Настоящее изобретение относится к прессу для in-situ производства сэндвич-панели из термопласта, состоящей, как минимум, из внутреннего пенопластового слоя и одного поверхностного слоя.
In-situ производство сэндвич-панелей из заготовки уже известно. Например, такой способ представляет EP636463. In-situ производство в соответствии с EP636463 включает, как минимум, этапы создания заготовки, состоящей из внутреннего слоя из термопласта, в который входит физический пенообразователь, в частности набухающий агент, хотя бы одна поверхность которого покрыта поверхностным слоем. Обычно внутренний слой расположен между двумя поверхностными слоями, усиленными волокном термопластичными поверхностными слоями. Заготовка помещается в нагретый пресс между нижней и верхней плитами. Затем пресс закрывается, и его плиты оказывают давление на заготовку. Исходную конструкцию нагревают до температуры вспенивания (выше температуры кипения набухающего агента) термопласта, продолжая оказывать давление на заготовку для предотвращения преждевременного вспенивания. При нагревании адгезия между внутренним и поверхностными слоями происходит за счет термопласта. После достижения температуры вспенивания, вспенивание осуществляется путем раздвигания плит пресса на заданное расстояние контролируемым образом, что позволяет термопласту внутреннего слоя расширяться и образовывать ячейки пены с помощью физического пенообразователя. Таким образом, вспенивание и сцепление происходят в одном прессе. Давление поддерживается на вспененной конструкции, а плиты пресса охлаждаются. При достаточном охлаждении, которое не дает пене дальше образовываться, обычно ниже температуры кипения набухающего агента, например, температура окружающей среды, давление можно полностью сбросить, и полученную таким образом сэндвич-панель можно снять с пресса. При производстве сэндвич-панели из термопласта с физическим пенообразователем требуется быстрое охлаждение, чтобы не допустить взрыв пены, в частности, на стыке слоя пены и поверхностного слоя, а также для предотвращения дальнейшей миграции физического пенообразователя в термопластик армированных волокном термопластичных слоев, если он присутствует.
В случае химического пенообразователя, как описано в WO2015 / 065176A1, заготовка помещается в нагретый пресс, который нагрет до температуры, значительно превышающей температуру или диапазон плавления термопласта в сердцевине. Химический пенообразователь во внутреннем слое разлагается, после чего полученная промежуточная структура охлаждается до температуры, обычно немного выше температуры плавления соответствующего термопласта внутреннего слоя на промежуточной стадии охлаждения. Впоследствии вспенивание выполняется путем раздвигания плит пресса контролируемым образом, и при достижении требуемой заданной толщины вспенивания плиты пресса продолжают охлаждаться.
По соображениям производительности различные этапы процесса нагрева, вспенивания и охлаждения должны быть быстрыми, например в диапазоне от десятков секунд до нескольких минут, а также однородным, в частности, во время охлаждения, чтобы предотвратить значительные перепады температур на плитах пресса, которые могут повлиять на качество готовой сэндвич-панели. Быстрое охлаждение также необходимо для предотвращения вспенивания и, в частности, разрушения образовавшихся ячеек, что может серьезно повлиять на механические свойства полученной таким образом сэндвич-панели.
В прессе, используемом сегодня для производства сэндвич-панелей из термопласта с использованием физического пенообразователя, плиты пресса нагреваются циркулирующим паром через внутренние проточные каналы, которые предусмотрены внутри них. Охлаждение осуществляется за счет воды, протекающей через внутренние проточные каналы, которые обычно расположены в системе противоположного потока в плитах пресса.
Оказалось, что охлаждения холодной водой в таком прессе может быть недостаточно по нескольким причинам. Во-первых, охлаждающая способность этого пресса максимальна, что может привести к слишком низкой скорости охлаждения. Кроме того, наблюдается значительная разница температур по размерам плит пресса из-за длины внутренних проточных каналов, теплопроводности плит пресса и высокой скорости охлаждения, которая требуется в целом. Эти температурные различия могут привести к локальному изменению плотности вспененной сердцевины сэндвич-панели, разрыву и / или растворению стенок ячеек из-за индуцированных потоков физического пенообразователя через стенки ячеек, на стыке пены и поверхностного слоя, а также в локально меняющихся размерах ячеек, которые отражаются в локально различных механических свойствах и внешнем виде. Поэтому, качество готовой сэндвич-панели, полученной таким образом, оставляет желать лучшего.
Следовательно, целью изобретения является улучшение однородности температуры по поверхностям плит пресса, в частности, во время первичной стадии охлаждения.
Изобретение представляет из себя пресс для производства сэндвич-панели, состоящий из двух нажимных плит, которые могут перемещаться относительно друг друга. Пресс имеет контур циркуляции жидкости для нагревания и охлаждения плит. Контур циркуляции жидкости содержит нагреватель для генерирования нагретой жидкости, имеющий выходное отверстие, соединенное с трубопроводом подачи жидкости, и впускное отверстие, соединенное с трубопроводом возврата жидкости. Трубопровод подачи жидкости сообщается с входным отверстием как минимум одного внутреннего канала циркуляции в каждой плите пресса. Трубопровод возврата жидкости сообщается с выходным отверстием как минимум одного внутреннего канала циркуляции в каждой плите пресса. Контур циркуляции жидкости имеет управляемый расширительный клапан, предназначенный для преобразования горячей воды, находящейся под давлением, в пар для охлаждения плит пресса, а также источник подачи воды, выходное отверстие которого сообщается с входным отверстием как минимум одного внутреннего канала циркуляции в каждой плите пресса посредством трубопровода подачи воды.
Согласно концепции изобретения, пресс состоит из нажимных плит (иногда они также называются прессовыми инструментами), которые могут взаимно перемещаться. Обычно это верхняя и нижняя нажимные плиты, которые расположены друг над другом и могут выполнять движение в вертикальном направлении. Как правило, одна или обе плиты пресса имеют углубление, в котором может быть размещена заготовка для сэндвич-панели. Обычно периферия углубления взаимодействует с периферией заготовки, так на стадии контролируемого вспенивания может происходить расширение только по толщине (вертикальное). Согласно концепции изобретения, пресс имеет систему нагрева и охлаждения. Система нагрева включает нагреватель для генерирования нагретой жидкости, такой как горячая вода под давлением, например электрический нагреватель, бойлер или другой теплообменник для нагрева воды до требуемой температуры (диапазона), снабженный подходящим насосом для повышения давления воды. Пар также можно использовать для нагрева прижимных плит пресса. Нагреватель соединен с концом впускного отверстия проточного канала в каждой плите пресса через трубопровод подачи жидкости и с концами выходного отверстия проточного канала через трубопровод возврата жидкости. Обычно у плит пресса много проточных каналов, снабженных подходящими коллекторами на концах для соединения с трубопроводом подачи жидкости и трубопроводом возврата жидкости соответственно. Для нагрева плит пресса нагреватель подготавливает горячую воду под давлением или пар, и горячая жидкость циркулирует от нагревателя к проточным каналам в плитах пресса через трубопровод подачи жидкости и от плит пресса через трубопровод возврата жидкости обратно в нагреватель. Температура и давление подаваемой горячей воды или пара обычно находятся в диапазоне 170-190°C и 8-13 бар соответственно. Целесообразно такое распределение проточных каналов в корпусе плит пресса, чтобы скорость потока через каждый канал обеих плит пресса позволяла достичь однородной температуры (распределения) внутренних поверхностей плит пресса. Для охлаждения пресс, согласно концепции изобретения, использует тепло испарения, которое требуется для преобразования горячей воды под давлением во внутренней системе проточных каналов пресса в пар. Если для нагрева пресса использовался пар, то вводится горячая вода под давлением, например, с использованием соединения Вентури перед охлаждением, чтобы во внутренних проточных каналах была горячая вода под давлением. В связи с этим типом охлаждения контур циркуляции снабжен регулируемым расширительным клапаном, позволяющим преобразовывать горячую воду под давлением в пар после отключения потока горячей воды под давлением через проточные каналы в плитах пресса. Тепло от испарения, необходимое для этого преобразования, отводится от плит пресса. Плиты пресса охлаждают вспененную конструкцию. Оказалось, что отвод тепла от плит пресса за счет этого преобразования в пар происходит более равномерно, чем при охлаждении холодной водой, и при этом достаточно быстро, чтобы достичь требуемой скорости охлаждения. Также оказалось, что равномерное охлаждение приводит к тому, что поверхности плит пресса имеют более однородную температуру по всей поверхности, что приводит к меньшему локальному изменению плотности и размеров ячеек в конечной сэндвич-панели. Таким образом улучшается качество сэндвич-панели. Еще одно преимущество заключается в том, что условия охлаждения можно точно регулировать в соответствии с требованиями, например, в соответствии с кривой охлаждения, показывающей различные скорости охлаждения на стадии охлаждения. Например, скорость охлаждения в начале стадии охлаждения может быть ниже, чем потом, когда требуется более быстрое охлаждение. Охлаждение, соответствующее такой кривой охлаждения, может оказать положительный эффект на конденсационные свойства физического пенообразователя и, как следствие, на структуру пены. Охлаждение посредством испарения выполняется до тех пор, пока не будет достигнута заданная температура, например, намного ниже температуры вспенивания термопласта вспененной сердцевины. Поскольку эффект тепла испарения уменьшается, когда температура ниже определенного значения, например ниже 150°C, в диапазоне 140-110°C, дальнейшее охлаждение осуществляется потоками воды с постепенно снижающимися контролируемыми температурами, например, 40-90°C, чтобы поддерживать быструю скорость охлаждения и однородность температуры по плитам пресса. После этого промежуточного этапа охлаждения с использованием воды с регулируемой температурой может быть выполнено дальнейшее медленное охлаждение до температуры окружающей среды с использованием соответствующего потока воды с регулируемой температурой через плиты пресса. Это медленное охлаждение менее важно для улучшения конечных свойств сэндвич-панели. Однородность температуры плит пресса предпочтительно поддерживается за счет значительного потока воды через внутренние проточные каналы.
Обычно температура плиты пресса (например, в позиции (на несколько мм, например, 4 мм) ниже ее поверхности) измеряется и используется в качестве регулирующего параметра для регулировки температуры воды.
В другом варианте давление в проточных каналах специально снижается в дополнение к снижению давления из-за образования пара, когда влияние теплоты испарения становится меньше. Дополнительное снижение давления, такое как создание (частичного) вакуума с помощью вакуумного насоса, подключенного к проточным каналам, приводит к снижению температуры, при которой происходит парообразование. Это может позволить продолжить охлаждение путем фазового превращения воды в пар до более низкой температуры, например менее 90°C по сравнению с указанным выше диапазоном 140-110°C, что обеспечивает более однородную температуру плит пресса. После этого промежуточного этапа охлаждения можно проводить дальнейшее медленное охлаждение, как описано выше.
Если объем горячей воды под давлением в проточных каналах становится слишком мал и недостаточен для требуемого охлаждения за счет фазового превращения, в проточные каналы может быть введена дополнительная, предпочтительно горячая вода под давлением. Эта подпитка может выполняться во время операции охлаждения или во время ее кратковременного прерывания.
Предпочтителен вариант, когда трубопровод с регулируемым расширительным клапаном соединен с конденсатором для рекуперации тепла генерируемого пара. Пар (низкого давления), образующийся при охлаждении, содержит энергию, которую можно легко утилизировать в конденсаторе. Образующийся пар также можно использовать как таковой, например, в качестве технологического тепла в других промышленных процессах.
Работа пресса обычно контролируется с помощью ПЛК или ПК. В качестве варианта контроллер содержит процессор и память, в которой хранятся машиночитаемые инструкции, выполняя которые процессор осуществляет следующие операции:
предварительный нагрев плит пресса путем пропускания горячей жидкости через контур циркуляции жидкости;
сжатие пресса путем передвижения предварительно нагретых плит пресса навстречу друг другу и осуществления давления на заготовку изготавливаемой сэндвич-панели;
последующий нагрев плит пресса (путем пропускания нагретой жидкости через контур циркуляции жидкости), способствующий нагреву заготовки до температуры вспенивания, при одновременном осуществлении давление на заготовку;
вспенивание заготовки при температуре вспенивания посредством передвижения пресс-плит друг от друга на расчетное расстояние, при поддержании давления на вспениваемую заготовку; прерывание потока горячей жидкости через контур циркуляции жидкости;
охлаждение плит пресса путем активации регулируемого расширительного клапана, преобразующего горячую воду, находящуюся под давлением, в пар; и
охлаждение плит пресса путем пропускания воды с расчетной температурой через внутренние проточные каналы плит пресса.
Обычно в инструкциях также предусмотрено открытие пресса для снятия сэндвич-панели в том виде, в котором она изготовлена.
Пресс снабжен удобным устройством для подачи заготовки, которое избавляет от необходимости укладывать заготовку в пресс вручную, и / или устройством для снятия из пресса готовой сэндвич-панели. Таким образом, инструкции дополнительно включают введение заготовки в пресс и, если применимо, снятие готовой сэндвич-панели из пресса.
Приведенные выше инструкции типичны для изготовления сэндвич-панели с использованием физического пенообразователя. Физический пенообразователь представляет собой набухающий агент (т.е. растворитель, имеющий низкую растворимость в соответствующем термопласте) или растворитель, который при нагревании улетучивается, и полученные пузырьки газа создают ячейки из пены. Примеры физических пенообразователей включают диоксид углерода и легкие углеводороды, такие как различные пентаны, и набухающие агенты, такие как ацетон, и растворители, такие как хлористый метилен.
Для сэндвич-панелей из термопласта, изготовленных с использованием химического пенообразователя, например как описано в WO2015 / 065176A1, быстрое и однородное охлаждение от температуры разложения (или выше) пенообразователя до температуры вспенивания, а также от температуры вспенивания до температуры ниже Tg или Tm термопласта во вспененной сердцевине сэндвич-панели из термопласта выгодно тем, что сокращается время цикла. Таким образом, оптимальные температуры или диапазоны для разложения и вспенивания могут быть выбраны и установлены независимо друг от друга.
Химический пенообразователь представляет собой соединение, которое при разложении образует низкомолекулярные газы, такие как азот, диоксид углерода, монооксид углерода, кислород, аммиак и тому подобное. Примеры химических пенообразователей включают азобисизобутиронитрил, диазоаминобензол, мононатриумцитрат и оксибис (п-бензолсульфонил) гидразид. Предпочтительны азо-, гидразин и другие химические пенообразователи на основе азота. Азодикарбонамид является предпочтительным примером этой категории. Другие примеры включают изоцианат для PU и бикарбонат натрия. Внутренний слой из первого термопласта, содержащего химический пенообразователь, может быть легко изготовлен, например, экструзией или каландрированием.
Изобретение может быть использовано для любого типа пенообразователя. Однако, изготовление сэндвич-панели, как объяснено выше, с использованием физического пенообразователя, в частности набухающего агента, дает наибольшее преимущество от пресса.
В качестве заготовки используется внутренний слой из термопласта, включающий пенообразователь в сочетании с, как минимум, одним поверхностным слоем.
Термопласты, которые подходят для вспенивания внутреннего слоя с использованием физического пенообразователя, включают как кристаллические, так и аморфные термопласты. Аморфные термопласты предпочтительны с точки зрения растворимости.
Термопласты, которые подходят для вспенивания внутреннего слоя с использованием химического пенообразователя, включают как кристаллические, так и аморфные термопласты. Кристаллические термопласты предпочтительны, так как разница между температурой стеклования и точкой плавления мала, что дает возможность отверждения термопласта после вспенивания в небольшом интервале температур.
В качестве материала для поверхностных слоев (также называемых покрытиями или лицевыми листами) можно использовать термопласты, в частности термопласты, армированные волокном, и металлические листы, например алюминий. Нижний и верхний покровные слои предпочтительно изготовляются из одного и того же материала, но их комбинации, например нижний покровный слой из металла, подобного алюминию, и верхний покровный слой из (армированного волокном) термопласта, также допустимы. Выбор материалов для внутреннего и поверхностного слоев, среди прочего, зависит от желаемых свойств конечного продукта.
Термопласты для внутреннего и поверхностного слоев могут быть одинаковыми или разными, включая разные марки. Здесь и далее для удобства термопласт в центральном слое обозначается как первый термопласт, а термопласт в покровном слое, если таковой имеется, упоминается как второй термопласт. Примеры включают полиэфиримид (PEI), полиэфирсульфон (PES), полисульфон (PSU), полифенилсульфон (PPSU), поликетон, например, полиэфирэфиркетон (PEEK), полифениленсульфид PPS, жидкокристаллические полимеры, поликарбонат (PC), полиолефины (полученные из C1-C4 мономеров), например, полипропилен (PP), поливинилхлорид (PVC), полиэтилен (PE), термопластичный полиуретан (TPU), полиамид PA, поликарбонат PC и т. п., а также их комбинации. Также возможны сочетания различных покровных слоев, таких как PEI / PEEK, PPSU / PEEK и PEI / PC. Также рассматриваются термопластичные биополимеры. Покровный слой может состоять из одного или нескольких подслоев, количество которых может варьироваться в зависимости от места, например ввиду местного специального дополнительного армирования. В случае локально различающихся поверхностных слоев свойства теплопередачи, такие как теплоемкость и / или теплопроводность, обычно также локально различаются. Тогда пресс может быть оснащен неприлипающими локальными компенсирующими деталями, которые выравнивают свойства теплопередачи.
Преимущественно, по крайней мере, один из поверхностных слоев представляет собой армированный волокном слой из второго термопласта. Предпочтительно, чтобы оба поверхностных слоя представляли собой армированные волокном слои второго термопласта.
Как указано выше, также можно использовать комбинации различных термопластов для первого и второго термопластов. К примерам относятся, среди прочего, PEI для, по крайней мере, одного внутреннего слоя, покрытого (армированными волокном) поверхностными слоями, изготовленными из PPSU, PS, PEEK или PC; PES или PPSU, по крайней мере, для одного внутреннего слоя, покрытого (армированными волокном) покровными слоями, изготовленными из PSU (полисульфона) или ПК; и полипропиленом для, по крайней мере, одного внутреннего слоя, покрытого слоями (армированного волокнами), изготовленными из полиамида, например, нейлона.
С точки зрения совместимости тип первого термопласта преимущественно равен типу второго термопласта.
Стекловолокно - предпочтительное средство армирования. Другие неорганические волокна, такие как металлические волокна, углеродные волокна и органические волокна, такие как арамидные, полимерные волокна, нановолокна из вышеупомянутых волокон и натуральные волокна, могут использоваться таким же образом, при условии, что они могут выдерживать температуру, которой они подвергаются в процессе эксплуатации способу согласно изобретению. Волокна можно использовать в виде матов, тканей, рубленых волокон и т.п. Направленные волокна, в частности, однонаправленные волокна, в которых направление волокон адаптировано к предполагаемому использованию, также можно успешно использовать. В армированных волокном покровных слоях могут присутствовать высокопрочные стальные корды с высокой степенью удлинения.
Армирование также может применяться между подслоями внутреннего слоя термопласта, в который включен химический или физический вспенивающий агент, в частности агент набухания. Примеры такого армирования включают слои, армированные стекловолокном, металлические слои, стальные корды.
Другим предпочтительным вариантом заготовки является мат, состоящий как из неорганических волокон, так и из термопластичных волокон, например мат, изготовленный из стекловолокна и пропиленовых волокон или неорганических волокон и термопластичных порошков.
В первом слое термопласта также могут присутствовать добавки, такие как нуклеирующие агенты, пластификаторы, улучшители прочности расплава и наночастицы.
Прижимные плиты пресса, согласно концепции изобретения, могут иметь плоские поверхности. Также предполагается, что одна или обе пресс-плиты имеют 2D или 3D конфигурацию криволинейной поверхности.
Изобретение также относится к способу изготовления сэндвич-панели на прессе с пресс-плитами, причем сэндвич-панель содержит, по меньшей мере, один слой вспененного материала из первого термопласта и покровного слоев, причем способ включает этапы:
a) предоставление заготовки, содержащей, по меньшей мере, один слой первого термопласта и два покровных слоя; при этом указанный по меньшей мере один слой указанного первого термопласта содержит физический вспенивающий агент;
b) контактный нагрев указанной заготовки между плитами пресса до температуры вспенивания при поддержании давления на заготовку пресс-плитами;
c) при указанной температуре вспенивания, вспенивание как минимум одного слоя указанного первого термопласта, содержащего физический пенообразователь, посредством передвижения пресс-плит друг от друга на расчетное расстояние, с сохранением давления на вспениваемую заготовку, в процессе чего создаваемый дополнительный объем доводится до расчетного конечного объема, после чего остается неизменным и таким образом происходит образование указанной сэндвич-панели;
d) первоначальное охлаждение указанной сэндвич-панели с постоянным конечным объемом, при поддержании давления в контакте с плитами пресса, до температуры ниже температуры стеклования первого термопласта, содержащего физический пенообразователь, например, на 20-40°C выше точки кипения физического пенообразователя путем преобразования горячей воды, находящейся под давлением в плитах пресса, в пар;
e) окончательное охлаждение сэндвич-панели, первоначально охлажденной в соответствии с этапом d); и
f) разжатие пресса и извлечение из пресса охлажденной в соответствии с этапом e) сэндвич-панели.
Физический вспенивающий агент в первом термопласте снижает температуру стеклования первого термопласта. На вышеуказанном этапе d) температура стеклования является температурой стеклования первого термопласта, включая физический пенообразователь. В качестве ориентира конечная температура стадии начального охлаждения может быть установлена на несколько десятков градусов Цельсия, например, в диапазоне 20-40°C, выше точки кипения физического пенообразователя.
Изобретение также относится к способу изготовления сэндвич-панели на прессе с пресс-плитами, когда сэндвич-панель содержит, по меньшей мере, один слой вспененного материала первого термопласта и покровные слои, причем способ включает этапы:
a) обеспечение заготовки, содержащей, по меньшей мере, один слой первого термопласта и два покровных слоя; при этом по крайней мере один слой указанного первого термопласта включает химический пенообразователь, имеющий температуру разложения выше температуры плавления или диапазона плавления первого термопласта;
b) контактный нагрев указанной заготовки, находящейся между пресс-плитами пресса, до температуры выше температуры разложения химического пенообразователя, в результате чего происходит разложение химического пенообразователя и формируется промежуточное изделие, в котором разложившийся химический пенообразователь присутствует, как минимум, в одном слое первого термопласта, с одновременным продолжением осуществления давления на заготовку пресс-плитами;
c) после разложения химического вспенивающего агента охлаждение полученной таким образом промежуточной заготовки до температуры вспенивания путем преобразования горячей воды, находящейся под давлением в пресс-плитах пресса, в пар при поддержании давления на промежуточную заготовку пресс-плитами;
d) при указанной температуре вспенивания, вспенивание как минимум одного слоя указанного первого термопласта, содержащего разложившийся химический пенообразователь, посредством раздвижения пресс-плит на расчетное расстояние, при поддержании давления на вспениваемую заготовку, в процессе чего создаваемый дополнительный объем доводится до расчетного конечного объема, после чего остается неизменным и таким образом происходит образование указанной сэндвич-панели;
e) дальнейшее охлаждение указанной сэндвич-панели, при постоянном конечном объеме при одновременном давлении в результате контакта с пресс-плитами до температуры ниже температуры стеклования или температуры или диапазона плавления первого термопласта, путем преобразования горячей воды, находящейся под давлением в пресс-плитах, в пар;
f) окончательное охлаждение сэндвич-панели после этапа e); и
g) разжатие пресса и извлечение из пресса сэндвич-панели, охлажденной в соответствии с этапом f). Согласно концепции изобретения, методы, в которых, по крайней мере, этап охлаждения после вспенивания выполняется путем преобразования горячей воды под давлением в пар, предлагают те же преимущества, что и описанный выше пресс. Различные выгодные и предпочтительные варианты реализации пресса применимы к этому способу аналогичным образом, включая конденсацию пара в конденсаторе для рекуперации тепла.
В случае химических вспенивающих агентов температура вспенивания выше температур стеклования для аморфных термопластов и выше точки плавления или диапазона для (полу) кристаллических термопластов.
Вспенивание происходит при раздвижении пресс-плит и изменении их давления на заготовку.Во время вспенивания объем заготовки увеличивается до конечного объема, в частности конечной толщины, а затем поддерживается постоянным для получения указанной сэндвич-панели. Из-за разницы между рабочей температурой стадии вспенивания и конечной низкой температурой (обычно температурой окружающей среды) может происходить зависящее от температуры уменьшение объема (усадка). В любом случае никакого дальнейшего расширения не происходит. Как объясняется выше, этап охлаждения с использованием фазового превращения может частично выполняться при пониженном давлении.
Изобретение дополнительно поясняется прилагаемым чертежом, на котором
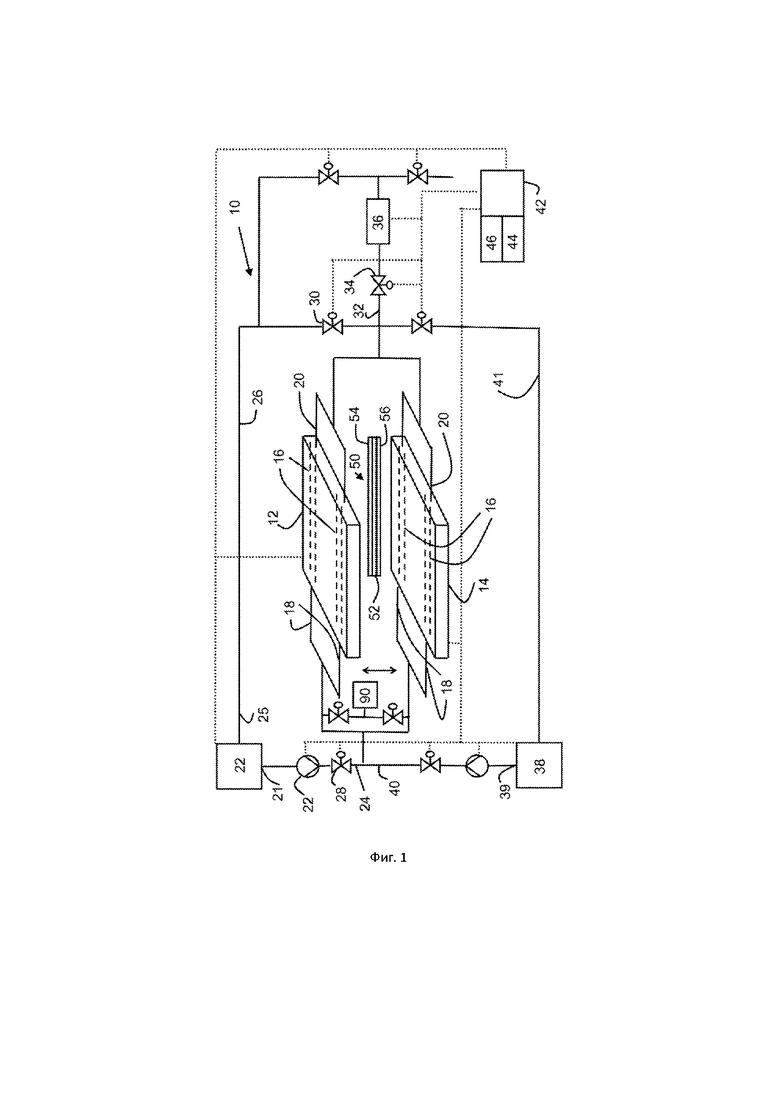
Фиг.1 - схематическое изображение первого варианта реализации изобретения; и
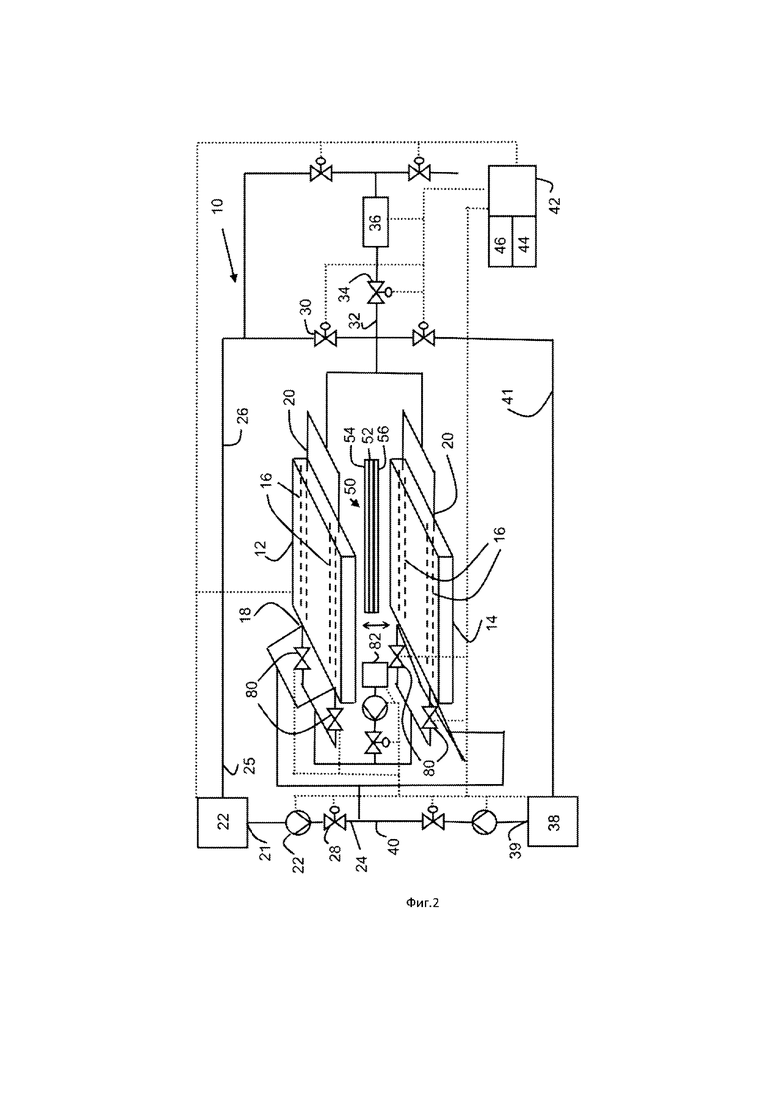
Фиг.2 - схематическое изображение второго варианта реализации изобретения.
На рисунках аналогичные компоненты и части обозначены одинаковыми номерами позиций.
На фиг.1 вариант пресса для изготовления сэндвич-панели полностью обозначен позиционным номером 10. Пресс 10 содержит две плиты 12 и 14 соответственно, которые могут перемещаться относительно друг друга. Например, нижняя пресса-плита 14 может иметь фиксированное положение, в то время как верхняя пресс-плита 12 может перемещаться по вертикали, как показано стрелкой, например, с помощью гидроцилиндра (не показан). Каждая пресс-плита 12, 14 имеет в своем корпусе по меньшей мере один внутренний проточный канал 16, который проходит от входа 18 до выхода 20. Обычно несколько внутренних проточных каналов распределены в корпусе без ухудшения прочности плиты пресса сверх критического значения по отношению к давлению, которое необходимо приложить во время работы. Вход 18 соединен с выходом 21 нагревателя 22 посредством линии подачи жидкости 24. Нагреватель 22 настроен на подачу горячей воды под давлением, например с помощью бойлера и насоса (отдельно не показаны). Выход 20 соединен с входом 25 нагревателя 22 через линию возврата жидкости 26. Вместе нагреватель 22, линия подачи жидкости 24, внутренние проточные каналы 16 и линия возврата жидкости 26 сообщаются друг с другом по среде и образуют контур циркуляции, используемый для подачи тепла к пресс-плитам. Соответствующие клапаны 28 и 30 предусмотрены в линии подачи жидкости 24 и линии возврата жидкости 26. Как схематично показано в этом варианте исполнения, линия возврата жидкости 26 имеет ответвление 32, снабженное расширительным клапаном 34, позволяющим сбросить давление и, таким образом, генерировать пар из горячей воды под давлением, присутствующей в проточных каналах 16 пресс-плит 12 и 14, при этом тепло, используемое для преобразования воды в пар, отводится от плит, тем самым охлаждая пресс-плиты и, как следствие, многослойную заготовку. Образующийся пар конденсируется в конденсаторе 36 для рекуперации тепла пара. Конденсат (вода) может быть возвращен в нагреватель 22. Источник воды с регулируемой температурой 38, имеющий выход 39, такой как кран или резервуар, сообщается по текучей среде с входом 18 внутреннего проточного канала 16 для относительно медленного охлаждения соответствующей пресс-плиты 12, 14 через линию подачи воды 40. Выход 20 соединен с нагревателем 22, в данном случае с линией возврата жидкости 26 для пополнения воды, потерянной при генерации пара. По линии возврата воды 41 вода также может быть возвращена в источник воды 38. Устройство управления 42, такое как ПК или ПЛК, имеющее процессор 44 и память 46, управляет работой пресса 10 (включая его открытие и закрытие, регулировку температуры, давления и расхода подаваемой горячей воды под давлением, пара для (предварительного) нагрева и начального охлаждения, а также воды с регулируемой температурой для дальнейшего охлаждения) и связанного с ним оборудования, такого как нагреватель(-и), регулирующие клапаны, расширительные клапаны и инжекторы Вентури.
Заготовка (показана в двух измерениях) обозначена позиционным номером 50 и содержит внутренний слой 52 между поверхностными слоями 54 и 56. В этом варианте исполнения внутренний слой 52 состоит из термопласта, содержащего физический вспенивающий агент. Поверхностные слои 54 и 56 преимущественно представляют собой слои термопласта, армированного стекловолокном, где термопласт предпочтительно такой же, как и во внутреннем слое 52.
Заготовка 50 помещается на предварительно нагретую нижнюю пресс-плиту 14 подходящим образом на ее периферии, так что предотвращается поперечное (горизонтальное) расширение / вспенивание. Пресс-плиты 12 и 14 предварительно нагреваются до температуры вспенивания, в зависимости от используемого термопласта, например, в диапазоне 170-190°C. Пресс 10 закрывается таким образом, что обе пресс-плиты 12 и 14 контактируют с заготовкой 50. Закрытие пресса выполняется быстро, чтобы предотвратить преждевременное и неконтролируемое вспенивание внутреннего слоя 52 перед приложением давления пресс-плитами 12, 14. Когда достигается однородная температура вспенивания (выше температуры кипения физического вспенивающего агента О) заготовки 50, расстояние между плитами пресса 12, 14 увеличивается контролируемым образом, так что поверхностные слои 54, 56 остаются в контакте с соответствующей пресс-плитой 12, 14 и, таким образом, оказывается давление. Как только расстояние увеличилось до заданного значения и, таким образом, заготовка, в частности, ее внутренний слой, вспенилась до соответствующей заданной толщины, поток горячей воды под давлением через проточные каналы 16 прерывается, и начинается охлаждение с помощью расширительного клапана 34. Охлаждение продолжается до тех пор, пока не будет достигнута более низкая заданная температура, например, в диапазоне 110-150°C. При этой температуре эффект охлаждения путем преобразования в пар менее заметен, и последующее охлаждение плит пресса 12, 14 осуществляется водой из источника воды 38 с контролируемой температурой в диапазоне 40-90°C для охлаждения сэндвич-панели до температуры около 80-95°C, при которой больше не происходит вспенивания.
Дальнейшее охлаждение до температуры окружающей среды может быть выполнено в прессе 10 за счет циркуляции воды, полученной из источника 38, имеющего более низкую контролируемую температуру, через пресс-плиты 12, 14.
В случае использования химического вспенивающего агента пресс нагревают до температуры, превышающей температуру разложения химического вспенивающего агента.
Обычно пресс-плиты 12 и 14 предварительно нагревают до температуры, значительно превышающей температуру плавления или диапазон плавления используемого термопласта и превышающую температуру разложения химического вспенивающего агента. Возможен и другой способ, когда пресс-плиты 12 и 14 предварительно нагревают до температуры ниже точки плавления вспениваемого термопласта и, соответственно, ниже температуры разложения химического вспенивающего агента, которая превышает указанную температуру плавления. После закрытия пресса 10 температура заготовки дополнительно повышается за счет нагрева пресс-плит 12, 14 до температуры выше температуры разложения. После разложения вспенивающего агента заготовку быстро охлаждают до соответствующей температуры выше точки плавления / диапазона плавления термопласта, прерывая поток горячей воды под давлением через проточные каналы 16, и начинают охлаждение с помощью расширительного клапана 34. Охлаждение продолжается до тех пор, пока не будет достигнута заданная более низкая температура, превышающая температуру плавления термопласта. Когда заготовка, все еще находящаяся под давлением достигла равномерной температуры слегка выше температуры плавления используемого термопласта внутреннего слоя, расстояние между плитами пресса 12, 14 увеличивается контролируемым образом, так что поверхностные слои 54, 56 сохраняют свой контакт с соответствующей пресс-плитой 12, 14 и, таким образом, оказывается давление. Как только расстояние увеличилось до заданного значения и, таким образом, заготовка, в частности, ее внутренний слой вспенилась до соответствующей заданной толщины, охлаждение возобновляется с помощью расширительного клапана 34 и продолжается, как объяснено выше в данном документе.
Промежуточное охлаждение от температуры разложения до температуры плавления термопласта можно не проводить. В этом случае вспенивание осуществляется при относительно высокой температуре вспенивания.
На фиг. 2 показан второй вариант исполнения пресса, согласно концепции изобретения, который аналогичен прессу на фис.1, за исключением того, что нагреватель 22 предназначен для генерирования пара, и пресс 10 нагревается паром. Чтобы заполнить внутренние проточные каналы 16 горячей водой под давлением перед охлаждением, предусмотрено соединение Вентури 80 между дальнейшим источником горячей воды под давлением 82 и впускным отверстием 18, обычно на каждом впуске внутреннего проточного канала 16.
На фиг.1 вакуумный насос 90, управляемый устройством управления 42, по трубопроводам, снабженным регулирующими клапанами, соединен гидравлически с проточными каналами 16, чей насос 90 может работать для снижения давления во внутренних проточных каналах 16, если это необходимо. Эту компоновку также можно включить в вариант, показанный на фиг. 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий из вспенивающейся термопластичной композиции | 1978 |
|
SU770825A1 |
| Способ получения наплавов | 1978 |
|
SU766881A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ НАСТИЛА ПОЛА И ПАНЕЛЬ НАСТИЛА ПОЛА ДЛЯ ФОРМИРОВАНИЯ НАПОЛЬНОГО ПОКРЫТИЯ | 2016 |
|
RU2732463C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОАКТИВНОГО СВЯЗУЮЩЕГО КОМПОЗИТА (ВАРИАНТЫ) | 1996 |
|
RU2166015C2 |
| ПОКРОВНАЯ КОМПОЗИЦИЯ ДЛЯ НАНЕСЕНИЯ НА ПЕНОПЛАСТОВЫЕ ЧАСТИЦЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОПЛАСТОВЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2488616C2 |
| СШИТАЯ ПЕНА, ИМЕЮЩАЯ СТРУКТУРУ ВНУТРЕННИХ ПОЛОСТЕЙ, И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2004 |
|
RU2328509C2 |
| Способ получения газонаполненных полиакрилимидов | 2019 |
|
RU2707601C1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО ПЕНОПЛАСТА | 2014 |
|
RU2561972C1 |
| КОМПЛЕКС ДЛЯ ПОЛУЧЕНИЯ СТРОИТЕЛЬНЫХ И ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2396164C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОПЛАСТИЧНОЙ ДРЕВЕСИНЫ (ВАРИАНТЫ) | 1995 |
|
RU2091217C1 |
Изобретение относится к прессу для производства многослойной панели. Техническим результатом является улучшение однородности температуры по поверхностям плит пресса, в частности, во время первичной стадии охлаждения. Технический результат достигается прессом (10) для производства многослойной панели типа "сэндвич" (сэндвич-панель), который содержит первую и вторую пресс-плиты (12; 14), которые могут взаимно перемещаться. Пресс имеет контур циркуляции жидкости для нагревания и охлаждения пресс-плит. Контур циркуляции жидкости содержит нагреватель (22) для производства нагретой жидкости, имеющий выходное отверстие (21), соединенное с трубопроводом подачи жидкости (24), и впускное отверстие (25), соединенное с трубопроводом возврата жидкости (26). Причем трубопровод подачи жидкости (24) сообщается с входным отверстием (18) как минимум одного внутреннего канала циркуляции (16) в каждой пресс-плите (12; 14). Трубопровод возврата жидкости (26) сообщается с выходным отверстием (20) как минимум одного внутреннего канала циркуляции (16) в каждой пресс-плите (12, 14). Контур циркуляции жидкости имеет управляемый расширительный клапан (34), предназначенный для преобразования горячей воды, находящейся под давлением, в пар для охлаждения пресс-плит (12, 14), а также источник подачи воды (38), выходное отверстие которого (39) сообщается с входным отверстием (18) как минимум одного внутреннего канала циркуляции (16) в каждой пресс-плите (12; 14) посредством трубопровода подачи воды (40). 3 н. и 8 з.п. ф-лы, 2 ил.
1. Пресс (10) для производства многослойной панели типа "сэндвич" (сэндвич-панель) содержит первую и вторую пресс-плиты (12; 14), которые могут взаимно перемещаться, где пресс имеет контур циркуляции жидкости для нагревания и охлаждения пресс-плит, где контур циркуляции жидкости содержит нагреватель (22) для производства нагретой жидкости, имеющий выходное отверстие (21), соединенное с трубопроводом подачи жидкости (24), и впускное отверстие (25), соединенное с трубопроводом возврата жидкости (26), где трубопровод подачи жидкости (24) сообщается с входным отверстием (18) как минимум одного внутреннего канала циркуляции (16) в каждой пресс-плите (12; 14), где трубопровод возврата жидкости (26) сообщается с выходным отверстием (20) как минимум одного внутреннего канала циркуляции (16) в каждой пресс-плите (12, 14) и контур циркуляции жидкости имеет управляемый расширительный клапан (34), предназначенный для преобразования горячей воды, находящейся под давлением, в пар для охлаждения пресс-плит (12, 14), а также источник подачи воды (38), выходное отверстие которого (39) сообщается с входным отверстием (18) как минимум одного внутреннего канала циркуляции (16) в каждой пресс-плите (12; 14) посредством трубопровода подачи воды (40).
2. Пресс, в соответствии с пунктом 1 формулы изобретения, имеет нагреватель (22), который служит для производства нагретой жидкости, находящейся под давлением.
3. Пресс, в соответствии с пунктом 1 формулы изобретения, имеет нагреватель (22), который служит для производства пара, а контур циркуляции жидкости содержит трубку Вентури, соединенную с источником воды для подачи горячей воды под давлением как минимум в один внутренний канал циркуляции (16) каждой пресс-плиты (12; 14).
4. Пресс, в соответствии с любым из предыдущих пунктов формулы изобретения, имеет регулируемый расширительный клапан (34), который соединен с теплообменником (36) для рекуперации тепла из пара.
5. Пресс, в соответствии с любым из предыдущих пунктов формулы изобретения, также содержит трубопровод возврата воды (41), соединяющий выходное отверстие (20) как минимум одного внутреннего канала циркуляции (16) каждой пресс-плиты (12, 14) с источником подачи воды (38).
6. Пресс, в соответствии с любым из предыдущих пунктов формулы изобретения, также содержит контроллер (42), имеющий процессор (44) и память (46) для хранения машиночитаемых инструкций, при помощи которых процессор выполняет следующие операции:
предварительный нагрев плит пресса путем пропускания горячей жидкости через контур циркуляции жидкости;
сжатие пресса путем передвижения предварительно нагретых плит пресса навстречу друг другу и осуществления давления на заготовку изготавливаемой сэндвич-панели;
последующий нагрев плит пресса (путем пропускания нагретой жидкости через контур циркуляции жидкости), способствующий нагреву заготовки до температуры вспенивания, при одновременном осуществлении давления на заготовку;
вспенивание заготовки при температуре вспенивания посредством раздвижения пресс-плит на расчетное расстояние, с поддержанием давления на вспениваемую заготовку;
прерывание потока горячей жидкости через контур циркуляции жидкости;
охлаждение плит пресса путем активации регулируемого расширительного клапана, преобразующего горячую воду, находящуюся под давлением, в пар; и
охлаждение плит пресса путем пропускания воды с расчетной температурой через внутренние проточные каналы плит пресса.
7. Пресс, в соответствии с пунктом формулы изобретения 6, снабжен машинно-читаемыми инструкциями, которые предусматривают разжатие пресса для извлечения готовой сэндвич-панели.
8. Пресс, в соответствии с любым из предыдущих пунктов формулы изобретения, также содержит вакуумный насос (90), сообщающийся с внутренними каналами циркуляции (16), для дополнительного снижения давления.
9. Способ изготовления сэндвич-панели с использованием пресса (10), имеющего пресс-плиты (12, 14), где готовая сэндвич-панель содержит как минимум один вспененный слой (52) первого термопласта и покрывающие слои (54, 56), где способ состоит из следующих этапов:
a) предоставление заготовки (50), имеющей как минимум один слой (52) первого термопласта и два покрывающих слоя (54, 56); как минимум один слой указанного первого термопласта (52) содержит физический пенообразователь;
b) контактный нагрев указанной заготовки (50) между пресс-плитами (12, 14) пресса (10) до температуры вспенивания при поддержании давления на заготовку (50) пресс-плитами (12, 14);
c) при указанной температуре вспенивания, вспенивание как минимум одного слоя (52) указанного первого термопласта, содержащего физический пенообразователь, посредством раздвижения пресс-плит на расчетное расстояние, с сохранением давления на вспениваемую заготовку, в процессе чего создаваемый дополнительный объем доводится до расчетного конечного объема, после чего остается неизменным и таким образом происходит образование указанной сэндвич-панели;
d) предварительное охлаждение указанной сэндвич-панели, при постоянном конечном объеме, при поддержании давления в результате контакта с пресс-плитами (12, 14), до температуры ниже температуры стеклования первого термопласта, содержащего физический пенообразователь, путем преобразования горячей воды, находящейся под давлением в пресс-плитах (12, 14), в пар при помощи управляемого расширительного клапана (34);
e) окончательное охлаждение сэндвич-панели, первоначально охлажденной в соответствии с этапом d); и
f) разжатие пресса (10) и извлечение из пресса (10) охлажденной в соответствии с этапом e) сэндвич-панели.
10. Способ изготовления сэндвич-панели с использованием пресса (10), имеющего пресс-плиты (12, 14), где изготавливаемая сэндвич-панель содержит как минимум один вспененный слой (52) первого термопласта и покрывающие слои (54, 56), где способ состоит из следующих этапов:
a) предоставление заготовки (50), содержащей как минимум один слой (52) первого термопласта и два покрывающих слоя (54, 56); при этом как минимум один слой указанного первого термопласта (52) содержит химический вспенивающий агент с температурой разложения выше температуры расплавления или диапазона расплавления первого термопласта;
b) контактный нагрев указанной заготовки (50), находящейся между пресс-плитами (12, 14) пресса (10), до температуры выше температуры разложения химического пенообразователя, в результате чего происходит разложение химического пенообразователя и формируется промежуточное изделие, в котором разложившийся химический пенообразователь присутствует как минимум в одном слое (52) первого термопласта, с одновременным продолжением осуществления давления на заготовку (50) пресс-плитами (12, 14);
c) после разложения химического пенообразователя, охлаждение полученной таким образом промежуточной заготовки до температуры вспенивания путем преобразования горячей воды, находящейся под давлением в пресс-плитах (12, 14), в пар при помощи управляемого расширительного клапана (34), при поддержании давления на промежуточную заготовку (50) пресс-плитами (12, 14);
d) при указанной температуре вспенивания, вспенивание как минимум одного слоя (52) указанного первого термопласта, содержащего разложившийся химический пенообразователь, посредством раздвижения пресс-плит на расчетное расстояние, одновременно осуществляя давление на вспениваемую заготовку, в процессе чего создаваемый дополнительный объем доводится до расчетного конечного объема, после чего остается неизменным и таким образом происходит образование указанной сэндвич-панели;
e) дальнейшее охлаждение указанной сэндвич-панели, при постоянном конечном объеме при одновременном осуществлении давления в результате контакта с пресс-плитами (12, 14), до температуры ниже температуры стеклования или температуры плавления или диапазона плавления первого термопласта, путем преобразования горячей воды, находящейся под давлением в пресс-плитах (12, 14), в пар при помощи управляемого расширительного клапана (34);
f) окончательное охлаждение сэндвич-панели после этапа e); и
g) разжатие пресса (10) и извлечение из пресса (10) охлажденной в соответствии с этапом f) сэндвич-панели.
11. Способ, в соответствии с пунктом формулы изобретения 9 или 10, включает этап охлаждения посредством преобразования горячей воды, находящейся под давлением, в пар при пониженном давлении.
| WO 2015065176 A1, 07.05.2015 | |||
| EP 3319768 A1, 16.05.2018 | |||
| US 3818085 A1, 18.06.1974 | |||
| Способ получения наплавов | 1978 |
|
SU766881A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ДЕТАЛИ ОТДЕЛКИ САЛОНА МЕХАНИЧЕСКОГО ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2340452C2 |

