перемещения по высоте и поворота с двумя башнями позиционирования, расположенными в вертикальной плоскости. Зажимная рама имеет возможность поперечного смещения поперек плоскости башен. Указанное смещение обеспечивает то, что загрузка зажимной рамы структурным элементом самолета и/или ее разгрузка осуществляется вдоль плоскости башен и проходит сбоку мимо по меньшей мере одной башни. В результате обеспечивается упрощение загрузки зажимной рамы структурными элементами самолета и ее разгрузки. 2 н. и 17 з.п. ф-лы, 4 ил.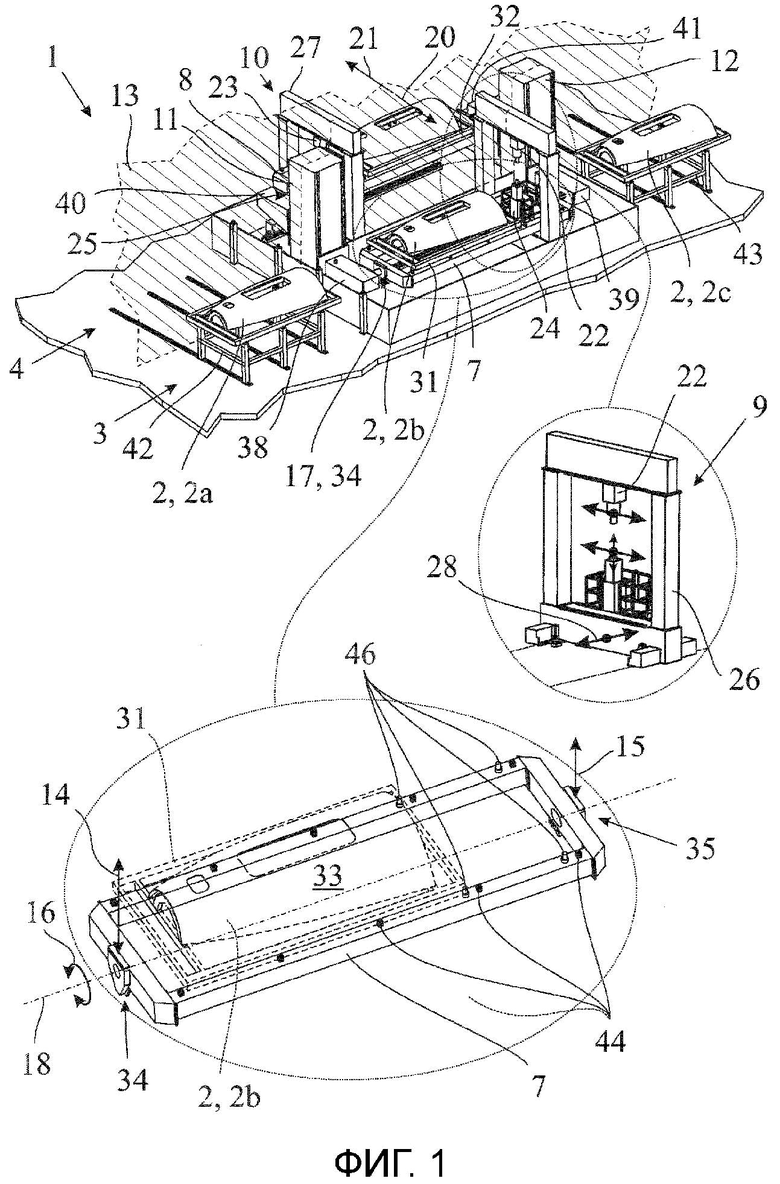
1. Установка для обработки структурных элементов (2) самолета, содержащая по меньшей мере одну обрабатывающую станцию (3, 4), причем обрабатывающая станция (3, 4) содержит проходящую вдоль ее продольной оси (5, 6)зажимную раму (7, 8) для размещения соответственно обрабатываемого структурного элемента (2) самолета, и обрабатывающий блок (9, 10), предпочтительно клепальный блок, для обработки структурного элемента (2) самолета, причем зажимная рама (7, 8) с возможностью перемещения по высоте и поворота сочленена с двумя башнями (11, 12) позиционирования, расположенными в вертикальной плоскости (13) башен, отличающаяся тем, что зажимная рама (7, 8) имеет возможность поперечного смещения поперек плоскости (13) башен позиционирования, которое обеспечивает загрузку зажимной рамы (7, 8) структурным элементом (2) самолета и/или ее разгрузку от структурного элемента (2) самолета вдоль плоскости (13) башен позиционирования сбоку по меньшей мере одной башни (11, 12) позиционирования.
2. Установка по п. 1, отличающаяся тем, что обрабатывающий блок (9, 10) содержит верхний инструмент (22, 23) и нижний инструмент (24, 25), при этом верхний инструмент (22, 23) и нижний инструмент (24, 25) расположены предпочтительно на портальной станине (26, 27), выполненной с возможностью перемещения посредством электропривода параллельно продольной оси (5, 6) обрабатывающей станции, предпочтительно верхний инструмент (22, 23) и нижний инструмент (24, 25) расположены на станине (26, 27) с возможностью перемещения поперек продольной оси (5, 6) обрабатывающей станции, в частности независимо друг от друга.
3. Установка по п. 1 или 2, отличающаяся тем, что обрабатывающий блок содержит верхний инструмент (22, 23) и нижний инструмент (24, 25), при этом верхний инструмент (22, 23) и нижний инструмент (24, 25) расположены предпочтительно на С-образной станине (26, 27), выполненной с возможностью перемещения поперек и параллельно продольной оси (5, 6) обрабатывающей станции, предпочтительно верхний инструмент (22, 23) и нижний инструмент (24, 25) закреплены на станине (26, 27) поперек продольной оси (5, 6) обрабатывающей станции.
4. Установка по п. 3, отличающаяся тем, что станина (26, 27) выполнена с возможностью перемещения поперек продольной оси (5, 6) обрабатывающей станции таким образом, что загрузка зажимной рамы (7, 8) структурным элементом (2) самолета и/или ее разгрузка от структурного элемента (2) самолета осуществляется параллельно продольной оси (5, 6) обрабатывающей станции и сбоку по меньшей мере одной позиционирующей башни (11, 12) свободно от станины (26, 27).
5. Установка по любому из пп. 1-4, отличающаяся тем, что зажимная рама (7, 8) по меньшей мере в своем исходном положении ориентирована своей продольной осью (18, 19) параллельно продольной оси (5, 6) обрабатывающей станции.
6. Установка по любому из пп. 1-5, отличающаяся тем, что предусмотрен держатель (31, 32) структурного элемента (2) самолета, выполненный с возможностью разъемной фиксации на зажимной раме (7, 8).
7. Установка по любому из пп. 1-6, отличающаяся тем, что зажимная рама (7, 8) определяет несущую зону (33), которую охватывает зажатый структурный элемент (2) самолета, при этом несущая зона (33) расположена сбоку от башен (11, 12) позиционирования.
8. Установка по любому из пп. 1-7, отличающаяся тем, что зажимная рама (7, 8) для ее сочленения снабжена двумя расположенными со смещением по отношению друг к другу вдоль продольной оси (5, 6) обрабатывающей станции опорами (34, 35; 36, 37) сочленения, при этом каждая опора (34, 35; 36, 37) сочленения расположена с поперечным смещением относительно продольной оси (5, 6) обрабатывающей станции.
9. Установка по любому из пп. 1-8, отличающаяся тем, что зажимная рама (7, 8) посредством проходящих предпочтительно поперек плоскости (13) башен кронштейнов (38, 39; 40, 41) связана с башнями (11, 12) позиционирования.
10. Установка по п. 9, отличающаяся тем, что зажимная рама (7, 8) выполнена с возможностью перемещения по высоте с помощью электропривода посредством кронштейнов (38, 39; 40, 41) и/или зажимная рама (7, 8) выполнена с возможностью поворота с помощью электропривода посредством опор (34, 35; 36, 37) сочленения относительно позиционирующих башен (11, 12).
11. Установка по любому из пп. 1-10, отличающаяся тем, что для загрузки и/или разгрузки предусмотрена по меньшей мере одна передающая станция (42, 43), которая по отношению к продольной оси (5, 6) обрабатывающей станции расположена на концевом участке установки (1) для обработки, предпочтительно предусмотрены две передающие станции (42, 43), которые по отношению к продольной оси (5, 6) обрабатывающей станции расположены на двух концевых участках установки (1) для обработки.
12. Установка по п. 11, отличающаяся тем, что передающая станция (42, 43) и/или зажимная рама (7, 8) содержит/содержат продольное опорное устройство (44, 45) для установки структурного элемента (2) самолета с возможностью продольного перемещения для обеспечения возможности перемещения структурного элемента (2) самолета между передающей станцией (42, 43) и зажимной рамой (7, 8), предпочтительно продольное опорное устройство (44, 45) содержит роликовое устройство.
13. Установка по любому из пп. 1-12, отличающаяся тем, что предусмотрены две обрабатывающие станции (3, 4) с соответствующей зажимной рамой (7, 8), при этом зажимные рамы (7, 8) сочленены с обеими башнями (11, 12) позиционирования.
14. Установка по п. 13, отличающаяся тем, что обе зажимные рамы (7, 8) по отношению к плоскости (13) башен позиционирования расположены с двух противоположных сторон.
15. Установка по п. 13 или 14, отличающаяся тем, что обе обрабатывающие станции (3, 4) по отношению к плоскости (13) башен позиционирования выполнены симметрично по отношению друг к другу и/или продольные оси (5, 6) обеих зажимных рам (7, 8) по меньшей мере в их исходном положении ориентированы параллельно друг другу.
16. Установка по любому из пп. 1-15, отличающаяся тем, что по меньшей мере одна передающая станция (42, 43) выполнена с возможностью перемещения поперек продольной оси (5, 6) обрабатывающей станции и с возможностью ориентирования с помощью электропривода по продольным осям (18, 19) обеих зажимных рам (7, 8).
17. Способ обработки структурных элементов (2) самолета с использованием установки (1) для обработки по любому из пп. 1-16, при котором загрузку и/или разгрузку осуществляют за счет транспортировки структурного элемента (2) самолета между по меньшей мере одной передающей станцией (42, 43) и по меньшей мере одной обрабатывающей станцией (3, 4) вдоль плоскости (13) башен позиционирования, причем структурный элемент (2) самолета транспортируют сначала от передающей станции (42) на зажимную раму (7, 8), затем обрабатывают посредством расположенного там обрабатывающего блока (9, 10) и транспортируют на передающую станцию (43).
18. Способ по п. 17, отличающийся тем, что структурный элемент (2) самолета транспортируют между передающей станцией (42), обрабатывающим блоком (9, 10) и передающей станций (43), расположенными друг за другом вдоль продольной оси (5, 6) обрабатывающей станции.
19. Способ по п. 17 или 18, отличающийся тем, что структурный элемент (2) самолета последовательно обрабатывают на обрабатывающей станции (3), а затем на обрабатывающей станции (4).
| DE 202013003544 U1, 18.07.2014 | |||
| УСТРОЙСТВО ДЛЯ СБОРКИ СЕГМЕНТОВ КОЖУХА | 2004 |
|
RU2375166C2 |
| Полуавтомат тренировки электровакуумных приборов | 1959 |
|
SU127336A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

