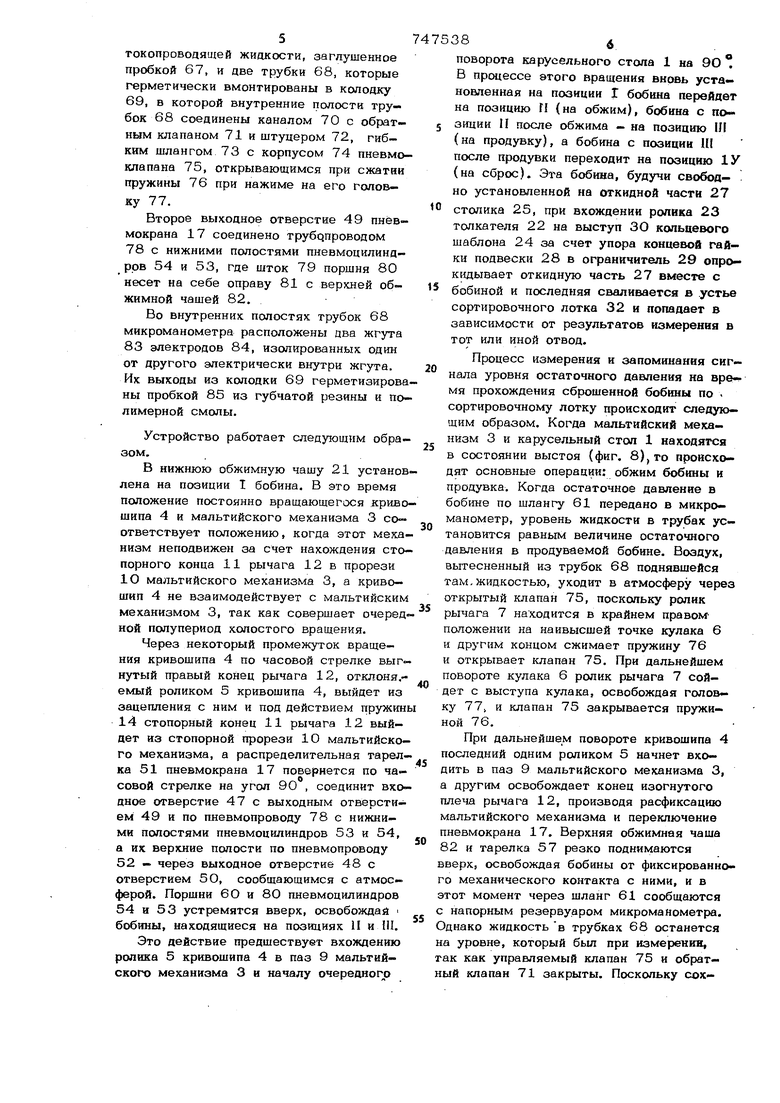
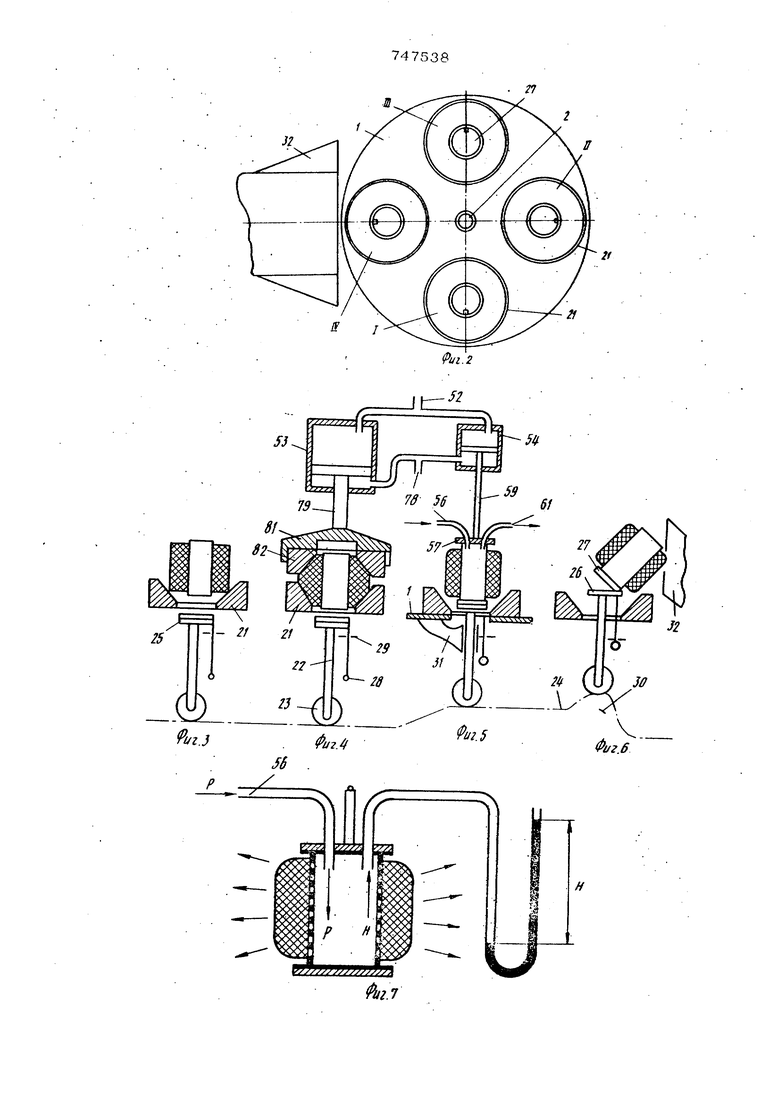
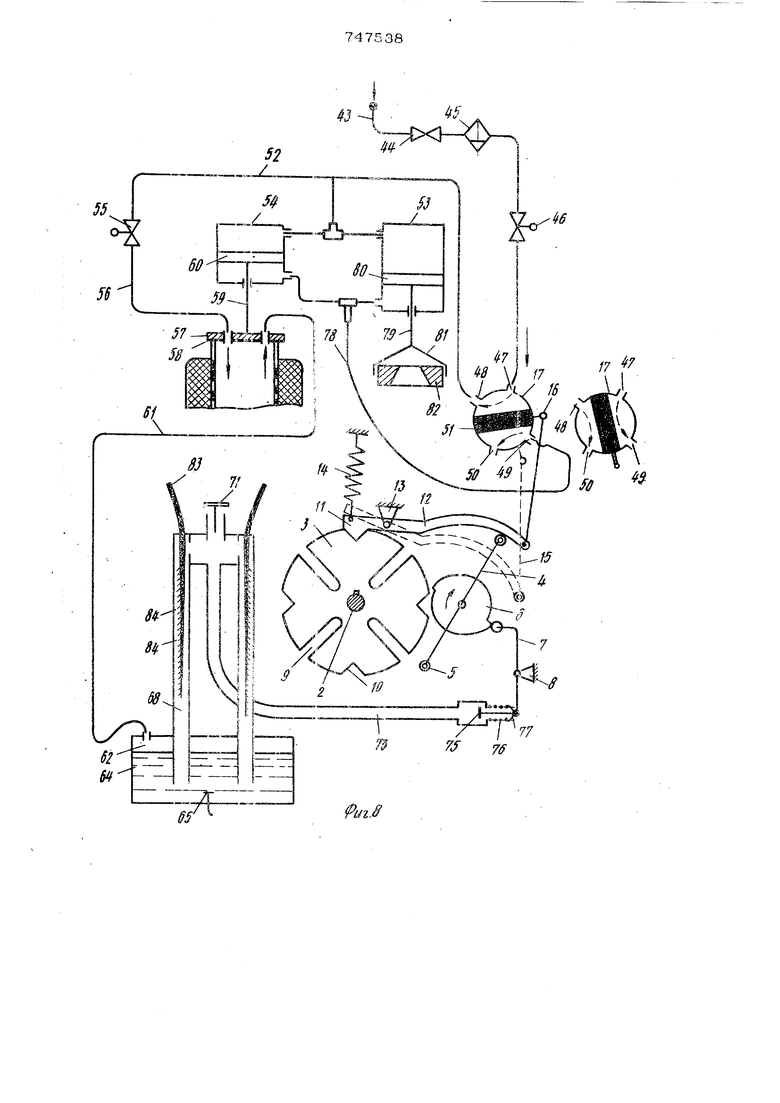
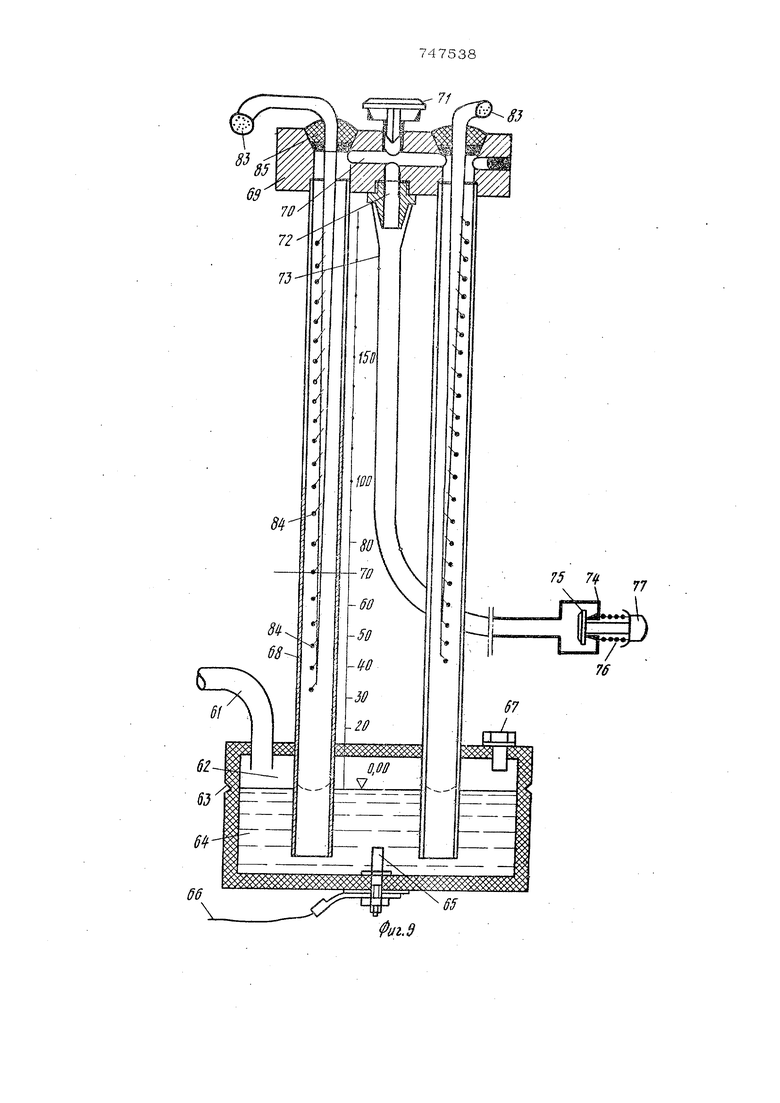
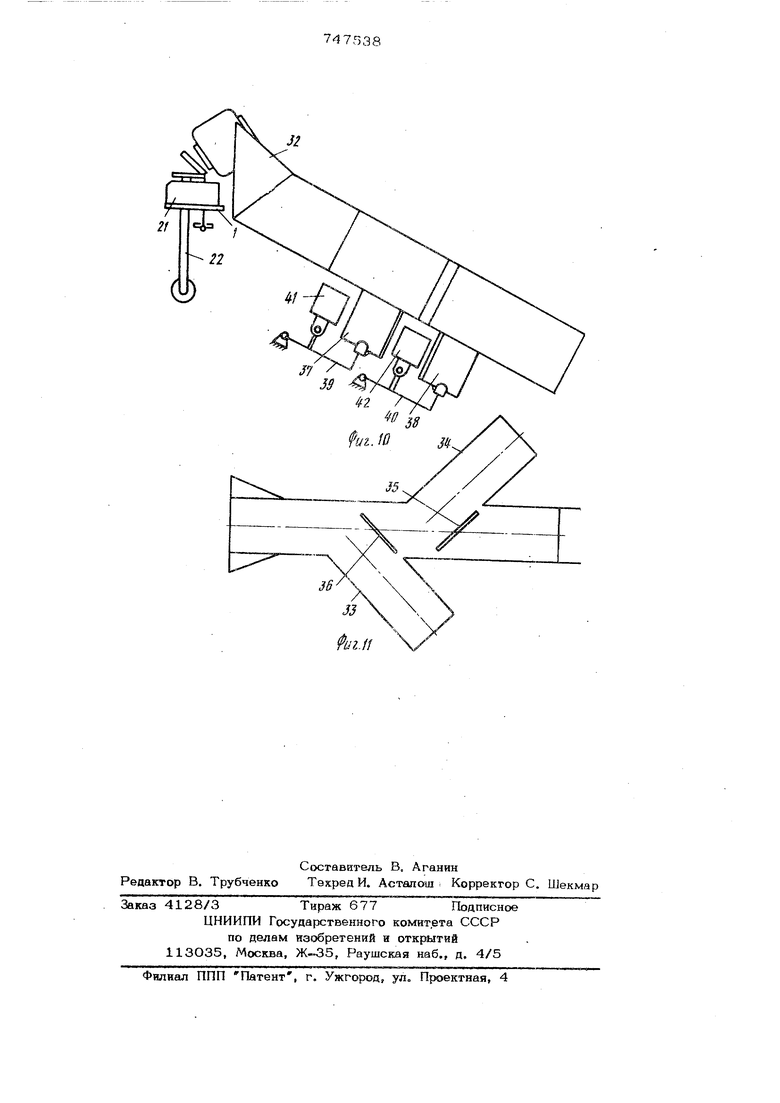
Устройство относится к текстильной промышленности и может быть использо вано в цехак отделочного производства. При химической обработке и сушке пряжи в бобинах партиями происхоцят не пробел, непрокрас, недосушка или пересушка, при этом некачественной обработ ке подвержена не вся партия, а отдель«ные бобины. Бобины с ярко выраженными дефектами химической обработки по непрокрасу и иепробелу находятся на стержнях между качественно обработанными бобинами. Химическая обработка пряжи в боби-как представляет собой процесс длитель ной прокачки через толщу паковки белильной, красильной или другой жидкости. При этом прокачка ведется обязательно знакопеременного направления, т. е. сначала изнутри бобины к ее периферии, а затем наоборот от периферии к центру бобины. При таком способе обработки пряжи намотка бобины выступает в роли фильтра сопротивляющегося прокачке через нее жидкости или горячего воздуха при сушке. Однако неоднородность бобин как фильтров не обеспечивает единообразного -качест ва обработки. При этом фильтрующие способности бобин могут отличаться друг от друга в раз, т. е. быстрее высохнет или прокрасится та бобина пнвв- . магическое сопротивление намотки которой значительно меньше, чем соседней бобины. В пакете бобин, находящихся в сосед- сгве, бобина с высокой проницаемостью, т. е. малым пневматическим сопротивлением, влияет на качество с работжи соседних бобин с более высоким пневматическим сопротивлением, поскольку сушильный агент (воздух) или красильный агент (жидкость) устремляются по наименьшему сопротивлению, одновременно понижая уровень исходного номцнального давления перед остальными бобинами. Целью изобретения является создание устройства, производящего массовую рас- сортировку бобин с пряжей по пневматическому сопротивлению их намоток перед химической обработкой, что птхзвалит комплектовать партии бобин с равноценны ми или близкими по величине пневматичес кого сопротивления намотками. Предлагаемое устройство содержит ста нину, установленный на ней поворотный стол с расположенными по периферии обжимными чашами, состоящими иа жестко закрепленной нижней части со сбрасывателем и верхней части, установленной с возможностью возвратно-портупательного вертикального перемещения посредством пневмоцилиндра обжима и пневматически связанной с пневмоцилиндром продувки, привод с мальтийским механизмом жестко закрепленный на станине кольцевой копир, сортировочный механизм, состоящий из наклонного желоба с отводами, электроуправляемых заслонок, и микроманометра с вмонтированными в его трубку электродами, при этом сбрасыватели обжимных чаш контактируют посредС1ГВОМ роликов с неподвижным кольцевым копиром. На фиг. 1 изображена машина кинематическая схема; на фиг. 2 - карусельный стол машины, план; на фиг. 3 - бобина в положении на позиции Г; на фиг. 4 - то же, на позиции И; на фиг. 5 - то же, на позиции III; на фиг. 6 - то же ; на позиции 1У; на фиг. 7 - принципиаль ная схема измерения; на фиг. 8 - пневмомеханическая схема машины; на фиг. 9 микроманометр; на фиг. 10 - сортировоч ный лоток; на фиг. 11 - сортировочный лоток, план. Устройство содержит карусельный стол 1, закрепленный на вертикально рас положенном валу 2, в нижней части которого расположен мальтийский механизм 3, взаимодействующий с ведущим кривошипом 4, имеющим на концах два ролика 5. На одной оси с кривошипом 4 закреп лен дисковый кулак 6, взаимодействующий с роликом рычага 7, установленного на оси 8. Мальтийский механизм имеет четыре паза 9 и четыре прорези 10, в которые входит стопорный конец 11 рычага 12 на оси 13, изогнутый конец которого взаимодействует с роликом кривошипа 4 находясь под действием пружины 14 растяжения. Тяга 15 связывает изогнутый конец рычага 12 с рукоятью 16 четырехходового пневматического крана 17. Кривошип 4 приводится во вращение от электродвигателя 18 через червячный редуктор 19 и набор шестерен 20, переключением которого задается необходимая скорость вращения карусельному столу, несущему четыре нижних обжимных чаши 21, Через центральные отверстия чаш 21 проходят четыре толкателя 22, имеющие ролик 23, перемещающийся по неподвижному кольцевому шаблону 24, и столик 25, состоящий из двух соединенных шарнирно неподвижной и откидной частей 26 и 27, часть 27 несет подвеску 28, взаимодействующую с закрепленным на карусельном столе ограничителем 29 при наезде ролика 23 на выступ 30 кольцевого шаблона 24, На нижней плоскости карусельного стола 1 установлены кронштейны 31, в центральной втулке которых размещены толкатели 22. Рядом с позицией 1У карусельного стола 1 расположен сортировочный лоток 32 с боковыми отводами 33 и 34, перед которыми в прорезях 35 и 36 в днище лотка уста- новлены заслонки 37 и 38, закрепленные нашарнирных рычагах 39 и 40, связанных с якорями электромагнитов 41 и 42. Пневматическое измерительное уст- ройство машин содержит трубопровод 43 от пневмосети, соединенный с главным краном 44, за которым расположен фильтр 45, редуктор 46, понижающий давление пневмосети до 2 атм, и четырехкодовой пневматический кран 17с входным отверстием 47, выходными отверстиями 48 и 49 и отверстием 50, постоянно сообщающимся-с атмосферой. Распределительная тарелка 51 {фиг. 8) соединяет напорную полость крана трубопроводом 52 с верхними полостями пнавмоцилиндров 53 и 54 обжима и продувки, далее с вторым редуктором 55, соединенным гибким шлангом 56 с от- верстием в тарелке 57 и ее резиновой накладке 58, закрепленной на штоке 59 поршня 60 пневмоцилиндра 54. Ко второму отверстию в тарелке 57 присоединен гибкий шланг 61, второй конец которого соединен с напорным резервуаром 62 микроманометра, имеющим риску 63 номинального уровня заполнения резервуара токопроводящей жидкостью 64. В донной части резервуара 62 находится электрический контакт 65, соединенный с электрической схемой машины, В верхней части резервуара распояожены отверстие для долива или замены токопроводящей жидкости, заглушенное пробкой 67, и две трубки 68, которые герметически вмонтированы в колодку 69, в которой внутренние полости трубок 68 соединены каналом 70 с обратным клапаном 71 и штуцером 72, гибким шлангом 73 с корпусом 74 пневмоклапана 75, открывающимся при сжатии пружины 76 при нажиме на его головку 77. Второе выходное отверстие 49 пнёвмокрана 17 соединено трубрпроводом 78 с нижними полостями пневмоцилиндррв 54 и 53, где шток 79 поршня 80 несет на себе оправу 81 с верхней обжимной чашей 82. Во внутренних полостях трубок 68 микроманометра расположены два жгута 83 электродов 84, изолированных один от другого электрически внутри жгута. Их выходы из колодки 69 герметизирова ны пробкой 85 из губчатой резины и полимерной смолы. Устройство работает следующим образом. В нижнюю обжимную чашу 21 установ лена на позиции I бобина. В это время положение постоянно вращающегося криво шипа 4 и мальтийского механизма 3 соответствует положению, когда этот меха низм неподвижен за счет нахождения сто порного конца 11 рычага 12 в прорези Ю мальтийского механизма 3, а кривошип 4 не взаимодействует с мальтийским механизмом 3, так как совершает очеред ной палупериод холостого вращения. Через некоторый промежуток вращения кривошипа 4 по часовой стрелке выг нутый правый конец рычага 12, отклоня,емый роликом 5 кривошипа 4, выйдет из зацепления с ним и под действием пружин 14 стопорный конец 11 рычага 12 выйдет из стопорной прорези 10 мальтийско го механизма, а распределительная тарел ка 51 пневмокрана 17 повернется по часовой стрелке на угол 90 , соединит вхо дное отверстие 47 с выходным отверстием 49 и по пневмопроводу 78 с нижними полостями пневмоцилиндров 53 и 54, а их верхние полости по пневмопроводу 52 - через выходное отверстие 48 с отверстием 5 О, сообщающимся с атмосферой. Поршни 6О и 80 пневмоцилиндров 54 и 53 устремятся вверх, освобождай бобины, находящиеся на позициях И и П1. Это действие предшествует вхождению ролика 5 кривошипа 4 в паз 9 мальтийского механизма 3 и началу очередного 384 поворота карусельного стола 1 на 9О В процессе этого вращения вновь установленная на позиции I бобина перейдет на позицию П (на обжим), бобина с позиции II после обжима - на позицию III (на продувку), а бобина с позиции П1 после продувки переходит на позицию 1У (на сброс). Эта бобина, будучи свобод- но установленной на откидной части 27 столика 25, при вхождении ролика 23 толкателя 22 на выступ ЗО кольпевого шаблона 24 за счет упора концевой гайки подвески 28 в ограничитель 29 опрокидывает откидную часть 27 вместе с бобиной и последняя сваливается в устье сортировочного лотка 32 и попадает в зависимости от результатов измерения в тот или иной отвод. Процесс измерения и запоминания сигнала уровня остаточного давления на время прохождения сброшенной бобины по . сортировочному лотку происходит следующим образом. Когда мальтийский механизм 3 и карусельный стол 1 находятся в состоянии выстоя (фиг. 8), то происходят основные операции; обжим бобины и продувка. Когда остаточное давление в бобине по шлангу 61 передано в микроманометр, уровень жидкости в трубах установится равным величине остаточного давления в продуваемой бобине. Воздух, вытесненный из трубок 68 поднявшейся там, жидкостью, уходит в атмосферу через открытый клапан 75, поскольку ролик рычага 7 находится в крайнем правом положении на наивысшей точке кулака 6 и другим концом сжимает пружину 76 и открывает клапан 75. При дальнейшем повороте кулака 6 ролик рычага 7 сойдет с выступа кулака, освобождая головку 77, и клапан 75 закрывается пружиной 76. При дальнейшем повороте кривошипа 4 последний одним роликом 5 начнет входить в паз 9 мальтийского механизма 3, а другим освобождает конец изогнутого плеча рычага 12, производя расфиксацию мальтийского механизма и переключение пневмокрана 17. Верхняя обжимная чаша 82 и тарелка 57 резко поднимаются верх, освобождая бобины от фиксированноо механического контакта с ними, и в тот момент через шланг 61 сообщаются напорным резервуаром микроманометра. днако жидкостьв трубках 68 останется а уровне, который был при измерении, ак как управляемый клапан 75 и обратый клапан 71 закрыты. Поскольку сох- 7 раняется контакт токопроводящей жиакости 64 с одним из электродов 84, то заслонки 37 и 38 находятся в рабочем положении почти до окончания следующего цикла продувки следующей бобины. Таким образом, управляемый от приво да клапан 75 является как бы запоминающим устройством, помогающим обрабаты вать новый сигнал на базе предыдущего сигнала, и если эти оба или несколько подряд следующгйс сигналов по остаточному давлению в бобине превышают установленный предел, то магнит 42 включают постоянно вместо того, чтобы включать многократно. Это обеспечивает более спокойную работу механизма и снижение шума, производимого магнитом при включении. Формула изобретения Устройство для контроля качества намотки бобин по пневматическому сопро- 88 тивлению, отличающееся тем, что, с целью повышения производительности и качества сортировки, оно содержит станину, установленный на ней поворотный стол с расположенными по периферии обжимными чашами, состоящими из жестко закрепленной нижней части со сбрасывателем и верхлей части, установленной с возможностью возвратнопоступательного вертикального перемещения посредством пневмоцилиндра обжима и пневматически связанной с пнёвмоцилиндром продувки, привод с мальтийским . механизмотл, жестко закрепленный на станине кольцевой копир, сортировочный механизм, состоящий из наклонного желоба с отводами, электроуправляемых заслонок, и микроманомера с вмонтированными в его трубку электродами, при этом сбрасыватели обжимных чаш контактируют посредством роликов с неподвижным кольцевым копиром.
32
S j
. rf
21
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для пропитки пряжи в бобинах под давлением | 1975 |
|
SU557824A1 |
| Станок для нанесения краской рисунка на форфоро-фаяисовые изделия | 1961 |
|
SU139954A1 |
| АВТО/\^АТИЧЕСКАЯ ЛИНИЯ УПАКОВКИ ИЗДЕЛИЙ | 1973 |
|
SU408741A1 |
| Машина для автоматического наполнения и завязывания мешков | 1938 |
|
SU55585A1 |
| Карусельная машина для шлифовки торцов изделий | 1972 |
|
SU448941A1 |
| Полуавтоматический станок для шлифования и полирования фарфоровых изделий | 1960 |
|
SU139573A1 |
| МНОГОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1973 |
|
SU363588A1 |
| Поворотный делительный стол | 1974 |
|
SU541644A1 |
| УСТРОЙСТВО для ДОЗИРОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1970 |
|
SU259688A1 |
| Полуавтомат для закладки клиньев в пазы статора электрической машины | 1984 |
|
SU1354349A1 |
Л
77
Фиг.д
J
J
,
