Изобретение относится к боеприпасам стрелкового оружия, преимущественно к производству бронебойных сердечников пуль.
Известен способ изготовления сердечников пуль, преимущественно из высокопрочных сталей, включающий отрезку заготовки, предварительное и окончательное формообразование методом штамповки (патент РФ №2087243, МПК6 B21K 1/76, 20.08.1997). Помимо других конструктивных элементов, перед окончательной штамповкой формируется передний усеченный конус, из которого на завершающей операции получают головную часть сердечника, имеющий диаметр вершинки, примерно равный половине диаметра цилиндрической (или условно цилиндрической) части заготовки.
Данный способ обеспечивает щадящий силовой режим штамповки на наиболее нагруженных формообразующих операциях, т.к. используется менее энергоемкая по сравнению с выдавливанием штампуемого металла в сужающуюся полость рабочего инструмента осадка заготовки предыдущей технологической операции, т.е. начиная с заготовки, заготовка последующей технологической операции имеет длину, меньшую, чем на предыдущей штамповке, и в итоге готовый сердечник имеет длину, существенно меньшую исходной заготовки.
Недостатками данного способа является увеличение угла конусности головной части от операции к операции, т.к. это приводит к реализации значительной избыточной деформации, что необоснованно, особенно на участках формообразования вершинки, поскольку обусловливает повышенное образование внутренних дефектов и микротрещин, для устранения которых отжигом потребуется увеличение числа операций.
Известен способ изготовления головной части остроконечных стальных сердечников, имеющей оживальный и остроконечный участки (патент РФ №2158894, МПК7 F42B 12/04, B21K 21/06, B21K 3/00, 10.11.2000). Изготовление головной части таких сердечников производится за две операции. На первой операции методом штамповки получают заготовку цилиндрооживальной формы с диаметром и высотой цилиндрической части, равными соответственно 0,5…0,6 диаметра основания оживальной части и 1,2…1,5 окончательной высоты заостренного участка головной части. На второй операции ведут окончательное формообразование, превращая цилиндрическую часть заготовки в заостренный участок головной части сердечника, например, резанием или редуцированием.
Данный способ является высокотехнологичным и малоотходным и позволяет изготавливать остроконечные головные части сердечников из высокоуглеродистых сталей.
Недостатком данного способа изготовления оживальных головных частей сердечников является низкая производительность и более высокая трудоемкость изготовления за счет введения дополнительной, другого рода, операции заострения вершинки. Способ не является безотходным.
Как и в первом (упомянутом выше) известном способе, при относительно малом диаметре вершинки, сочетающимся с относительно длинной головной частью, одной предварительной формообразующей операции будет явно недостаточно для обеспечения необходимой структуры материала.
Задачей настоящего изобретения является повышение производительности и снижение трудоемкости изготовления остроконечных стальных сердечников путем обеспечения возможности холодной штамповки качественных остроконечных головных частей сердечников; улучшение механических свойств остроконечной вершинки получаемого сердечника путем рационального использования запаса пластичности материала, снижение контактных напряжений между деформируемым материалом и инструментом для увеличения стойкости последнего и реализация надежного извлечения остроконечных заготовок из матриц.
Технический результат, достигаемый изобретением, состоит в устранении внутренних дефектов и микротрещин материала остроконечной вершинки получаемого сердечника, а следовательно, улучшении его бронепробиваемости, увеличении стойкости инструмента и решении проблемы извлечения остроконечных заготовок из матриц.
Сущность предлагаемого способа штамповки остроконечных головных частей стальных сердечников пуль, включающего отрезку, штамповку и извлечение заготовки, заключается в том, что штамповку ведут многократно, формируя оживальную или коническую форму, каждый раз деформацию начинают на ранее недеформированном участке заготовки, воздействуя каждую последующую операцию на головную часть новым пуансоном с уменьшающимся углом конусности рабочей полости, и для оживального профиля производят окончательное формообразование, извлечение проводят упором выталкивателя в задний торец заготовки, после каждой штамповки дополнительно осуществляют отжиг.
Указанный технический результат обеспечивается тем, что на первой формообразующей операции, при использовании инструмента с большим углом конусности, гидростатическое сжимающее давление в каждой точке пластической области значительно возрастает (в том числе и в опасной точке, в которой запас пластичности исчерпывается в большей степени по отношению к другим) вследствие того, что деформируется гораздо меньший объем. Большие значения сжимающего среднего напряжения даже при значительных степенях деформации приводят к залечиванию части образующихся дефектов и микротрещин в материале и соответственно уменьшается степень использования запаса его пластичности. На второй и последующих операциях часть объема материала с конической поверхностью, сформированной на предыдущей операции, переобжимается на меньший угол конусности, и часть нового участка ломаной образующей добавляется за счет вовлечения в деформацию дополнительного, ранее не деформированного или мало деформированного, объема материала. Помимо прочего, это позволяет сократить число промежуточных термохимических циклов, частично восстанавливающих пластичность материала.
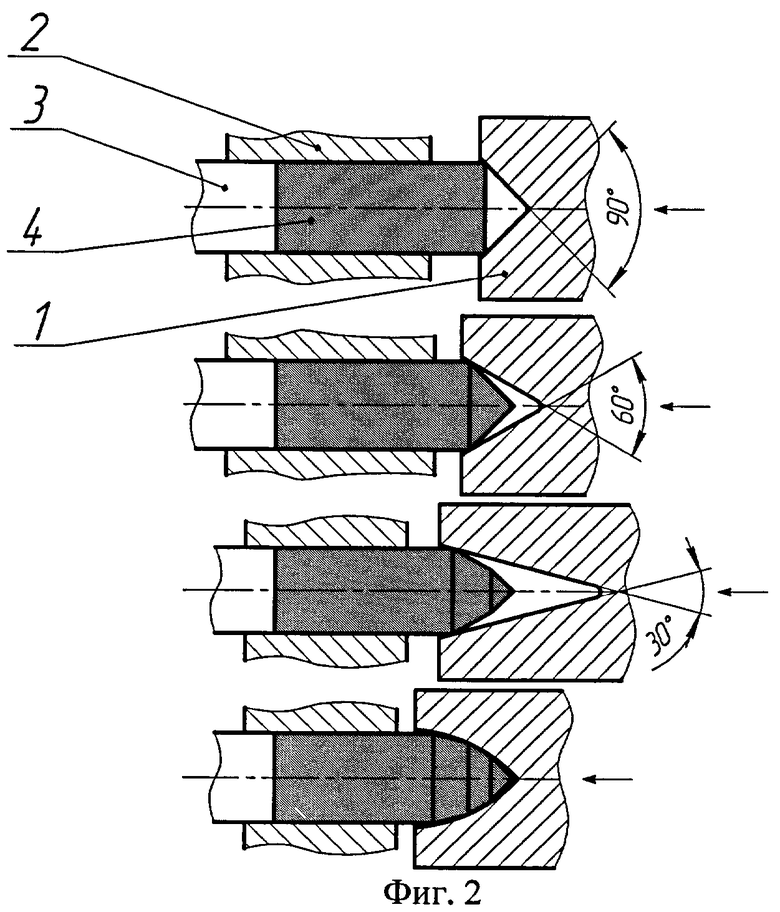
Изобретение чертежами, где на фиг.1 показана схема штамповки сердечника с заостренной и удлиненной конической головной частью посредством пуансона, формирующего головную часть, и фиксирующей матрицы. На фиг.2 показана схема штамповки сердечника с оживальной головной частью посредством пуансона, формирующего головную часть, и матрицы, фиксирующей цилиндрическую часть заготовки.
Устройство для реализации способа включает пуансон 1, матрицу 2 с выталкивателем 3, заготовку 4. Рабочий торец выталкивателя 3 расположен в задней части матрицы 2 на определенном, зависящем от длины необходимой цилиндрической части заготовки 4, расстоянии от входной кромки матрицы 2. Заготовка 4 расположена в матрице 2 с упором в выталкиватель 3. Перед входным отверстием матрицы 2 соосно расположен пуансон 1.
Способ осуществляется следующим образом. При рабочем ходе пуансон 1 через загрузочное отверстие матрицы 2 подает заготовку 4 до упора противоположного торца в выталкиватель 3. Рабочая полость матрицы имеет диаметр, больший, чем у заготовки, на 0,05…0,1 мм, для облегчения загрузки. Затем пуансон 1 производит формоизменение свободного торца заготовки 4, образуя конус, угол конусности которого рассчитывается с учетом степени использования запаса пластичности материала на каждой операции. При этом деформированию подвергается и основная цилиндрическая часть, поскольку рабочая полость матрицы для облегчения загрузки имеет больший диаметр, чем диаметр заготовки. Далее происходит извлечение заготовки 4 из матрицы 2 упором выталкивателя 3 в массивный задний торец заготовки 4. После этого производится отжиг заготовки 4. Затем производится загрузка заготовки 4 в аналогичную матрицу следующей операции, на которой ведется формообразование конуса с углом конусности, меньшим, чем на предыдущей операции. На каждой последующей операции диаметр рабочей полости матрицы увеличивается на величину, обеспечивающую надежную загрузку заготовки, полученной на предшествующей операции.
При изготовлении остроконечных головных частей оживальной формы операции загрузки, извлечения и отжига проводятся аналогично. Головная часть формируется путем образования конуса с ломаной образующей, близкой к оживальной форме. Сначала формуют конус с большим углом конусности, зависящим от требуемой формы оживала. На последующих операциях образуют новые участки, приближающие ломаную образующую к требуемой форме оживала. Последняя операция заключается в сглаживании ломаной в требуемую оживальную форму.
Пример
Практическая реализация предлагаемого способа была апробирована при изготовлении образцов из алюминиевого сплава АМг-6 (диаметр заготовок - 15 мм), отштампованных инструментом с постоянным углом конусности 15° и инструментом с уменьшающимся углом конусности. Штамповка образцов с удлиненными коническими головными частями (схема фиг.1) проводилась за три операции. Использовался инструмент с углами конусности рабочей полости 45°, 30° и 15°. При штамповке инструментом с уменьшающимся углом конусности достигается более острая вершинка образцов (⌀ 0,9 мм), чем у образцов, отштампованных инструментом с постоянным углом конусности (⌀ 3,1 мм), при одной и той же технологической силе, равной 150 кН, для обоих процессов на каждой операции.
Штамповка образцов с оживальной головной частью (схема фиг.2) производилась за три предварительных операции инструментом с углами конусности 90°, 60° и 30° и одну заключительную с радиусом оживальной части R 30. Анализ показал высокое качество полученной оживальной формы головной части сердечников. При этом необходимый малый диаметр вершинки (менее 1 мм) обеспечивался уже на первой формообразующей операции.
Использование изобретения в области производства бронебойных сердечников пуль патронов стрелкового оружия обеспечивает по сравнению с существующими способами следующие преимущества: предложенный способ позволяет улучшить механические свойства остроконечных головных частей получаемых сердечников, а следовательно, улучшить бронепробиваемость, повысить стойкость инструмента за счет снижения нагрузок при деформировании и решить проблему извлечения отштампованных заготовок сердечников с остроконечной головной частью из матриц.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСТРОКОНЕЧНОЙ ГОЛОВНОЙ ЧАСТИ СТАЛЬНЫХ СЕРДЕЧНИКОВ ПУЛЬ | 2009 |
|
RU2423202C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2380190C1 |
| Способ изготовления и конструкция стреловидной пули повышенного останавливающего действия | 2018 |
|
RU2689005C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВНОЙ ЧАСТИ СТАЛЬНЫХ СЕРДЕЧНИКОВ ПУЛЬ | 1999 |
|
RU2158894C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКОВ ПУЛЬ | 1996 |
|
RU2087243C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ | 1997 |
|
RU2110353C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКА БРОНЕБОЙНОГО ПАТРОНА | 2009 |
|
RU2398649C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ | 1996 |
|
RU2094161C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ПУЛИ | 1996 |
|
RU2141620C1 |
| ПАТРОН ОХОТНИЧИЙ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ПУЛИ | 1997 |
|
RU2141096C1 |
Изобретение относится к боеприпасам стрелкового оружия, преимущественно к производству бронебойных сердечников пуль. Способ штамповки остроконечных головных частей стальных сердечников пуль включает отрезку, штамповку и извлечение заготовки. Штамповку ведут многократно, формируя оживальную или коническую форму. Деформацию каждый раз начинают на ранее недеформированном участке заготовки. На каждой последующей операции воздействуют на головную часть новым пуансоном с уменьшенным углом конусности рабочей полости. При формировании оживального профиля производят окончательное формообразование. Извлечение проводят упором выталкивателя в задний торец заготовки. После каждой штамповки дополнительно осуществляют отжиг. В результате обеспечивается повышение производительности и снижение трудоемкости изготовления остроконечных стальных сердечников, улучшение механических свойств остроконечной вершинки получаемого сердечника, увеличение стойкости инструмента и реализация надежного извлечения остроконечных заготовок из матриц. 2 ил.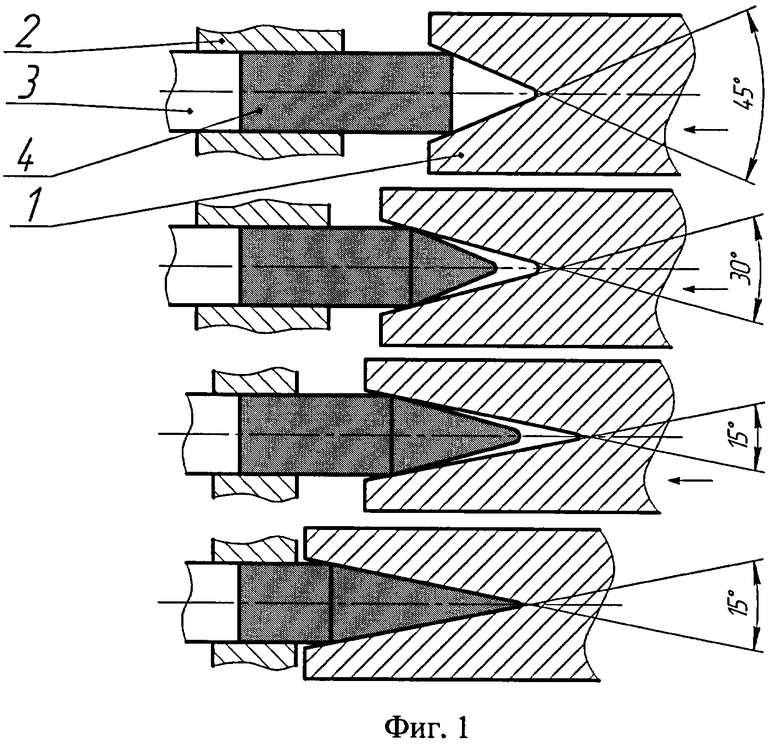
Способ штамповки остроконечных головных частей стальных сердечников пуль, включающий отрезку заготовки, ее штамповку и извлечение, отличающийся тем, что формируют оживальную или коническую форму многократной штамповкой, деформирование каждый раз начинают на ранее недеформированном участке заготовки с воздействием на каждой последующей операции на головную часть новым пуансоном с уменьшенным углом конусности рабочей полости и при формировании оживального профиля производят окончательное формообразование, а извлечение проводят упором выталкивателя в задний торец заготовки, причем после каждой штамповки дополнительно осуществляют отжиг.
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВНОЙ ЧАСТИ СТАЛЬНЫХ СЕРДЕЧНИКОВ ПУЛЬ | 1999 |
|
RU2158894C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКОВ ПУЛЬ | 1996 |
|
RU2087243C1 |
| RU 2075037 С1, 10.03.1997 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ | 1997 |
|
RU2110353C1 |
| US 5794320 А, 18.08.1998 | |||
| US 2004376 А1, 14.10.2004. | |||

