Изобретение относится к обработке металлов давлением, а именно, к конструкциям устройств для осадки заготовки на прессе, и может быть применено в промышленности при производстве поковок, имеющих отношение длины к диаметру от 3 и более, а также для определения физико-механических характеристик материала.
Известно устройство для осадки [1], содержащее цилиндрический корпус со вставленной в нее опорой, соосный с ним пуансон, установленный на нем по подвижной посадке цанговую втулку с секциями с выпуклыми внутренними рабочими поверхностями для контакта с заготовкой и подпорную пружину сжатия между соответствующими торцами пуансона и цанги.
Основным недостатком данного устройства является невозможность реализации в нем процесса осадки заготовки до больших степеней пластической деформации в связи с тем, что пуансон с цанговой втулкой и корпус кинематически не взаимосвязаны, вследствие чего из-за неточности изготовления заготовки по форме (неперпендикулярность торцов к оси заготовки) в производственных условиях, а также действия значительных сил на секции цанговой втулки со стороны заготовки происходит ее искривление, которому не может препятствовать кинематически не связанная с корпусом цанговая втулка с пуансоном.
Изобретение направлено на реализацию процесса осадки заготовки до больших степеней пластической деформации в производственных условиях.
Это достигается тем, что на верхнюю часть цанговой втулки запрессовано сопрягающееся по подвижной посадке с корпусом кольцо, наружная поверхность секций выполнена конической, на цанговой втулке установлена по подвижной посадке обойма с нижней внутренней конической поверхностью, между кольцом и обоймой установлен упругий элемент, опора запрессована в корпусе, а для фиксации пуансона с цанговой втулкой в исходном положении относительно заготовки на опоре установлена пружина сжатия, кроме того, в нижней части пуансона в радиальном направлении запрессован штифт, а на внутренней поверхности цанговой втулки выполнен продольный шпоночный паз.
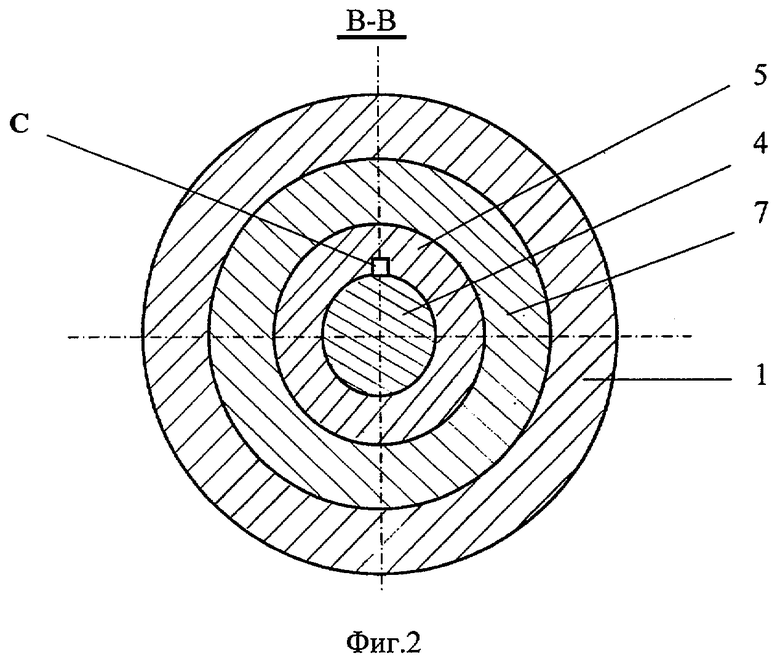
Структурная схема предлагаемого устройства представлена на следующих фигурах: фиг.1 - основной вид устройства; фиг.2 - вид устройства по разрезу В-В.
Устройство содержит цилиндрический корпус 1 с опорой 2, установленную на ней опорную пружину 3, пуансон 4, кинематически связанную с ним по подвижной посадке цанговую втулку с секциями. Цанговая втулка 5 с секциями А (получают разрезкой по диаметральной плоскости на 4 или 6 равных частей) имеет выпуклые внутренние для контакта с заготовкой 6 рабочие поверхности, а наружная их поверхность выполнена конической с углом конусности α. На верхнюю часть втулки 5 запрессовано кольцо 7 для образования кинематической пары по подвижной посадке с внутренней поверхностью корпуса 1. Обойма 8 установлена по подвижной посадке на цанговой втулке 5 и имеет внутреннюю коническую поверхность с углом конусности α для образования соответствующей кинематической пары с секциями А. На цанговой втулке 5 между кольцом 7 и обоймой 8 установлен упругий элемент 9. Для обеспечения возможности продольного перемещения цанговой втулки 5 с обоймой 8 относительно пуансона 4 между выступом последнего и кольцом 7 устанавливается подпорная пружина сжатия 10.
Пуансон 4 и цанговая втулка 5 после сборки должны образовать подвижное неразъемное соединение, и в связи с этим в пуансон 4 в нижней его части запрессован в радиальном направлении штифт 11, а для осуществления их сборки на внутренней поверхности втулки 5 выполнен шпоночный паз С (см. фиг.2). Сборка пуансона 4 и цанговой втулки 5 производится движением в осевом направлении по отверстию втулки 5 пуансона 4 после установки его штифта в шпоночном пазе втулки. После прохождения штифта по всей длине указанного паза производят поворот пуансона 4 относительно втулки 5 на угол 90 градусов, и тем самым создается вышеуказанное соединение, необходимое для реализации техпроцесса пластической обработки заготовки в устройстве.
Устройство работает следующим образом. Вначале устанавливают по центру опоры 2 заготовку 6 (с исходной длиной l0 и диаметром d0), после чего пуансон вместе с цанговой втулкой 5 вставляют по кольцу 9 в корпус 1, и создавая при этом кинематическую пару по подвижной посадке соответствующих цилиндрических поверхностей до соприкосновения секций А цанги 5 с опорной пружиной 3, служащей для фиксации пуансона с цанговой втулкой в исходном положении относительно заготовки. При этом секции А цанги 5 охватывают боковую поверхность заготовки по середине ее длины (l0/2). Нагружение заготовки 6 производится силой Р через пуансон 4 на прессе.
При осадке заготовки на величину деформации Δ (см. фиг.1) пуансон 4 перемещается вниз относительно корпуса 1 на эту же величину. Цанговая втулка благодаря пружине 10, силам трения в точках контакта секций А с заготовкой 6 и сопротивлению опорной пружины 3 будет перемещаться относительно заготовки на величину

и тем самым секции А цанги 5 всегда будут охватывать деформируемую заготовку по середине ее высоты (l/2), где l - текущая длина заготовки.
При искривлении заготовки 6 одна из секций А цанги 5, препятствующая изгибу, будет стремиться прогнуться, воздействуя при этом по конической поверхности на обойму 8. Последняя в свою очередь будет прижиматься внутренней цилиндрической поверхностью к сопрягаемой с нею поверхности цанги 5 с силой, препятствующей свободному искривлению заготовки, и тем самым благодаря возникающим силам трения будет создаваться эффект заклинивания в соответствующей кинематической паре, необходимый для предотвращения перемещения обоймы 8 относительно цанги 5 вверх.
При осадке заготовки без изгиба ее диаметр будет увеличиваться равномерно по окружности и в связи с этим все секции А в точках контакта будут одновременно перемещаться в радиальном направлении, а обойма 8 благодаря кинематической связи по конической поверхности цанги 5 будет перемещаться вверх, преодолевая силы сопротивления, упругого элемента 9, а сам пуансон 4 с цанговой втулкой будет перемещаться вниз относительно корпуса 1, удовлетворяя условию (1). Таким образом заготовка 6 будет пластически осаживаться до больших степеней деформации без искривления, и тем самым техпроцесс получения поковки с необходимыми размерами по длине (l) и диаметру (d) будет успешно реализован в производственных условиях.
После осадки заготовки до необходимой степени относительной деформации производится разгрузка пресса, после чего поднимают вверх относительно корпуса 1 пуансон 10 с цанговой втулкой 5 для извлечения заготовки из устройства.
Механические характеристики пружин 3, 10, упругого элемента 9, жесткость на изгиб секций А, а также значение угла конусности α сопрягаемых конических поверхностей цанги и обоймы должны быть такими, чтобы обеспечить выполнение условия (1) при работе предлагаемого устройства.
Предлагаемое устройство является более надежным по сравнению с прототипом и в связи с этим может быть успешно использовано в производственных условиях в качестве штамповой оснастки для реализации высоких технологий в обработке металлов давлением для улучшения качества машин и механизмов.
Источники информации.
А.с. №1020177, B21J 5/08; B21J 13/02, опубликовано 30.05.83. Бюл. №2 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СЖАТИЯ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ | 1996 |
|
RU2118813C1 |
| УСТРОЙСТВО ДЛЯ СЖАТИЯ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ | 2008 |
|
RU2384834C1 |
| УСТРОЙСТВО ДЛЯ ПЛАСТИЧЕСКОЙ ОСАДКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2003 |
|
RU2247962C1 |
| Устройство для штамповки ступенчатых валов | 1991 |
|
SU1814960A1 |
| Устройство для осадки заготовок | 1990 |
|
SU1745492A1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЙ НА СЖАТИЕ С КРУЧЕНИЕМ ДЛИННОМЕРНЫХ ОБРАЗЦОВ | 2004 |
|
RU2255322C1 |
| Способ упрочнения металлов | 1990 |
|
SU1756368A1 |
| Устройство для испытания на прочность при пластическом сжатии длинномерных образцов | 1991 |
|
SU1810786A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| ЦЕНТРОБЕЖНЫЙ НАСОС С БЕЗЗАЗОРНЫМ КРЕПЛЕНИЕМ РАБОЧЕГО КОЛЕСА И ТОРЦОВЫХ УПЛОТНЕНИЙ К ВАЛУ РОТОРА И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК НАСОСА | 2011 |
|
RU2487272C1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям устройств для осадки заготовки на прессе, и может быть применено в промышленности для производства поковок, имеющих отношение длины к диаметру от 3 и более, а также для определения физико-механических характеристик материалов. На верхнюю часть цанговой втулки запрессовано кольцо для образования с корпусом подвижной кинематической пары. Наружная поверхность секций цанговой втулки выполнена конической. На цанговой втулке установлена по подвижной посадке обойма с нижней внутренней конической поверхностью. Между кольцом и обоймой установлен упругий элемент. Опора запрессована в цилиндрическом корпусе. Для фиксации пуансона с цанговой втулкой в исходном положении относительно заготовки на опоре установлена пружина сжатия. В нижней части пуансона в радиальном направлении запрессован штифт. На внутренней поверхности цанговой втулки выполнен продольный шпоночный паз. В результате обеспечивается процесс осадки заготовки до больших степеней пластической деформации в производственных условиях. 2 ил.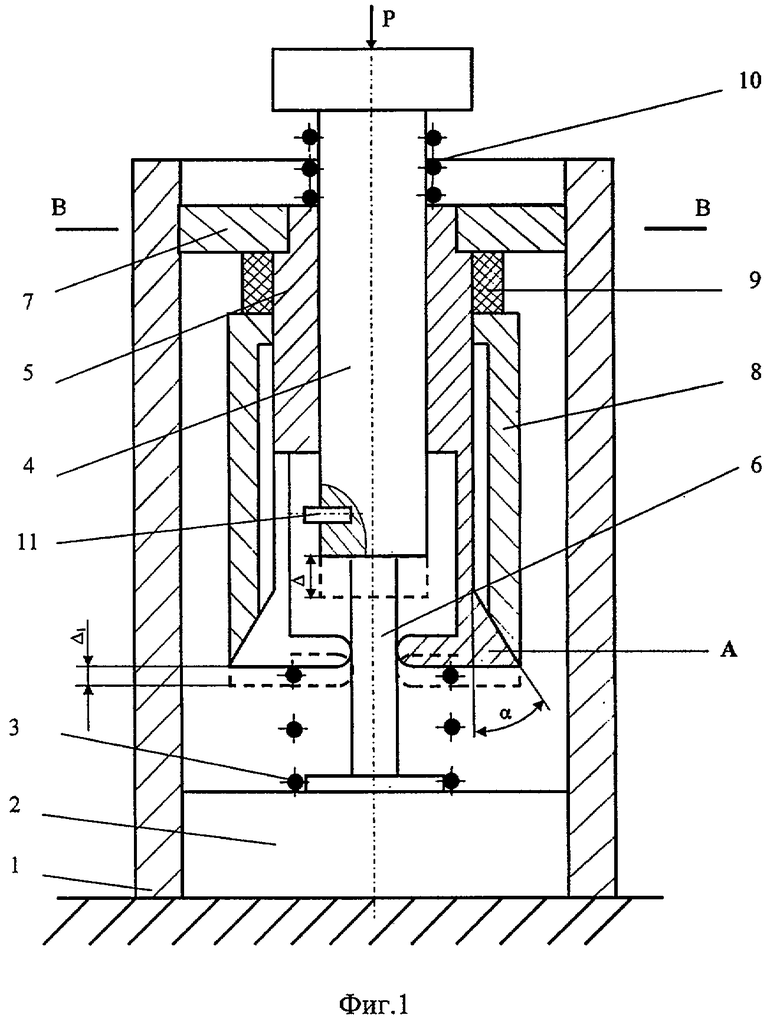
Устройство для осадки заготовки, содержащее цилиндрический корпус со вставленной в него опорой, соосный с последней пуансон, цанговую втулку с секциями и подпорную пружину между торцами пуансона и цанговой втулки, отличающееся тем, что на верхнюю часть цанговой втулки запрессовано сопрягающееся по подвижной посадке с корпусом кольцо, наружная поверхность секций цанговой втулки выполнена конической, на цанговой втулке установлена по подвижной посадке обойма с нижней внутренней конической поверхностью, между кольцом и обоймой установлен упругий элемент, опора запрессована в корпусе, а для фиксации пуансона с цанговой втулкой в исходном положении относительно заготовки на опоре установлена пружина сжатия, при этом в нижней части пуансона в радиальном направлении запрессован штифт, а на внутренней поверхности цанговой втулки выполнен продольный шпоночный паз.
| Устройство для высадки и осадки заготовок | 1981 |
|
SU1020177A1 |
| ШТАМП ДЛЯ ОСАДКИ ЗАГОТОВОК | 0 |
|
SU247017A1 |
| УСТРОЙСТВО ДЛЯ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1991 |
|
RU2011465C1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1997 |
|
RU2111824C1 |
| DE 3026295 A1, 11.02.1982. | |||

