Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления многослойной панели посредством вспенивания в изделии.
Уровень техники
Подобный способ известен в данной области техники, например, из ЕР-А1-0636463. Обычно многослойная панель состоит из вспененного внутреннего слоя, который покрывается двумя наружными слоями. Наружный слой (слои) может содержать (армированные волокнами) термопластики, металл и т.п. или же комбинацию этих материалов. В соответствующей области техники эти наружные слои называют также облицовками. Процесс вспенивания в изделии состоит из нескольких операций. Первой операцией является операция сборки, во время которой обеспечивается внутреннее полотно, включающее в себя, по меньшей мере, один лист термопластичного материала, содержащий некоторое количество физического вспенивателя (пенообразующего вещества). В дальнейшем это внутреннее полотно помещается между, например, двумя (армированными волокнами) наружными слоями, как правило, из аналогичной термопластической пластмассы. Затем собранный узел из внутреннего полотна и наружных слоев устанавливают на прессе между двумя плитами. В этом состоянии выполняют операцию вспенивания, во время которой на пресс подаются тепло и давление, с тем чтобы вызвать вспенивание внутреннего полотна и одновременно осуществить его сцепление с наружными слоями. Когда в ходе этой операции вспенивания температура становится достаточно высокой, пресс медленно открывают, увеличивая таким образом расстояние между двумя плитами пресса. Это позволяет жидкому растворителю или вспенивателю расширяться, благодаря чему происходит вспенивание материала внутреннего полотна. Это расширение выполняется при регулируемых обычным образом условиях. Таким способом за одну технологическую операцию вспенивается внутреннее полотно и создается сцепление между внутренним полотном и облицовкой (облицовками), что избавляет от необходимости использования специального или дополнительного связующего вещества. После получения предварительно заданной толщины вспененного внутреннего слоя вспененный собранный узел оставляют для охлаждения в процессе операции охлаждения. Полученный таким образом собранный узел включает в себя вспененный внутренний слой, покрытый двумя наружными слоями. В процессе вспенивания в изделии важно не допустить, чтобы на этапе вспенивания, а также во время основной части этапа охлаждения, физический вспениватель прошел через облицовку. Даже самое незначительное его количество, прошедшее на этих этапах через облицовку, может привести к местным поверхностным неровностям, разрушению пены и/или недостаточному сцеплению,
При использовании физического вспенивателя, включающего в себя растворитель, агент, вызывающий набухание, или их комбинацию, способ изготовления панели в большинстве случаев заканчивается операцией сушки, во время которой полученная таким образом многослойная панель высушивается при повышенной температуре в течение периода времени, достаточного для уменьшения уровня физического вспенивателя, например, с помощью нагревания многослойной конструкции в печи. Уменьшение уровня физического вспенивателя необходимо для того, чтобы добиться снижения степени воспламеняемости, которое требуется для большинства предполагаемых применений, таких как легкие конструктивные панели для самолетов и т.п.
На практике известный способ изготовления (вспениванием в изделии) многослойной панели, включающей в себя, по меньшей мере, один армированный волокнами наружный слой, показывает превосходные результаты для относительно небольших многослойных панелей порядка, например, самое большее 25×25 см. С применением такого растворителя как метиленхлорид (МС) были получены панели даже большего размера. Однако было замечено, что если изготавливаются панели с большими габаритами, например 50×32 см, то при масштабном увеличении с использованием того же способа вспенивания в изделии, но с применением агента набухания (или смеси агента набухания и растворителя или же растворителя, имеющего очень низкую растворяющую способность для соответствующего термопластика), качество многослойных панелей оставляет желать лучшего. В частности, облицовки конечного изделия обнаружили некоторые поверхностные неровности в виде выпуклостей и/или углублений. Эти поверхностные неровности присутствуют на всей поверхности наружного слоя (слоев), но часто встречаются в зоне периферийной кромки. Ожидается, что еще бóльшие по размеру многослойные панели, изготовленные с помощью вспенивания в изделии, например панели, имеющие стандартные для отрасли габариты, будут иметь такие же поверхностные неровности в случае, если будет использоваться агент набухания, смесь агента набухания и растворителя или же растворитель, имеющий очень низкую растворяющую способность.
Раскрытие изобретения
Задача настоящего изобретения заключается в том, чтобы устранить вышеупомянутый недостаток известного способа. Более конкретно, задача настоящего изобретения состоит в предложении способа изготовления многослойной панели посредством вспенивания в изделии, который позволяет получить многослойную панель, включающую в себя, по меньшей мере, один (армированный волокнами) термопластичный наружный слой, не имеющий никаких или почти никаких неровностей на поверхностях наружных слоев.
В соответствии с изобретением по пункту 1 формулы вышеупомянутая задача может быть решена путем применения операции сушки, во время которой многослойная панель высушивается при повышенной температуре в течение периода времени, достаточного для того, чтобы понизить уровень физического вспенивателя, при поддержании максимального вытекания физического вспенивателя через периферийные кромки вспененного внутреннего слоя равным потоку физического вспенивателя, проходящего из вспененного внутреннего слоя, по меньшей мере, через один наружный слой, по меньшей мере, на начальной стадии указанного периода времени. Предпочтительно не допускать никакой утечки физического вспенивателя через периферийные кромки вспененного внутреннего слоя, по меньшей мере, на начальной стадии указанного периода времени.
Было обнаружено, что появление поверхностных неровностей в конечном изделии многослойной панели можно не допустить по существу с помощью применения операции сушки, описанной выше. При такой операции сушки снижается перенос физического вспенивателя в плоскости самого вспененного внутреннего слоя (обычно горизонтальный поток). Вместо этого главное направление переноса (обычно вертикальный поток) физического вспенивателя равномерно распределяется от вспененного внутреннего слоя через облицовку (облицовки) по площади ее (их) поверхности. Вытекание физического вспенивателя через периферийные кромки вспененного внутреннего слоя может, самое большее, быть равным потоку через облицовку (облицовки). Предпочтительно, чтобы вытекание через периферийные кромки не допускалось совсем. Благодаря использованию изобретения материал облицовки открыт равномерным образом, в результате чего на более поздних стадиях операции сушки все еще остающееся количество физического вспенивателя может вытечь через эту облицовку. Без стремления привязываться к какому-либо теоретическому принципу, выдвигается предположение, что когда облицовки на начальной стадии открываются физическим вспенивателем недостаточно, температура перехода в стеклообразное состояние (температура стеклования) на более поздней стадии будет слишком высокой, что будет снижать скорость диффузии физического вспенивателя, чтобы позволить эффективный переход физического вспенивателя из вспененного внутреннего слоя через облицовку (облицовки) в окружающую среду. Если облицовка будет открыта недостаточно, то остаточное количество физического вспенивателя будет слишком высоким в отношении требуемой температуры сушки и допустимого внутреннего давления, что вызывает локализованное добавочное вспенивание внутреннего полотна или даже разрыв пенистых ячеек. После того как на начальной стадии сушки облицовка будет открыта, исчезает необходимость в дальнейшем предотвращении утечки через периферийную кромку. Однако данную утечку предотвращают на протяжении всей операции сушки. В контексте данного описания термин "начальная стадия" означает "с самого начала процесса сушки на протяжении некоторого периода времени, обычно до того момента, когда панель достигнет температуры выше 100°С". Продолжительность этого периода времени и температура зависят также от физического вспенивателя, толщины наружного слоя (слоев) и используемого термопластика.
Отмечается, что публикация WO 92/22420 А1 раскрывает способ изготовления композитного материала с применением термоотверждающейся (отверждаемой) смолы, содержащей вспениваемые термопластичные частицы. Сообщается, что сушка (выделение растворителя) имеет место одновременно с расширением термопластичных частиц с прямым непрерывным последовательным отверждением смолы. Аналогичным образом US-A-4379103 относится к способу изготовления композитного изделия, имеющего внутренний слой из термоотверждающейся смолы. Оба документа не относятся к операции вспенивания в изделии, являющейся частью данного изобретения. Такая операция вспенивания в изделии требует, чтобы расстояние между плитами пресса в процессе расширения увеличивалось. Преимущественно это увеличение поэтапно контролируется.
Преимущество вспенивания в изделии внутреннего полотна, включающего в себя, по меньшей мере, один термопластичный лист, содержащий физический вспениватель в количестве, достаточном для вспенивания, т.е. способа, при котором внутреннее полотно располагается между наружным слоем (слоями), заключается в том, что вспенивание анизотропного пенистого внутреннего слоя и сцепление происходят одновременно без необходимости обеспечения дополнительного клеевого слоя между пеной и облицовкой. Это позволяет получить дешевую и простую технологию изготовления, а также снижение веса конечного (облегченного) изделия.
В контексте описания термин "физический вспениватель" включает в себя растворитель для термопластика, агент набухания или их комбинацию. Может присутствовать также и химический вспениватель, который во время операции вспенивания вступает в реакцию в полотне внутреннего слоя для образования газа. Однако наиболее значительное улучшение качества поверхности конечной панели по сравнению с достигнутым уровнем техники достигается тогда, когда используется агент набухания, смесь агента набухания и растворитель или же растворитель, который имеет очень низкую растворяющую способность термопластика полотна внутреннего слоя и/или облицовки (облицовок). Поэтому предпочтение отдается физическому вспенивателю. Ожидается, что операции способа в соответствии с данным изобретением необходимы также и тогда, когда при операции вспенивания в изделии используется химический вспениватель и небольшое количество растворителя.
В соответствии с одним вариантом осуществления изобретения утечка физического вспенивателя предотвращается путем герметизации периферийных кромок вспененного внутреннего слоя с помощью влаго-/газонепроницаемого элемента, по меньшей мере на начальной стадии указанного периода времени. В предпочтительном варианте осуществления такой элемент включает в себя ленту, которая является непроницаемой для физического вспенивателя, используемого при операции вспенивания. Более предпочтительно, чтобы лента изготавливалась из алюминия.
В другом предпочтительном варианте осуществления периферийные кромки зажимаются, например, между зажимами, штампами или прессами, по меньшей мере на начальной стадии указанного периода времени. В этом варианте осуществления зоны наружных кромок многослойной панели уплотняются, благодаря чему уменьшается расстояние между ее наружными слоями (посредством разрушения или уплотнения пенистой структуры внутреннего слоя). Образованные таким образом кромки уменьшенной толщины создают преграду, которая по существу не допускает утечку растворителя или вспенивателя через эти кромки. Предпочтительно, чтобы такая операция деформирования выполнялась непосредственно после операции вспенивания и перед операцией охлаждения или сразу же после последней. Обычно для обеспечения надлежащего внешнего вида деформированную кромку из конечной панели приходится удалять. Однако для некоторых видов применения, где кромки получают в рамках, панель может использоваться в существующем виде.
В альтернативном предпочтительном способе перед сушкой панель вставляют в открытую рамку, имеющую форму, соответствующую контуру панели. Внутренняя граница такой рамки содержит резиновую уплотнительную полосу. Эта уплотнительная полоса эффективно предотвращает утечку физического вспенивателя через кромки вспененного внутреннего слоя во время следующей операции сушки.
В еще одном варианте осуществления, по меньшей мере, одна облицовка имеет поверхностные размеры, большие чем поверхностные размеры полотна внутреннего слоя. После операции вспенивания в изделии и операции охлаждения, но перед операцией сушки, участки облицовки (облицовок), выступающие за пределы полотна внутреннего слоя, загибают за открытую кромку (кромки) вспененного внутреннего слоя, а затем приклеивают к ней (к ним) или друг к другу, например, посредством клеевого соединения или горячей герметизации. При этом сопротивление потоку, создаваемое герметизированными периферийными кромками, будет по существу таким же, как сопротивление потоку основной поверхности облицовки.
При использовании принципиально иного подхода к этому вопросу утечка физического вспенивателя через периферийные кромки предотвращается путем уменьшения температуры перехода в стеклообразное состояние наружного слоя (слоев) перед выполнением операции сушки. Предпочтительно, чтобы это уменьшение осуществлялось посредством нанесения того же физического вспенивателя на внешние поверхности наружного слоя (слоев), например, путем смачивания или распыления. Также можно понизить температуру путем поддержания вокруг многослойной панели окружающей среды, насыщенной физическим вспенивателем. Увеличение концентрации физического вспенивателя на облицовке (облицовках) уменьшает температуру перехода в стеклообразное состояние соответствующей облицовки, открывая тем самым соответствующую облицовку для перехода физического вспенивателя из вспененного внутреннего слоя через облицовку в окружающую среду.
Аналогичным образом физический вспениватель, например, в виде его смеси с инертным газом может быть добавлен в процессе, по меньшей мере, части операции сушки в окружающую среду печи, в которой осуществляется сушка, с тем чтобы удерживать облицовку (облицовки) открытыми в течение сравнительно более продолжительного времени, увеличивая тем самым скорость диффузии физического вспенивателя через облицовку (облицовки), что позволяет уменьшить время сушки и/или уменьшить уровень остаточного физического вспенивателя. Тех же результатов можно добиться, если не выводить из печи физический вспениватель, который был удален из многослойной панели в процессе сушки, а вместо этого в течение некоторого времени удерживать его в атмосфере печи.
Предполагаются также и комбинации различных вариантов осуществления.
В более предпочтительном варианте осуществления операция сушки выполняется в инертной среде, например в азоте.
В предпочтительном варианте осуществления начальная стадия указанного периода времени включает в себя повышение температуры от температуры окружающей среды приблизительно до 70-90°С за приблизительно 0,5-1,5 часа. В соответствии с этим вариантом осуществления первоначально температура повышается быстрее, нежели в уровне техники, где для достижения этого подъема температуры затрачивается несколько часов. Такая ускоренная начальная стадия возможна благодаря использованию операции сушки, соответствующей изобретению, например, при которой не допускается утечка физического вспенивателя через кромки. Благодаря выполнению более быстрой начальной стадии суммарное время цикла сушки может быть существенно уменьшено - приблизительно с 48 часов в уровне техники, например, до продолжительности, меньшей 36 часов. Это является важным экономическим преимуществом, поскольку по сравнению с уровнем техники суммарное время изготовления уменьшается.
После начальной стадии температуру, как правило через интервалы, повышают до температуры в диапазоне от 150°С почти до температуры перехода в стеклообразное состояние материала вспененного внутреннего слоя. Так например, температура перехода в стеклообразное состояние полиэфиримида (PEI) составляет приблизительно 220°С.Увеличение между этими периодами времени составляет обычно приблизительно 10 градусов. Многослойная панель выдерживается при каждом промежуточном значении температуры в течение достаточного периода времени, например в течение 2 часов.
В еще одном дополнительном предпочтительном варианте осуществления изобретения операцию сушки начинают осуществлять в пределах 8-12 часов после операции вспенивания.
Предпочтительно чтобы на этапе сушки операция выполнялась в течение достаточного периода времени, физический вспениватель удаляют до окончательного уровня в готовой панели, чтобы концентрация физического вспенивателя, в частности легко воспламеняемого агента набухания, составляла менее 1%, предпочтительно менее 0,5%.
Здесь следует заметить, что суммарное время сушки зависит, помимо прочего, от толщины наружного слоя (слоев). При меньшей толщине возможно более короткое время сушки и/или уменьшенный уровень остаточного физического вспенивателя.
Физический вспениватель выбирают из группы, содержащей агент набухания, смесь агента набухания и растворитель с очень низкой растворяющей способностью. Примерами агентов набухания могут служить ацетон, метилэтилкетон, метилацетат, метипропионат, нитроэтан, циклогексан, эфир, этанол, метанол и пентан, а также такие смеси, как этанол/ацетон и метанол/метилацетат. Ацетон является предпочтительным агентом набухания. Примером смеси агента набухания и растворителя может служить метиленхлорид и этанол. Растворители с очень низкой растворяющей способностью содержат агенты набухания, перечисленные в качестве примера выше.
Специалистам в данной области техники известно, что называть ли конкретный агент агентом набухания или растворителем с низкой растворяющей способностью, зависит от конкретного используемого термопластика (термопластиков). Способ в соответствии с изобретением может осуществляться с использованием любой термопластической пластмассы, которую можно вспенивать в изделии с помощью физического вспенивателя, как это описано выше. Оба наружных слоя являются термопластичными наружными слоями, армированными волокнами. Примерами подходящих термопластиков являются полиэфиримид (РЕ1), полиэфирсульфон (PES), полисульфон, полифенилсульфон (PPSU), поликетон, жидкокристаллические полимеры, поликарбонат (PC), пропилен и т.п., а также их комбинации.
Предпочтительным материалом является полиэфиримид. Компания General Electric предлагает его различные сорта под товарным знаком Ultem. Предпочтительно, чтобы облицовка (облицовки) была армированной в зависимости от планируемого применения и требуемых физических свойств, в частности веса и прочности. Стеклянные волокна являются предпочтительным примером армирующих волокон, которые преимущественно присутствуют в наружном слое (слоях). Однако могут применяться и другие неорганические волокна, такие как металлические волокна, углеродные волокна и органические волокна, типа арамидных волокон. Помимо вышеперечисленных синтетических волокон, могут применяться также и натуральные волокна. При желании термопластичный вспененный в изделии материал внутреннего слоя тоже может быть армирован волокнами или наночастицами.
Предпочтительно чтобы термопластичный материал полотна внутреннего слоя, подлежащего вспениванию, и термопластичный наружный слой (слои) были одинаковыми. Однако предполагаются также и комбинации различных термопластиков. Подходящие варианты таких комбинаций включают в себя, помимо прочего, полиэфиримидовую (PEI) пену, покрытую облицовками, изготовленными из полифенилсульфона (PPSU), полисульфона (PS) или поликарбоната (PC), а также полифенилсульфоновую (PPSU) или полиэфирсульфоновую (PES) пену, покрытую облицовками из PSU или поликарбоната (PC).
Вспененная в изделии термопластичная многослойная конструкция может включать в себя один или более промежуточных слоев. Выбор волокна в материале внутреннего слоя, наружного слоя или слоев, промежуточного слоя или слоев, армирующего слоя не подлежит совершенно никаким ограничениям. Неорганические волокна, такие как стеклянные волокна, металлические волокна, углеводородные волокна, органические волокна типа арамидных волокон, могут использоваться по желанию, так же как и природные волокна, при условии, что они могут выдерживать условия, возникающие в ходе осуществления способа.
По желанию волокна в наружном слое или слоях, промежуточном слое или слоях и армирующем слое могут иметь ориентацию, и в отношении длины и ориентации какие-либо ограничения отсутствуют. Плетеные материалы, тканые материалы, рогожи, переплетенные ткани и неориентированные волокна представляют собой различные возможные варианты. Предпочтительно чтобы, по уже упомянутым ранее причинам, многослойные панели, изготовленные в соответствии с изобретением, содержали по меньшей мере один, а еще более предпочтительно два армированных волокнами термопластичных наружных слоя. Предполагается также комбинация из одного армированного волокном термопластичного наружного слоя и непластмассовой (армированной волокнами) облицовки, такой как металлическая пластина или облицовка Glare®.
Предпочтительной комбинацией является полиэфиримид в качестве термопласта, стекло в качестве волоконного материала и ацетон в качестве вспенивателя.
В контексте настоящего описания под термином "панель" подразумевается объект, имеющий толщину, которая мала по сравнению с его длиной и шириной. Преимущественно многослойная панель является плоской двухмерной панелью (ее толщина мала по сравнению с длиной и шириной). Однако предполагаются и трехмерные панельные изделия, такие как пластинчатые панели с одним или двумя изгибами.
Изобретение относится также к многослойной панели, включающей в себя вспененный термопластичный внутренний слой и два наружных слоя, содержащих, по меньшей мере, один наружный термопластичный слой, в которой суммарное количество физического вспенивателя, выбранного из группы, содержащей агент набухания, смесь агента набухания и растворителя и растворитель с очень низкой способностью растворения термопластика при комнатной температуре, составляет менее 0,5% по весу. Оба наружных слоя панели являются термопластичными слоями, армированными волокнами.
Предпочтительные варианты осуществления способа в соответствии с изобретением аналогичным образом применимы и к этой многослойной панели.
Многослойные панели в соответствии с данным изобретением могут подвергаться дальнейшей обработке, например для придания им формы, соответствующей желаемой окончательной форме, путем отделки кромок. Многослойные панели, изготовленные в соответствии с настоящим изобретением, преимущественно используются в облегченных видах применения, в которых требуются огнезащитные свойства и/или достаточная прочность/жесткость.
Предпочтительной областью применения является транспортный сектор, в частности отрасль авиационных и космических летательных аппаратов. В результате усовершенствования операции сушки в соответствии с изобретением значения OSU (стандарт в отрасли авиационных летательных аппаратов) в отношении воспламеняемости уменьшаются до величин Суммарное/Пиковое <8/35 в сравнении с величинами 10/50 в уровне техники.
Краткое описание чертежей
Далее изобретение будет объяснено с помощью нижеследующих примеров и чертежей.
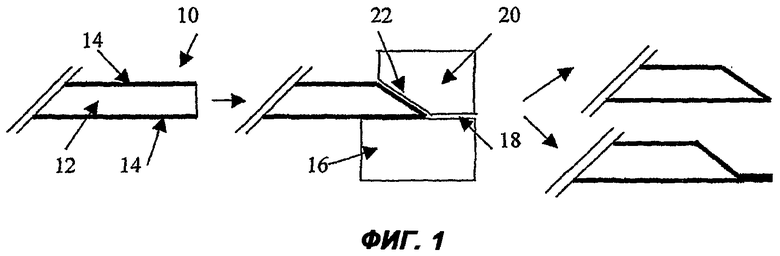
Фиг.1 показывает первый вариант осуществления герметизации кромок многослойной панели;
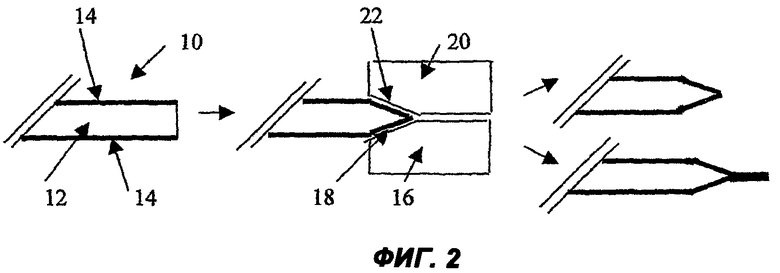
Фиг.2 показывает второй вариант осуществления герметизации кромок многослойной панели;
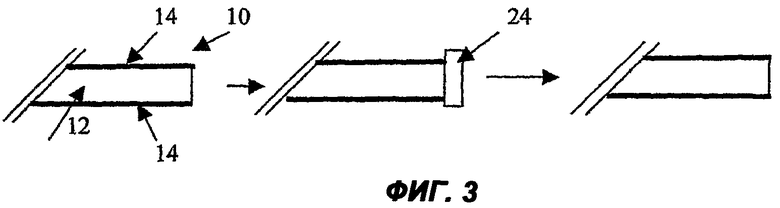
Фиг.3 показывает третий вариант осуществления герметизации кромок многослойной панели;
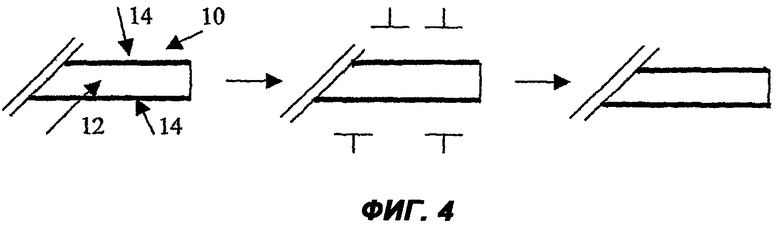
Фиг.4 показывает альтернативный вариант принуждения агента набухания вытекать преимущественно через наружные слои многослойной панели.
Осуществление изобретения
Описание общего процесса вспенивания в изделии.
Многослойная панель (500×320 мм), состоящая из уплотненных полиэфиримидовых наружных слоев, армированных стеклянным волокном, и полученной в изделии полиэфиримидовой (PEI) пены, была изготовлена в соответствии со следующим способом.
Две пленки толщиной 250 микрон из полиэфиримида (Стандартная марка Ultem 100 компании General Electric, пропитанная ацетоном) помещают между двумя наружными слоями толщиной ± 0,50 мм. Наружный слой представляет собой уплотненный лист из 2 слоев стеклоткани (типа US Style 7781) - препрег, пропитанный полиэфиримидом 32±1%. Препрег изготавливается способом пропитки растворителем и высушивается перед уплотнением до остаточного содержания раствора, составляющего NMP<0,1% веса смолы. См. также ЕР-А-636463. Этот собранный узел, состоящий из пленки и наружных слоев, помещается между двумя разогретыми плитами пресса, к которым прикладывается давление, приблизительно равное 20-50 кг/см2. После того как собранный узел достигнет температуры вспенивания, пресс постепенно открывают до тех пор, пока не будет получена требуемая толщина пены, в этом конкретном случае - толщина, равная 7,1 мм. После выполнения контролируемой операции охлаждения с температуры вспенивания до температуры, приблизительно равной комнатной температуре, многослойную панель снимают с пресса.
Полученная таким образом панель представляет собой плоскую многослойную панель с равномерно распределенной толщиной. В некоторых случаях в изготовленной панели проявляется уклон по толщине на всех кромках, обусловленный формой плит пресса и самим процессом вспенивания. См. ниже пример В.
Способ сушки существенно влияет на ее результаты, что более подробно объясняется в нижеследующих примерах:
Сравнительный пример А
Кромки вспененной многослойной панели, изготовленной в соответствии с общим процессом вспенивания в изделии, кратко изложенным выше, были удалены путем их отрезания, после чего панель подверглась операции сушки в течение периода времени, составлявшего от 36 до 48 часов. Полученная панель обнаружила неравномерность расширения в направлении своей толщины в центре, тогда как периферийные участки оказались плоскими. При дополнительном осмотре этой панели обнаружилось, что в некоторых местах внутренний слой был дополнительно вспенен, но наиболее часто пенистая структура была разрушена или вырвана.
Дополнительные эксперименты, в ходе которых общее время сушки было увеличено, результатов не улучшили. Вместо этого имели место те же самые явления. В некоторых случаях количество удаленного ацетона было недостаточно, в результате чего получалась панель, которая не удовлетворяет критерию в отношении огнестойкости.
Сравнительный пример В
Кромки панели после вспенивания имели меньшую толщину в сравнении с основной толщиной панели. Панель подвергалась операции сушки, как в Примере А.
В результате была получена панель, имевшая плоский центр и обнаружившая выпуклости вдоль кромок в нескольких местах. Дальнейший осмотр показал, что в этих местах в процессе сушки процесс вспенивания начинался вновь. Кроме того, было удалено недостаточное количество ацетона.
Пример С
Перед сушкой кромки трех сторон прямоугольной многослойной панели были герметизированы путем их прессования между штампом. После сушки в течение 36 часов полученная панель имела внешний вид с плоской поверхностью в центре и на трех сторонах, которые подвергались герметизации, тогда как на четвертой стороне появились выпуклости. Количество ацетона было уменьшено ниже верхнего предела в отношении воспламеняемости и огнестойкости.
Пример D
Этот пример аналогичен примеру С. Однако перед сушкой кромки на всех четырех сторонах были герметизированы путем их прессования с помощью штампа. Полученная таким образом многослойная панель имела внешний вид с плоской поверхностью без всяких неровностей по всей ее поверхности. Остаточное количество ацетона было менее 0,5%. Вспененный внутренний слой имел анизотропную структуру, которая имела прочность на сжатие не менее 2,3 МПа при плотности 90 кг/м3.
Вследствие появления значительного количества поверхностных неровностей в многослойных панелях, изготовляемых в соответствии с уровнем техники, не подлежит никакому сомнению то, что при изготовлении многослойных панелей, имеющих даже большие габариты, например, стандартного размера, равного 4×8 фута, должна применяться усовершенствованная операция сушки в соответствии с изобретением.
Сравнительный пример Е
Многослойная панель (250×250 мм), имевшая общую толщину 10 мм была изготовлена путем вспенивания в изделии в соответствии с вышеприведенным общим описанием с использованием цикла сушки, составляющего приблизительно 48 часов, включая нагрев от комнатной температуры до 70°С, а затем до максимальной температуры 180°С, и охлаждение приблизительно до 40°С. При определении содержания ацетона при 100°С обнаружилось, что было удалено только 30-40% по весу от суммарного количества ацетона, которое присутствовало первоначально.
Полученная многослойная панель имела два наружных слоя уплотненного и армированного волокнами полиэфиримида (типа US Style 7781; содержание смолы 33±2%) толщиной, равной 0,45 мм. Плотность пены была 90 кг/м3. Суммарный вес на единицу площади поверхности - 2619 г/м2 (наружные слои 1800 г/м2 + пена 9,1×90 г/м2. Остаточное количество ацетона было 0,5-1% (13,1-26,2 г/м2). Среднее значение OSU составляет Суммарное 8/Пиковое 50.
Пример F
Многослойная панель (500×320 мм), имеющая общую толщину 10 мм, была изготовлена путем вспенивания в изделии с использованием цикла сушки, составлявшего 36 часов, при котором кромки были плотно сжаты и при котором температура вспененного изделия была увеличена от значения комнатной температуры до 70°С приблизительно в течение 0,5-1 часа, далее до 90°С в течение еще получаса и затем постепенно была увеличена до максимальной температуры 205-210°С. Благодаря быстрому первоначальному нагреву при 100°С оказалось, что было удалено уже 50-60% ацетона. Это позволило уменьшить общее время сушки.
Полученная многослойная панель имела два наружных слоя уплотненного и армированного волокнами полиэфиримида (типа US Style 7781: содержание смолы 33±2%), имевших толщину, равную 0,45 мм). Плотность пены составляла 85 кг/ м3. Суммарный вес на единицу площади поверхности - 2573 г/м2 (наружные слои 1800 г/м2 + пена 9,1×85 г/м2. Остаточное количество ацетона было 0,3. Среднее значение OSU составляет Суммарное 8/Пиковое 32.
Пример G
Многослойная панель была изготовлена с использованием стандартной процедуры в соответствии с изобретением. Общая толщина была равной 10 мм, а плотность составляла 85 кг/м3. Слой термопластика, подлежавшего вспениванию, был расположен в промежутке между слоями армированного волокнами полиэфиримида (PEI), причем каждый имел толщину 240 микрометров. Было показано, что, даже в этом случае, в целях недопущения появления поверхностных неровностей, кромки в процессе сушки (время сушки 18-24 часа) необходимо было герметизировать. Остаточное содержание ацетона было менее 0,15%. Среднее значение OSU составляло намного ниже 35/35.
Эти примеры ясно показывают, что если не допускать переноса физического вспенивателя через открытые кромки высушиваемой панели, заставляя тем самым физический агент выходить через облицовки, то могут быть получены превосходные результаты в отношении внешнего вида и свойств поверхности.
Чертежи схематически представляют различные варианты осуществления существенных признаков изобретения. Фиг.1 показывает периферийный участок 10 панели, состоящей из вспененного в изделии внутреннего слоя 12 и наружных слоев 14 на обеих основных поверхностях вспененного внутреннего слоя 12. Перед сушкой периферийный участок 10 вставляют посреди зажима, включающего в себя нижнюю зажимную часть 16, которая имеет плоскую верхнюю поверхность 18, и верхнюю зажимную часть 20, которая имеет наклонную нижнюю поверхность 22. В зависимости от расстояния периферийный участок 10 вставляют между зажимными частями 16 и 20; полученная форма показана на правой стороне Фиг.1.
Фиг.2 схематически показывает такую же конструкцию, что показана на Фиг.1, однако части 16 и 20 в примененном зажиме имеют находящиеся напротив друг друга наклонные поверхности. Полученная форма кромки показана еще раз на правой стороне этой фигуры. Зажимы могут быть нагреты до максимума температуры вспенивания. В примере со вспененной в изделии многослойной панелью из полиэфиримида (PEI) с ацетоном, используемым в качестве физического вспенивателя, она составляет 90°С.
Фиг.3 схематически показывает вариант осуществления, в котором периферийный участок 10 герметизирован посредством непроницаемой ленты 24. В этом варианте осуществления никакого деформирования в целях эффективного предотвращения выхода вспенивателя или растворителя через кромки не требуется.
Фиг.4 схематически показывает дополнительный вариант осуществления способа в соответствии с изобретением, в котором наружные слои 14 перед сушкой смачиваются растворителем.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ДЛЯ IN-SITU ПРОИЗВОДСТВА СЭНДВИЧ-ПАНЕЛИ ИЗ ТЕРМОПЛАСТА | 2019 |
|
RU2784019C1 |
| ПАНЕЛЬ | 2017 |
|
RU2744701C2 |
| СПОСОБ ПРОИЗВОДСТВА ОБЪЕКТА ИЗ МНОГОСЛОЙНОЙ СТРУКТУРЫ С УСИЛЕННЫМ УГЛОМ И ОБЪЕКТ ТАКОГО ТИПА | 2008 |
|
RU2490125C2 |
| Облицовочная панель и способ получения облицовочных панелей | 2016 |
|
RU2670847C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1992 |
|
RU2032040C1 |
| Многослойная строительная панель | 2020 |
|
RU2736258C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1992 |
|
RU2040403C1 |
| КОМПОЗИТНАЯ ПАНЕЛЬ | 2007 |
|
RU2433912C2 |
| ДЕКОРАТИВНАЯ ИНТЕРЬЕРНАЯ ЗВУКОПОГЛОЩАЮЩАЯ ПАНЕЛЬ | 2005 |
|
RU2379434C9 |
| ПАНЕЛЬ СО СКРУГЛЕННОЙ КРОМКОЙ | 2012 |
|
RU2563507C1 |
Изобретение относится к конструкции многослойной панели и способу изготовления многослойной панели. Такая многослойная панель, полученная посредством вспенивания в изделии, состоит из вспененного термопластичного внутреннего слоя и двух наружных слоев, содержащих, по меньшей мере, один термопластичный наружный слой, армированный волокнами. Многослойная панель изготавливается путем вспенивания в изделии. Причем суммарное количество физического вспенивателя, выбранного из группы, содержащей агент набухания, смесь агента набухания и растворителя и растворитель с очень низкой способностью растворения термопластика при комнатной температуре, составляет менее 0,5% по весу. Способ изготовления многослойной панели включает операции. На первой операции сборки внутреннее полотно, включающее в себя, по меньшей мере, один лист термопластичного материала, содержащий некоторое количество подходящего физического вспенивателя, помещают между двумя наружными слоями. Сборка внутреннего полотна и наружных слоев осуществляется между двумя плитами пресса. Благодаря теплу и давлению, которые прикладываются к внутреннему полотну, достигается вспенивание внутреннего полотна и его эффективное сцепление с наружными слоями. При этом увеличивают расстояние между плитами пресса до получения предварительно заданной толщины вспененного внутреннего слоя. Далее вспененный собранный узел оставляют для охлаждения. Остаточный физический вспениватель удаляется в ходе последующей операции сушки при повышенной температуре. При этом ограничивается вытекание физического вспенивателя через периферийные края панели, например, посредством использования непроницаемой ленты или зажатия с помощью зажимов на начальной стадии указанного периода времени. Технический результат, который достигается при использовании способа по изобретению для изготовления многослойной панели, заключается в изготовлении многослойной панели, включающей в себя, по меньшей мере, один армированный волокнами термопластичный наружный слой, не имеющий никаких или почти никаких неровностей на поверхностях наружных слоев изделия. 2 н. и 19 з.п. ф-лы, 4 ил.
1. Способ изготовления многослойной панели посредством вспенивания в изделии, причем панель включает в себя вспененный внутренний слой и два наружных слоя, содержащих, по меньшей мере, один термопластичный наружный слой, при этом способ включает этап сборки, на котором обеспечивают внутреннее полотно, включающее в себя, по меньшей мере, один лист термопластичного материала, содержащего физический вспениватель, причем указанное внутреннее полотно помещают между двумя наружными слоями, а сборку внутреннего полотна и наружного слоя выполняют между двумя плитами пресса;
этап вспенивания, на котором подают тепло и давление на плиты пресса для вспенивания внутреннего полотна и обеспечения его сцепления с наружными слоями, при этом увеличивают расстояние между плитами пресса до получения предварительно заданной толщины вспененного внутреннего слоя;
этап охлаждения, на котором охлаждают плиты пресса после получения предварительно заданной толщины вспененного внутреннего слоя, и этап сушки, на котором сушат изготовленную таким образом многослойную панель при повышенной температуре в течение периода времени, достаточного для уменьшения уровня физического вспенивателя, при этом максимальное вытекание физического вспенивателя через периферийные кромки вспененного внутреннего слоя поддерживают равным потоку физического вспенивателя, проходящего из вспененного внутреннего слоя, по меньшей мере, через один наружный слой, по меньшей мере, на начальной стадии указанного периода времени.
2. Способ по п.1, отличающийся тем, что этап сушки выполняют с предотвращением утечки физического вспенивателя через периферийные кромки вспенененного внутреннего слоя, по меньшей мере, на начальной стадии указанного периода времени.
3. Способ по п.1 или 2, отличающийся тем, что периферийные кромки вспененного внутреннего слоя герметизируют с помощью непроницаемого элемента, по меньшей мере, на начальной стадии указанного периода времени.
4. Способ по п.3, отличающийся тем, что непроницаемый элемент содержит непроницаемую ленту.
5. Способ по п.1 или 2, отличающийся тем, что периферийные кромки многослойной панели зажимают, по меньшей мере, на начальной стадии указанного периода времени.
6. Способ по п.1 или 2, отличающийся тем, что перед этапом сушки уменьшают температуру перехода в стеклообразное состояние.
7. Способ по п.1 или 2, отличающийся тем, что на этапе сушки понижают температуру перехода в стеклообразное состояние наружных слоев путем поддержания вокруг многослойной панели окружающей среды, насыщенной физическим вспенивателем.
8. Способ по любому из пп.1 и 2 или 4, отличающийся тем, что начальная стадия указанного периода времени включает в себя увеличение температуры от температуры окружающего воздуха приблизительно до температуры 70-90°С за приблизительно 0,5-1,5 ч.
9. Способ по п.5, отличающийся тем, что начальная стадия указанного периода времени включает в себя увеличение температуры от температуры окружающего воздуха приблизительно до температуры 70-90°С за приблизительно 0,5-1,5 ч.
10. Способ по п.6, отличающийся тем, что начальная стадия указанного периода времени включает в себя увеличение температуры от температуры окружающего воздуха приблизительно до температуры 70-90°С за приблизительно 0,5-1,5 ч.
11. Способ по п.7, отличающийся тем, что начальная стадия указанного периода времени включает в себя увеличение температуры от температуры окружающего воздуха приблизительно до температуры 70-90°С за приблизительно 0,5-1,5 ч.
12. Способ по п.1 или 2, отличающийся тем, что на этапе сушки дополнительно повышают через интервалы температуру в диапазоне от 150°С, по существу, до температуры перехода в стеклообразное состояние материала вспененного внутреннего слоя.
13. Способ по п.1 или 2, отличающийся тем, что этап сушки начинают выполнять в пределах 8-12 ч после этапа вспенивания.
14. Способ по п.1 или 2, отличающийся тем, что на этапе сушки физический вспениватель удаляют до окончательного уровня в готовой многослойной панели, составляющего менее 1% по весу.
15. Способ по п.14, отличающийся тем, что окончательный уровень составляет менее 0,5%.
16. Способ по п.1 или 2, отличающийся тем, что этап сушки выполняют в инертной среде.
17. Способ по п.1 или 2, отличающийся тем, что оба наружных слоя являются термопластичными наружными слоями, армированными волокнами.
18. Способ по п.1 или 2, отличающийся тем, что используют одинаковый термопластик для внутреннего полотна и наружных слоев.
19. Способ по п.1 или 2, отличающийся тем, что физический вспениватель выбирают из группы, содержащей агент набухания, смесь агента набухания и растворителя и растворитель с очень низкой растворяющей способностью.
20. Многослойная панель, полученная посредством вспенивания в изделии, включающая в себя вспененный термопластичный внутренний слой и два наружных слоя, содержащих, по меньшей мере, один наружный термопластичный слой, армированный волокнами, причем суммарное количество физического вспенивателя, выбранного из группы, содержащей агент набухания, смесь агента набухания и растворителя и растворитель с очень низкой способностью растворения термопластика при комнатной температуре, составляет менее 0,5% по весу.
21. Многослойная панель по п.20, отличающаяся тем, что оба наружных слоя являются термопластичными слоями, армированными волокнами.
| Способ защиты от шлакования поверхностей нагрева на выходе из топочной камеры парагенератора | 1977 |
|
SU636463A1 |
| WO 9222420 А1, 23.12.1992 | |||
| ЕР 0393874 А2, 24.10.1990 | |||
| US 4379103 А, 05.04.1983 | |||
| US 5702652 А, 30.12.1997 | |||
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1992 |
|
RU2040403C1 |

