Изобретение относится к обработке металлов давлением, в частности к способам получения поковок осадкой, и может быть использовано в производстве деталей с аксиальными выступами в различных отраслях промышленности.
Известно устройство для осадки части заготовки (авт. св. СССР N 1222338, кл. В 21 J 5/08, 1984). В данном устройстве осадку части заготовки проводят в горизонтальном направлении, а фиксирование перед осадкой - в вертикальном направлении. Однако данное устройство не позволяет получать плоские детали с определенно расположенными выступами на торцах.
Наиболее близким по технической сущности к предложенному решению является штамп для осадки [1] , содержащий верхнюю плиту с пуансоном, нижнюю плиту с матрицей и устройство для фиксации заготовки, которое имеет элемент фиксации, смонтированных на штоках, подпружиненных относительно нижней поверхности матрицы. В исходном положении элементы фиксации выступают над зеркалом матрицы, давая возможность точного установления заготовки. К моменту осадки при движении вниз верхней плиты элементы фиксации опускаются заподлицо с матрицей, давая возможность радиального растекания металла при осадке. При осадке элементы фиксации являются частью матрицы. При ходе вверх элементы фиксации могут поднимать поковку над матрицей. Поднимание в исходное положение элементов фиксации осуществляется через штоки воздействием на них траверсы, соединенной тягами с верхней плитой.
Для размещения траверсы в нижней плите выполнено освобождение. Однако данное освобождение ослабляют нижнюю плиту, в связи с этим уменьшается ее прочность, а появляющаяся упругая деформация опорной части под матрицей искажает форму изделия. Элементы фиксации расположены в гнездах матрицы и постоянно движутся в них в вертикальном направлении. Из-за этого, а так же под воздействием растекающего металла риски на зеркале матрицы могут увеличиваться, отсюда заусенцы на торце изделия. Кроме этого, элементы фиксации и гнезда расположены в одном и том же месте, что позволяет использовать заготовки одного размера. Это снижает технологические возможности штампа.
Техническим результатом, достигаемым при использовании изобретения является увеличение прочности нижней плиты, выполнение зеркала матрицы без рисок, регулировка расстояния между элементами фиксации. Это позволяет увеличить геометрическую точность изделия по высоте, увеличивать качество торцов изделий, расширить технологические возможности за счет использования различных заготовок.
Это достигается тем, что устройство, содержащее верхнюю плиту с пуансоном, нижнюю плиту с матрицей, выполненной со средством фиксации заготовки относительно ее рабочей поверхности, смонтированным на подпружиненных штоках, снабжено установленными на поверхности клиньями, а средство фиксации заготовки выполнено в виде расположенных с возможностью горизонтального перемещения в направляющих Г-образных центрирующих ползушек, одна полка каждой из которых выполнена с призматической рабочей поверхностью, а другая - с возможностью взаимодействия своей наклонной поверхностью с соответствующим ей клином. При этом центрирующие ползушки подпружинены одинаковыми по жесткости пружинами и выполнены с соответствующими каждой ползушке фиксаторами, смонтированными на подпружиненных стержневых элементах, установленных на общей траверсе, направление горизонтального перемещения которых перпендикулярно направлению перемещению ползушек, а расстояние между фиксаторами меньше двойной величины рабочего хода каждой ползушки.
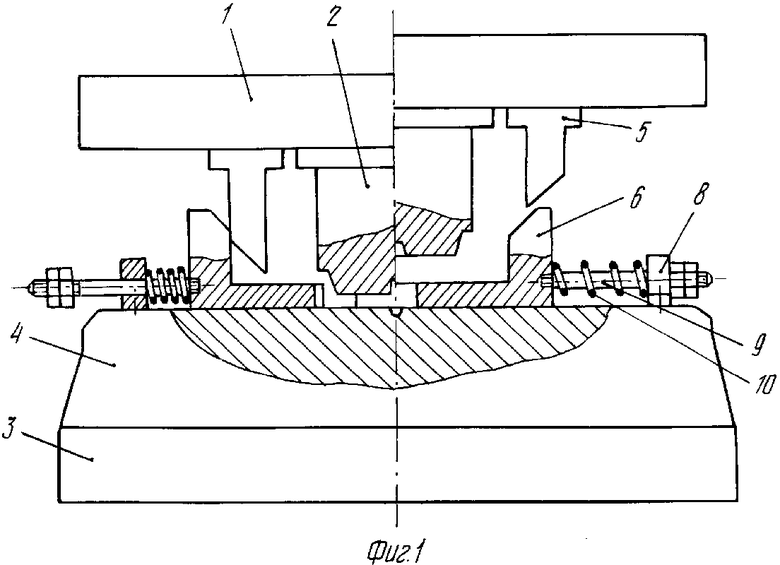
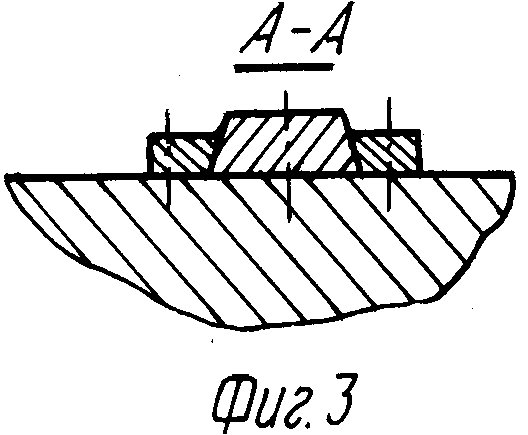
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - то же, план; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2.
Устройство состоит из верхней плиты 1, пуансона 2, нижней плиты 3, матрицы 4, клиньев 5, Г-образных ползушек 6, направляющих 7, стоек 8, тяг 9, пружин 10, фиксаторов 11, стержневых элементов 12, крышек 13, пружин 14 и траверсы 15.
Тяги 9 соединены с ползушками 6 и с помощью пружин 10 возвращают их в исходное положение. Клинья 5 при ходе вниз верхней части штампа отодвигают ползушки от заготовки, тем самым обеспечивается возможность расширения заготовки при осадке.
Для равномерного одинакового перемещения ползушек пружины 10 имеют одинаковую жесткость. Стойки 8 жестко установлены на матрице и являются направляющими для тяг 9 и упорами для пружин 10. Ползушки 6 движутся в направляющих 7, фиксаторы 11 имеют ступенчатую форму и жестко соединены со стержневыми элементами 12. Фиксаторы 11 и стержни 12 подпружинены пружинами 14. Большая ступень фиксаторов 11 и пружины 14 частично утопают в углублениях верхней плоскости матрицы 4. Ближняя и дальняя стенки углублений являются упорами для пружин 14 и ограничителями для фиксаторов 11, которые при отсутствии углублений устанавливаются на матрице. Для направления движения стержней 12 с фиксаторами 11 служат крышки 13. Траверса 15 служит для отвода фиксаторов и возвращения ползушек в исходное положение.
Устройство работает следующим образом. Заготовка устанавливается на матрице и фиксируется относительно гравюры матрицы и пуансона с помощью ползушек средства фиксации устройства. При ходе ползуна пресса вниз движется вниз верхняя часть устройства. Первыми вступают в действие клинья 5 на верхней плите 1. Они взаимодействуют с наклонной поверхностью ползушек 6 и отодвигают их в стороны с освобождением места вокруг заготовки.
При завершении рабочего хода ползушек в действие вступают фиксаторы 11 на стержнях 12. Они под действием пружин 14 выступают вперед и предупреждают самопроизвольное возвращение ползушек 6 в исходное положение. К этому моменту пуансон 2 подходит к заготовке. Проводится осадка заготовки. При движении ползуна пресса вверх пуансон отходит от поковки и клинья 5 освобождаются от взаимодействия с наклонной поверхностью ползушек 6. После чего воздействием на траверсу 15 с помощью стержней 12 фиксаторы 11 отводятся от ползушек 6, которые под действием стоек 8, тяг 9 и пружин 10 возвращаются в исходное положение. После удаления поковки снова устанавливается заготовка, процесс повторяется.
Применение предложенного устройства со средством фиксации заготовок позволяет увеличить геометрическую точность и качество изделий и расширить технологические возможности за счет использования различных заготовок при получении круглых и удлиненных изделий с аксиальными выступами и отростками осадкой затеканием в полости.


Устройство содержит верхнюю и нижнюю плиты, пуансон и матрицу. Матрица снабжена средством фиксации заготовки. На верхней плите закреплены клинья. Средство фиксации заготовок выполнено в виде расположенных с возможностью горизонтального перемещения в направляющих Г-образных ползушек. Ползушки взаимодействуют с наклонной поверхностью клиньев и подпружинены одинаковыми по жесткости пружинами. Фиксаторы ползушек смонтированы на подпружиненных штоках и установлены на общей траверсе. Направление горизонтального перемещения фиксаторов перпендикулярно направлению перемещения ползушек. 4 ил.
УСТРОЙСТВО ДЛЯ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК, содержащее верхнюю плиту с пуансоном, нижнюю плиту с матрицей, оснащенной средством фиксации заготовки относительно ее рабочей поверхности, смонтированным на подпружиненных штоках, отличающееся тем, что оно снабжено смонтированными на верхней плите клиньями, а средство фиксации заготовки выполнено в виде расположенных с возможностью горизонтального перемещения в направляющих Г-образных центрирующих ползушек, одна полка каждой из которых выполнена с призматической рабочей поверхностью, а другая - с возможностью взаимодействия своей наклонной поверхностью с соответствующим ей клином, при этом центрирующие ползушки подпружинены одинаковыми по жесткости пружинами и выполнены с соответствующими каждой ползушке фиксаторами, смонтированными на подпружиненных стержневых элементах, установленных на общей траверсе, направление горизонтального перемещения которых перпендикулярно направлению перемещения ползушек, а расстояние между фиксаторами меньше двойной величины рабочего хода ползушки. кл. B21J13/02, 1971.
