Изобретение относится к технологическому оборудованию для базирования крупногабаритных обводообразующих деталей, их механической обработки и сборки и может быть использовано в авиакосмической промышленности, обеспечивая при этом бесплазовый метод производства изделий.
Крупногабаритные обводообразующие детали летательных аппаратов (ЛА) представляют собой оболочки одинарной и двойной кривизны из металлического листа или композитного материала. Габариты деталей могут достигать размеров 18 х 3,5 м. Финишные операции на обводообразующих деталях: сверление сборочных отверстий, обрезка припусков по периметру, а также по лючкам, иллюминаторам и другим проемам. Для автоматизированного выполнения этих операций необходимо однозначное базирование обводообразующей детали в пространстве. С этой целью традиционно используются специальные каркасные конструкции с ложементами по контуру детали, специальные сборочные стапели с рубильниками, либо универсальные дискретные базирующие системы.
Сборочный стапель представляет собой жесткую раму, закрепленную на вертикальных колоннах, на которой устанавливаются жесткие рубильники с контурами, соответствующими поперечному сечению данной детали.
Известен универсальный автоматизированный комплекс для базирования крупногабаритных обводообразующих деталей, их механической обработки и сборки, содержащий установленные с возможностью перемещения секции с рядами опор, оснащенных приводами и смонтированными на их концах вакуумными прихватами и размещенных с возможностью перемещения вдоль своей оси, механообрабатывающее оборудование и систему числового программного управления (ЧПУ) (Torresmill plus Torrestool, Авиэйшн уик энд спейс текнолоджи, 1995, с.93) /1/.
Известен способ базирования крупногабаритных обводообразующих деталей, их механической обработки и сборки, включающий автоматическую настройку дискретных опор подвижных секций, ориентирование обводообразующей детали и фиксацию ее на опорах с помощью вакуумных прихватов, а также механическую обработку деталей /1/.
К недостаткам известного комплекса и способа базирования относится значительная дороговизна системы опор с ЧПУ, которая возрастает в квадрате при увеличении плотности размещения опор, что необходимо для обеспечения точности базирования тонколистовых деталей. Кроме того, надежность системы опор с ЧПУ, когда количество опор будет приближаться к нескольким сотням, будет снижаться.
Кроме того, ограниченный ход опор известного комплекса приводит к сужению диапазона размеров устанавливаемых деталей.
Технической задачей, на решение которой направлены заявленные изобретения, является упрощение конструкции автоматизированного комплекса и расширение функциональных возможностей способа базирования, механической обработки и сборки.
Поставленная задача решается тем, что известный универсальный автоматизированный комплекс для базирования крупногабаритных обводообразующих деталей, их механической обработки и сборки, содержащий установленные с возможностью перемещения секции с рядами опор, оснащенных приводами и смонтированными на их концах вакуумными прихватами и размещенных с возможностью перемещения вдоль своей оси, механообрабатывающее оборудование и систему числового программного управления (ЧПУ), что он снабжен стойкой с упорами и приводами, связанными с системой ЧПУ, секции с рядами опор установлены по оси OZ в ортогональной системе координат XYZ с возможностью перемещения по программе вдоль оси OY и поворота вокруг своей оси на заданный угол α, оси опор расположены перпендикулярно к оси OZ в одной плоскости, а привод опор, имеющих возможность фиксации, выполнен централизованным, при этом стойка установлена с возможностью перемещения по программе вдоль оси OX и поворота на заданный угол α , упоры смонтированы с возможностью одновременного перемещения на заданную по программе величину в системе координат XYZ, а механообрабатывающее оборудование выполнено в виде робототехнического комплекса, включающего промышленный работ, транспортирующую промышленный робот систему и многофункциональную головку с режущим и измерительными инструментами.
Кроме того, для решения поставленной задачи в известном способе базирования крупногабаритных обводообразующих деталей, их механической обработки и сборки, включающем автоматическую настройку дискретных опор подвижных секций, ориентирование обводообразующей детали и фиксацию ее на опорах с помощью вакуумных прихватов, а также механическую обработку детали, согласно изобретению используют стойку с упорами и приводами, связанными с системой ЧПУ, перед автоматической настройкой дискретных опор на основе математической модели обводообразующей детали определяют координаты по оси OY в ортогональной системе координат XYZ осей подвижных секций и углы их поворота, а также координаты по оси ОХ стойки в соответствующих позициях и координаты упоров по оси OY в указанных позициях, автоматическую настройку дискретных опор подвижных секций осуществляют путем установки в указанные позиции и поворота подвижных секций, последовательной установки в соответствующие позиции и поворота стойки, выдвижения упоров стойки по оси OY на расчетные значения и централизованного подвода к ним в каждой позиции и фиксации опор подвижных секций, ориентирование обводообразующей детали производят по двум базовым отверстия, для механической обработки детали используют робототехнический комплекс, включающий промышленный робот с многофункциональной головкой, в процессе механической обработки производят обработку детали по контуру и сверление сборочных отверстий многофункциональной головкой по программе при последовательном позиционировании промышленного робота в заданных позициях, после чего осуществляют операции по сборке панели с использованием упомянутых сборочных отверстий обводообразующей детали и сверление отверстий в полученной в результате сборки панели с использованием многофункциональной головки.
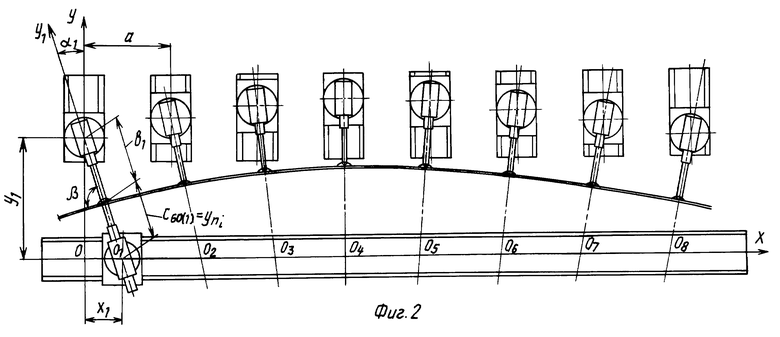
Сущность изобретения поясняется чертежами, где изображены на фиг.1 - универсальный автоматизированный комплекс для базирования крупногабаритных обводообразующих деталей, их механической обработки и сборки;
на фиг. 2 - то же, вид в плане.
Универсальный автоматизированный комплекс (фиг. 1) для базирования крупногабаритных обводообразующих деталей, их механической обработки и сборки состоит из ряда вертикально расположенных секций 1 с горизонтально расположенными опорами 2, включающими в себя штоки 3 с вакуумными прихватами. Секция 1 установлена на круговом основании 4, которое входит в гнездо платформы 5. Платформа 5 связана с поперечными направляющими 6, которые выставлены в ряд шагом "а" (фиг.2). Вдоль ряда поперечных направляющих 6 размещены продольные направляющие 7, на которых установлены платформа 8 со стойкой 9 с приводами от ЧПУ и платформа 10 промышленного робота 11. Стойка 9 представляет собой колонну с вертикальной осью OnZ, несущую ряд упоров 12 с приводами 13, управляемыми ЧПУ. Упоры 12 размещены горизонтально и соосны опорам 2 секций 1. Стойка 9, также как и секция 1, установлена на круговом основании 14 и имеет возможность поворота вокруг своей оси OnZ на угол αi (приводы поворота c ЧПУ не показаны).
Платформа 10 промышленного робота перемещается по направляющим 7 в заданную позицию приводом с ЧПУ и фиксируется. На руке промышленного робота установлена многофункциональная головка 15, которая в каждой из восьми позиций несет режущий, измерительный или другой технологический инструмент 16. Управление промышленным роботом и головкой 15 осуществляется через свои стойки управления.
Универсальный комплекс работает следующим образом. На основе математической модели теоретической поверхности обводообразующей детали определяют координаты Yn осей секций 1 и углы поворота αn их плоскостей в системе XYZ комплекса, а также координаты Xn стойки 9 в соответствующих позициях n и координаты Yn упоров 12, после чего производится автоматическая настройка системы дискретных опор, в соответствии с которой происходит установка и поворот в заданных позициях секций 1.
После этого последовательно в каждой позиции против стоек 1 (на координате Xn) устанавливается стойка 9, выдвигаются на расчетные значения Yn упоры 12, а к ним централизовано подводятся и фиксируются опоры 2 секции 1. И так последовательно в каждой позиции. Обводообразующая деталь 17 ориентируется по двум базовым отверстиям (или реперным меткам на поверхности детали) с координатами СБО(1) и СБО(2) и фиксируется к выставленным опорам 2 при помощи вакуумных прихватов.
После установки детали 17 производится ее механическая обработка: сверление сборочных отверстий многофункциональной головкой 15 при последовательном позиционировании промышленного робота в заданных по программе позициях. Выполняются сборочные операции панели фюзеляжа (крыла) с использованием полученных сборочных отверстий, сверление и разделка отверстий в пакетах с использованием инструментального набора многофункциональной головки. Производится механическая обработка детали 17 по контуру (снятие припусков и заусенцев). При необходимости выполняются на всех этапах сборки контрольные операции, нанесение герметиков, фрезерование (зачистка) выступающих частей заклепок и т.д.
Преимуществами предложенного универсального комплекса и способа базирования крупногабаритных деталей, их механической обработки и сборки являются значительное упрощение конструкции, снижение стоимости и расширение функциональных возможностей. Благодаря применению в этом случае бесплазового метода производства изделий многократно сокращается цикл подготовки производства, уменьшаются производственные площади и появляются реальные перспективы к значительной роботизации сборочного производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ БАЗИРОВАНИЯ И МЕХАНИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И СПОСОБ ИХ БАЗИРОВАНИЯ | 2002 |
|
RU2247018C2 |
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ФОРМООБРАЗОВАНИЯ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ (УАУ) И СПОСОБ НАСТРОЙКИ ЕЕ ПОВЕРХНОСТИ | 1997 |
|
RU2133163C1 |
| КРУПНОГАБАРИТНАЯ МАТРИЦА В ВИДЕ СОЧЛЕНЕННОЙ ОБОЛОЧКИ, НАПРИМЕР, ДЛЯ УКЛАДКИ И ОТВЕРЖДЕНИЯ ПКМ С АВТОМАТИЗИРОВАННЫМ ФОРМИРОВАНИЕМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2004 |
|
RU2278784C2 |
| Способ автоматической обработки крупногабаритных тонкостенных изделий | 2018 |
|
RU2679859C1 |
| СПОСОБ НАСТРОЙКИ УНИВЕРСАЛЬНОГО АВТОМАТИЗИРОВАННОГО КОМПЛЕКСА С ДИСКРЕТНОЙ ОПОРНОЙ СИСТЕМОЙ | 2000 |
|
RU2196655C2 |
| УНИВЕРСАЛЬНЫЙ АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ БЕЗАВТОКЛАВНОГО ФОРМОВАНИЯ (КБФ) ОБОЛОЧКОВЫХ КОНСТРУКЦИЙ ИЗ ПКМ В СВЧ-ПОЛЕ И СПОСОБ ЕГО НАСТРОЙКИ | 1999 |
|
RU2162412C1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| СТАПЕЛЬ ДЛЯ СБОРКИ АЭРОДИНАМИЧЕСКОГО ОРГАНА УПРАВЛЕНИЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2012 |
|
RU2509038C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ВОЛОКОННЫМ ЛАЗЕРОМ ОБЪЕМНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2386523C1 |
Изобретение относится к технологическому оборудованию для базирования крупногабаритных обводообразующих деталей, их механической обработки и сборки и может быть использовано в авиакосмической промышленности, обеспечивая при этом бесплазовый метод производства изделий. Универсальный автоматизированный комплекс содержит поворотные вертикально расположенные подвижные секции с рядами перемещающихся вдоль своей оси горизонтально расположенных опор с вакуумными прихватами на концах, поворотную перемещающуюся вдоль подвижных секций стойку с упорами с ЧПУ, а также робототехнический комплекс, включающий в себя промышленный робот, транспортирующую систему и многофункциональную головку. Для базирования крупногабаритных обводообразующих деталей, их механической обработки и сборки получают расчетные данные для последовательной установки опор с вакуумными прихватами, которую производят с использованием стойки с приводами от ЧПУ. Затем устанавливают обводообразующую деталь и обрабатывают ее с помощью робототехнического комплекса и многофункциональной головки. В результате обеспечивается возможность механической обработки и сборки обводообразующих деталей различных габаритов и формы, сокращается их трудоемкость, а также упрощается конструкция используемого оборудования. 2 с.п.ф-лы, 2 ил.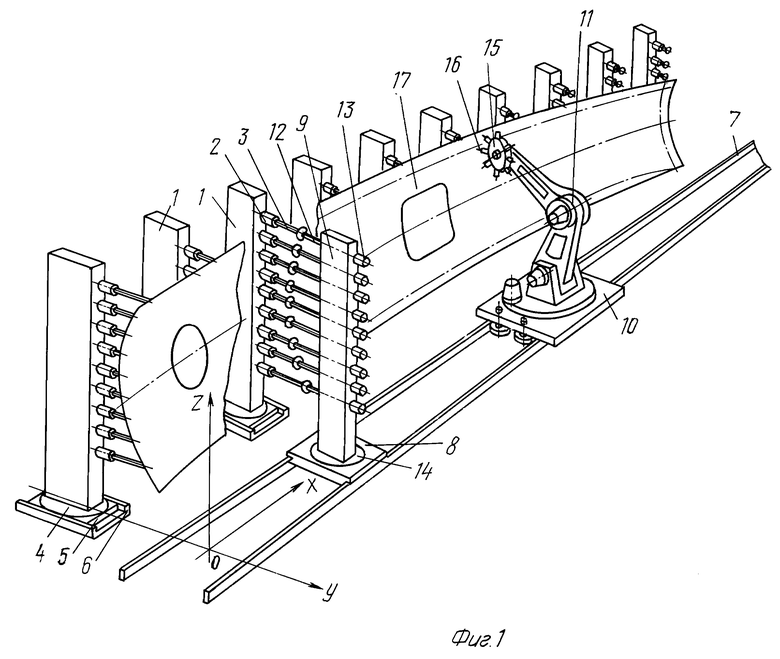
| Torresmill plus Torrestool, Авиэйшн уик энд спейс текнолоджи, июнь, 1995, с.93 | |||
| Приспособление для изготовления клепаных панелей с базированием по внешней поверхности обшивки | 1986 |
|
SU1433626A1 |
| Приспособление для изготовления клепаных лонжеронов | 1987 |
|
SU1480954A1 |
| Приспособление для сборки клепаемых панелей | 1986 |
|
SU1326388A1 |
| Постель для сборки секций корпуса судна | 1984 |
|
SU1202954A1 |
| DE 3229034 A1, 09.02.1984 | |||
| US 5011068, 30.04.1991. | |||

