Предлагаемое изобретение относится к области технологии сварки и служит для снятия остаточных напряжений, возникающих в сварных соединениях в процессе сварки.
При сварке металлов, особенно сталей аустенитного класса, возникают высокие градиенты температур, которые приводят к возникновению остаточных напряжений как термических, так и структурных. Одним из основных источников возникновения остаточных сварных напряжений являются структурные превращения металла шва. Особенно большие остаточные напряжения возникают в тех случаях, когда в металле шва образуются структуры, имеющие высокую температуру превращения аустенита.
Известен способ снятия остаточных напряжений в сварных соединениях путем приложения внешней механической нагрузки. При этом напряжения, вызываемые внешней нагрузкой, накладываются с остаточными напряжениями, вызываемыми сваркой, и вызывают местную пластическую деформацию. Пластическая деформация в определенной мере снимает остаточные напряжения или приводит к их перераспределению по поперечному сечению образца [1].
Однако известно, что данный способ снятия остаточных напряжений имеет низкую эффективность и сложность реализации. Установлено, что устранение остаточных напряжений начинается лишь при напряжениях, равных 0,9 предела прочности. При этом возникают новые напряжения.
Наиболее близким к предлагаемому способу снятия остаточных напряжений является способ применения подогрева при сварке [2]. Подогрев приводит к более равномерному полю напряжений вследствие снижения напряжений растяжения в околошовной зоне. Напряжения выравниваются тем больше, чем выше температура подогрева.
Недостатком данного способа является недостаточная эффективность снятия остаточных напряжений, т.к. для полного снятия напряжений температура подогрева должна быть близкой к температуре плавления металла, что практически невозможно. Кроме того, для снятия остаточных напряжений в процессе сварки трубопроводов большого диаметра требуются электрические индукторы очень большой мощности.
Целью изобретения является повышение эффективности снятия остаточных напряжений в сварных соединениях трубопроводов АЭС и ТЭС.
Поставленная цель достигается тем, что в процессе сварки в околошовную зону вводятся ультразвуковые колебания в диапазоне частот 22,1-22,7 кГц.
Ультразвуковые колебания оказывают воздействие на процесс кристаллизации металла сварного шва, измельчая и упорядочивая его структуру. Кроме того, ультразвуковые колебания оказывают влияние на температуру металла, устанавливают тепловое равновесие в решетке, а также производят дегазацию расплава.
Эти явления приводят практически к полному снятию остаточных напряжений в сварных соединениях.
Устройство, реализующее способ, представлено на чертеже.
Устройство содержит ультразвуковые преобразователи 1, ультразвуковой генератор 2 и ЭВМ 3.
Режим работы ультразвукового генератора (амплитуда и частота) задается программным образом на ЭВМ.
Ультразвуковые преобразователи устанавливаются на поверхности металла свариваемых деталей на расстоянии 50-150 мм от оси сварного шва 5 и на расстоянии 50-150 мм от области сварки 4. Величины расстояний от оси сварного шва и от области сварки выбираются в зависимости от режима сварки.
Способ снятия остаточных напряжений осуществляется в следующей последовательности. Ультразвуковой генератор, возбуждающий ультразвуковые преобразователи, включается до начала выполнения сварочных работ. На ЭВМ задается требуемый режим работы ультразвукового генератора. Включается сварочный аппарат и выполняются сварочные работы в зоне действия ультразвука.
Источники информации
1. Кудрявцев П.И. Остаточные напряжения и прочность соединений. М., Машиностроение, 1964 г., стр.66-68.
2. Зелезин В.Н. Деформации и напряжения при сварке конструкционной закаливающейся стали, «автогенное дело», 1952 г., №3.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2004 |
|
RU2280547C2 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ | 2010 |
|
RU2451583C2 |
| УЛЬТРАЗВУКОВОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛОВ АУСТЕНИТНОГО КЛАССА В ПРОЦЕССЕ АВТОМАТИЧЕСКОЙ СВАРКИ | 2010 |
|
RU2469109C2 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ СВАРОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ СТЫКОВ ТРУБ | 2010 |
|
RU2444423C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ СВАРНОГО СОЕДИНЕНИЯ В ПРОЦЕССЕ СВАРКИ | 2010 |
|
RU2469108C2 |
| СПОСОБ ПОВЫШЕНИЯ ОДНОРОДНОСТИ СТРУКТУРЫ МЕТАЛЛА СВАРНЫХ СОЕДИНЕНИЙ АУСТЕНИТНЫХ СТАЛЕЙ | 2004 |
|
RU2270441C1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ ТРУБОПРОВОДОВ | 2012 |
|
RU2492037C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ СВАРНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 2008 |
|
RU2394919C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ УДАРНОЙ ОБРАБОТКИ ДЛЯ СНИЖЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СТЫКОВЫХ СОЕДИНЕНИЯХ ТРУБ КЛАССА ПРОЧНОСТИ К60 | 2023 |
|
RU2821463C1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ СВАРНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 2010 |
|
RU2447162C2 |
Изобретение относится к области технологии сварки и служит для снятия остаточных напряжений, возникающих в сварных соединениях в процессе сварки. Техническим результатом изобретения является повышение эффективности снятия остаточных напряжений в сварных соединениях трубопроводов АЭС и ТЭС. Поставленный технический результат достигается тем, что в процессе сварки в околошовную зону вводятся ультразвуковые колебания в диапазоне частот 22,1-22,7 кГц. 1 ил.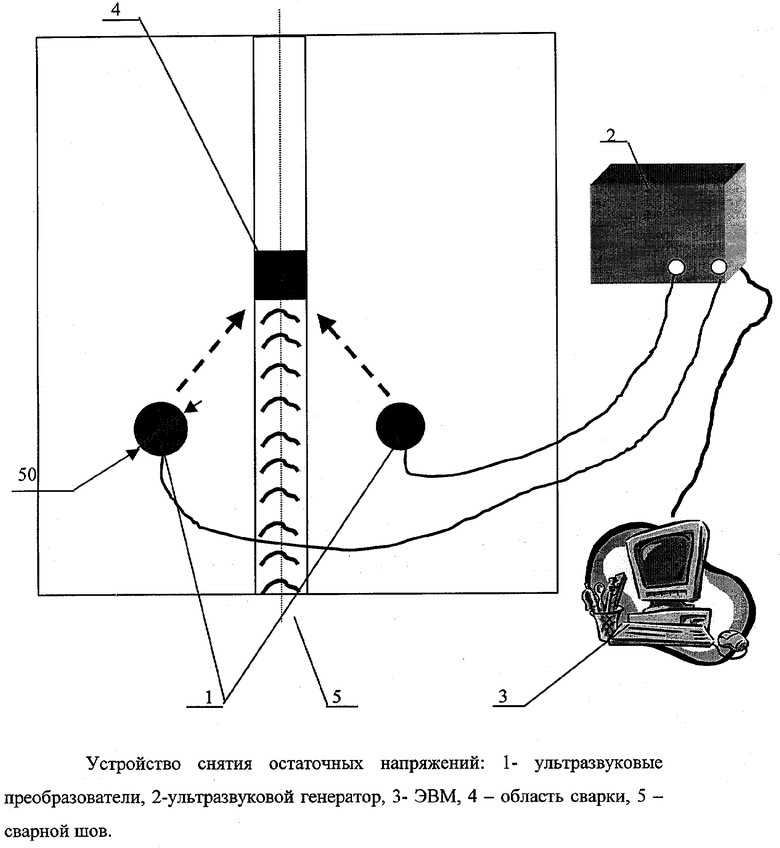
Способ снятия остаточных напряжений в сварных соединениях циркуляционных трубопроводов атомной и теплоэлектростанций, отличающийся тем, что для повышения эффективности снятия механических напряжений в процессе сварки в околошовную зону вводят ультразвуковые колебания в диапазоне частот 22,1-22,7 кГц.
| ЗЕЛЕЗИН В.Н | |||
| Деформации и напряжения при сварке конструкционной закаливающейся стали | |||
| Автогенное дело, 1952, №3 | |||
| Способ термической обработки сварных соединений сталей | 1989 |
|
SU1611955A1 |
| Способ термической обработки сварного соединения | 1977 |
|
SU633907A1 |
| Способ вибрационной обработки изделий | 1984 |
|
SU1211309A1 |

