Способ стабилизации остаточных напряжений в поверхностном слое прецизионных деталей относится к изобретениям в области машиностроения, а именно к термической обработке деталей машин, и может быть использован в двигателестроении для повышения работоспособности высокофорсированных дизелей.
Задачей заявленного изобретения является повышение эксплуатационной надежности конструкции путем стабилизации остаточных напряжений в поверхностном слое.
Для получения такого технического результата в предлагаемом способе, включающем вибрационное старение ультразвуковой обработкой, при котором ультразвуковой обработке подвергают прецизионные детали высокофорсированного дизеля на устойчивой резонансной частоте в 15-18 кГц с амплитудой колебаний в 25-45 мкм и временем обработки до 7-9 мин.
Известен метод динамического нагружения отливок для стабилизации размеров путем принудительной вибрации [1]. При этом в отливке возникают постоянные или затухающие колебания, создающие дополнительные нагружения ее материала дополнительными напряжениями. Так как вибрационная обработка способствует уменьшению коробления отливок, считается, что она вызывает резкое снижение имевшихся в отливке остаточных напряжений.
Известен способ вибрационного старения деталей, включающий вибрационную обработку последних циклическими напряжениями [2]. Эффективность вибрационного старения определяется степенью пластической деформации металла, которая зависит от прикладываемой нагрузки при вибрации, определяемой значением и местом приложения вынуждающей силы, создаваемой вибровозбудителем, а также геометрической формой детали.
Известен способ обработки металлов ультразвуком для снятия остаточных напряжений [3]. В устройстве, применяемом для снятия остаточных напряжений, используются магнитострикционные преобразователи, которые поджимаются к обрабатываемой детали и в случае необходимости перемещаются вдоль длины детали. Благодаря такой обработке достигается снятие напряжений по всей длине детали (например, рельсы).
Указанный способ является прототипом заявленному.
Недостатком известных способов стабилизации остаточных напряжений в поверхностном слое детали является ее невысокая работоспособность, обусловленная высоким уровнем остаточных напряжений как после литья, штамповки и механической обработки, так и после стабилизации их различными способами (по экспериментальным данным ОАО «Волжский дизель им. Маминых» максимальные остаточные напряжения в цилиндровой втулке высокофорсированного дизеля ЧН 21/21 достигают 100-250 МН/м2).
Наибольшая величина остаточных напряжений, которая допускает стабилизацию размеров при вибрационной обработке [2], составляет 0,35σB=73,5 МН/м2 (где σB=210 5 МН/м2 - предел прочности чугуна при растяжении). Вибрационная обработка таких отливок должна производиться при режиме вибрационного старения, когда возникающие в них дополнительные напряжения растяжения [2] составляют 0,15σB, т.е. 31,5 МН/м2. Использовать режимы, создающие вибрационные напряжения больше 31,5 МН/м2, опасно, так как возможно разрушение отливок. Следовательно, в известных методах не обеспечивается полная стабилизация остаточных напряжений в отливках прецизионных деталей.
Предлагаемым изобретением решается задача повышения эксплуатационной надежности прецизионных деталей высокофорсированного дизеля.
Для получения такого технического результата в предлагаемом способе, включающем вибрационное старение, последнее осуществляют ультразвуковыми колебаниями на устойчивой резонансной частоте в 15-18 кГц с амплитудой колебаний в 25-45 мкм и временем обработки прецизионных деталей до 7-9 мин, что является отличительными признаками предложенного способа.
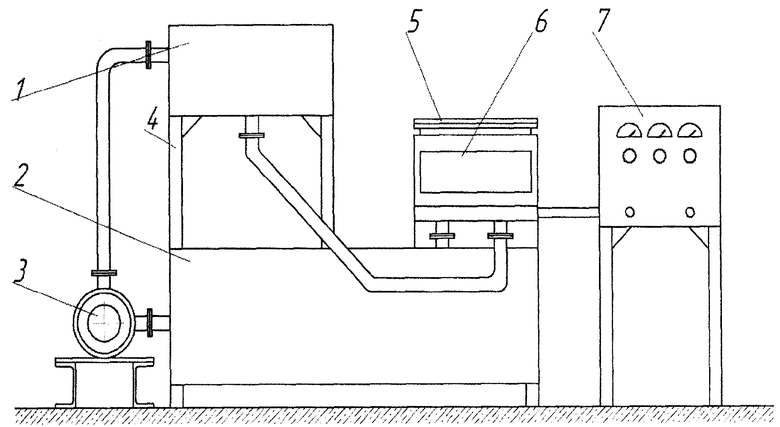
На чертеже представлена ультразвуковая установка для снятия технологических остаточных напряжений в деталях, включающая верхний 1 и нижний 2 баки. Ультразвуковой генератор 7 марки УЗГ-2-4М служит для преобразования электрической энергии в 50 Гц в энергию ультразвуковой частоты. В основании рабочей емкости 6 вмонтирован магнитострикционный преобразователь с установленной на его плите прецизионной деталью 5 (3 - электродвигатель; 4 - стойка). Средством анализа и обработки информации, например, прибором «Стресскан 500» регистрируют технологические остаточные напряжения в поверхностном слое детали. Механизм влияния ультразвуковых колебаний на начальные технологические остаточные напряжения в процессе вибрационного старения прецизионной детали представляет пластические сдвиги в структуре металла, а ультразвуковые колебания поглощаются преимущественно дислокациями, приводя к дислокационной перестройке структуры металла. Формирование новой структуры после ультразвуковой обработки вызывает изменение механических свойств материала прецизионной детали, в результате чего создаются условия для направленного изменения потоков точечных дефектов из-за появления градиентов начальных технологических остаточных напряжений.
Способ осуществляется следующим образом.
1. Устанавливают прецизионную деталь 5 на плиту магнитострикционного преобразователя 6 (потребителя).
2. Включают в электросеть питания и управление схемой.
3. Устанавливают резонансную частоту работы магнитострикционного преобразователя 6 и ультразвукового генератора 7 в 15-18 кГц с амплитудой колебаний в 25-45 мкм.
4. Производят обработку прецизионной детали ультразвуковыми колебаниями в течение 7-9 мин.
Степень стабилизации остаточных напряжений в прецизионной детали цилиндровой втулке оценивают по прибору «Стресскан - 500». При этом контроль качества стабилизации напряжений осуществляют по истечении 24 ч после ультразвуковой обработки прецизионной детали.
При увеличении резонансной частоты больше 18 кГц снижается амплитуда ультразвуковых колебаний (менее 25 мкм), что приводит к затуханию волнового движения и неработоспособности схемы стабилизации остаточных напряжений.
При снижении резонансной частоты менее 15 кГц увеличивается амплитуда ультразвуковых колебаний более 45 мкм, которая создает обратные колебания. Последние гасят амплитуду ультразвуковых колебаний, увеличивая время на обработку цилиндровой втулки свыше 9 мин, что нецелесообразно.
Результаты экспериментальных исследований напряженного состояния прецизионных деталей (золотника и поршня регулятора скорости дизеля ЧН21/21), проведенные на ОАО «Волжский дизель им. Маминых», показывают, что уровень начальных технологических остаточных напряжений после ультразвуковой обработки снижается в 8-10 раз, происходит стабилизация геометрических размеров, повышается эксплуатационная надежность конструкций.
Механизм влияния ультразвуковых колебаний на остаточные напряжения в процессе вибрационного старения предусматривает пластические сдвиги в структуре металла прецизионной детали, которые способны уменьшить уровень остаточных напряжений.
В результате использования изобретения по сравнению с базовым серийным способом стабилизации остаточных напряжений в поверхностном слое прецизионной детали высокофорсированного дизеля ЧН21/21 производства ОАО «Волжский дизель им. Маминых» создается высокий экономический эффект.
Использование изобретения позволяет повысить работоспособность конструкции путем стабилизации остаточных напряжений ультразвуковыми колебаниями.
СПИСОК ЛИТЕРАТУРЫ
1. Патент РФ №2133282, Кочерженко В.Г., Степанов В.Н., Косырев С.П., Петухов В.В., Аникин Д.В.
2. Коцюбинский О.Ю. Стабилизация режимов чугунных отливок. - М.: Машиностроение, 1974, с.218.
3. Рагульскис К.М. и др. Вибрационное старение. - Л.: Машиностроение, 1987, с.26.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАБИЛИЗАЦИИ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ПОВЕРХНОСТНОМ СЛОЕ ДЕТАЛИ | 1998 |
|
RU2133282C1 |
| СПОСОБ СНЯТИЯ РАСТЯГИВАЮЩИХ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ НА ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2458155C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТОГО СТЫКА КРИВОШИПНОЙ ГОЛОВКИ ШАТУНА | 2002 |
|
RU2219043C1 |
| Способ упрочняющей обработки мартенситно-стареющей стали | 2020 |
|
RU2740294C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2522864C2 |
| СПОСОБ ШЛИФОВАНИЯ | 2004 |
|
RU2276004C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЗАЩИТНОЙ СПОСОБНОСТИ ОХЛАЖДАЮЩИХ И ГИДРАВЛИЧЕСКИХ ЖИДКОСТЕЙ ОТ КАВИТАЦИИ | 2004 |
|
RU2276346C1 |
| Способ упрочнения поверхностного слоя лопаток компрессора газотурбинных двигателей | 2020 |
|
RU2743500C1 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
| Устройство для ультразвукового хонингования | 1982 |
|
SU1125122A1 |
Изобретение относится к области машиностроения, а именно к термической обработке деталей машин, и может быть использовано в двигателестроении для повышения работоспособности высокофорсированных дизелей. Для стабилизации остаточных напряжений в поверхностном слое детали высокофорсированного дизеля ее подвергают вибрационному старению ультразвуковой обработкой на устойчивой резонансной частоте в 15-18 кГц с амплитудой колебаний в 25-45 мкм и временем обработки до 7-9 мин. 1 ил.
Способ стабилизации остаточных напряжений в поверхностном слое прецизионной детали высокофорсированного дизеля, включающий вибрационное старение ультразвуковой обработкой на устойчивой резонансной частоте 15-18 кГц с амплитудой колебаний 25-45 мкм и временем обработки до 7-9 мин.
| СПОСОБ СТАБИЛИЗАЦИИ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ПОВЕРХНОСТНОМ СЛОЕ ДЕТАЛИ | 1998 |
|
RU2133282C1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ ЦИРКУЛЯЦИОННЫХ ТРУБОПРОВОДОВ АЭС И ТЭС | 2004 |
|
RU2268312C1 |
| FR 1334459 A, 09.08.1963 | |||
| US 3741820 A, 26.06.1973. | |||

