Изобретение относится к боеприпасам стрелкового оружия, преимущественно к производству бронебойных сердечников пуль.
Известен способ изготовления головной части остроконечных стальных сердечников (патент РФ №2158894, МПК7 F42B 12/04, В21К 21/06, В21К 3/00, 10.11.2000). Изготовление головной части таких сердечников производится за две операции. На первой операции методом холодной штамповки получают заготовку цилиндрооживальной формы с диаметром и высотой цилиндрической части, равными соответственно 0,5…0,6 диаметра основания оживальной части и 1,2…1,5 окончательной высоты заостренного участка головной части. На второй операции ведут окончательное формообразование, превращая цилиндрическую часть заготовки в заостренный участок головной части сердечника, например, резанием или редуцированием.
Данный способ является высокотехнологичным и малоотходным и позволяет изготавливать достаточно остроконечные головные части сердечников из высокоуглеродистых сталей.
Недостатком данного способа является относительно низкая производительность и необходимость введения дополнительной, другого рода, операции заострения вершинки. Способ не является безотходным. Вершинка готового сердечника, полученная резанием или редуцированием, имеет неудовлетворительные, в сравнении с полученной штамповкой, механические свойства, поскольку остроконечная вершинка является самым ответственным и в то же время самым слабым местом сердечника при столкновении с преградой.
Известен способ изготовления остроконечных сердечников пуль (патент РФ №2151369, МПК7 F42B 12/74, F42B 12/06, F42B 30/02, C21D 9/16, В21К 3/00, 20.06.2000), включающий отрубку заготовки в размер от стального прутка, формообразование сердечника холодной штамповкой из легкодеформируемой малоуглеродистой стали, упрочнение поверхностного слоя путем химикотермической обработки в среде карбюризатора и окончательную термическую обработку закалкой и отпуском.
Данный способ позволяет получать сердечники с высоким коэффициентом бронепробития за счет упрочненного наружного слоя при сравнительно небольших трудозатратах производства за счет малого количества операций.
Недостатками данного способа является низкое качество формообразования, вершинку головной части сердечника с практически нулевым диаметром невозможно получить традиционными способами холодной штамповки.
Задачей настоящего изобретения является изготовление остроконечных сердечников пуль из высокопрочных труднодеформируемых сталей путем получения холодной штамповкой вершинки головной части практически нулевого диаметра с качеством структуры и механическими свойствами, обеспечивающими наилучшее среди стальных сердечников бронепробитие, а также снижение контактных напряжений между деформируемым материалом и инструментом для обеспечения качественного формообразования вершинки головной части с практически нулевым диаметром. Получение аналогичной вершинки традиционной штамповкой инструментом с неизменной формой рабочей полости практически невозможно, поскольку требует весьма значительного количества формообразующих операций и практически недостижимой стойкости пуансонов.
Технический результат, достигаемый изобретением, состоит в получении холодной штамповкой сердечника с вершинкой головной части практически нулевого диаметра, механические свойства которой обеспечивают наилучшее бронепробитие среди стальных сердечников, получаемых известными на данный момент способами, а так же увеличении стойкости инструмента на такой технологически сложной операции.
Сущность предлагаемого способа изготовления остроконечной головной части стальных сердечников пуль, включающего многократную штамповку головной части и отжиг, заключается в том, что сначала формируют конус пуансоном с постоянным углом конусности рабочей полости до момента образования вершинки dверш=0,25dсерд, где dсерд - диаметр цилиндрической части сердечника, затем пуансоном для высадки острия и формирования сопряженных конусов производят высадку острия и формируют сопряжение двух конусов, а отжиг производят многократно после каждой штамповки.
Указанный технический результат обеспечивается тем, что на предпоследней операции объем подвергаемого деформации металла в зоне вершинки мал и этот этап операции реализуется в первую очередь, поскольку остальная часть конуса полуфабриката не контактирует с рабочей полостью инструмента, и деформации возникают на участках головной части, имеющих меньшую площадь поперечного сечения.
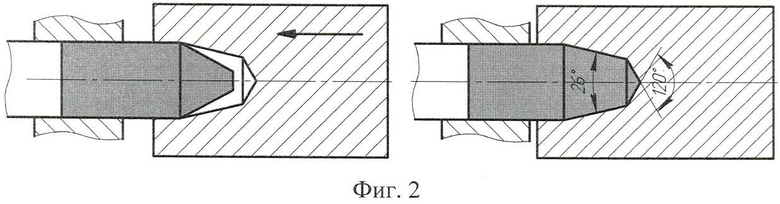
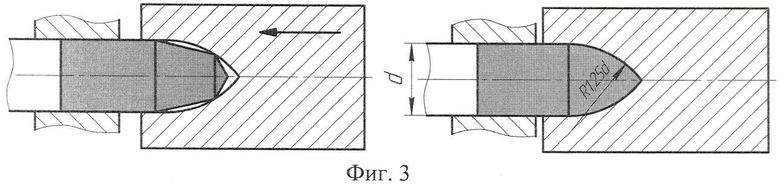
Изобретение иллюстрировано чертежом, где на фиг.1-3 показана схема штамповки сердечника:
1) пуансоном с постоянным углом конусности рабочей полости;
2) пуансоном для высадки острия и формирования сопряженных конусов;
3) пуансоном, имеющим рабочую полость, соответствующую окончательной форме головной части готового сердечника.
Способ осуществляется следующим образом. На первых (одной или нескольких в зависимости от механических свойств деформируемого материала) формообразующих операциях производят штамповку короткой конической головной части пуансоном с постоянным углом конусности рабочей полости до получения диаметра вершинки, составляющего 0,25 диаметра цилиндрической части сердечника (фиг.1). На предпоследней формообразующей операции одновременно производится высадка острия и образуется сопряжение конусов (фиг.2) с соотношениями размеров, обеспечивающими рациональное перераспределение металла на окончательной операции формирования головной части сердечника, которая может быть выполнена в виде конуса, сопряжения двух конусов, оживала или сочетания оживальной формы и конусной вершинки (фиг.3).
Пример. Практическое воплощение предлагаемого способа было проверено при изготовлении сердечников к пистолетной пуле. Материал - проволока Сталь ШХ15 ⌀7,0-0,09 ГОСТ 801-78. Технологический процесс включал следующие операции:
- отрезка мерной цилиндрической заготовки с последующей галтовкой и фосфатированием;
- две предварительных штамповки для получения полуфабриката с диаметром d=1,75 мм вершинки головной части (d=0,25d0) с термохимическими циклами, включающими отжиг на максимальную пластичность;
- высадка острия до диаметра вершинки d=0,35 мм (d=0,05d0) и формирование головной части полуфабриката в виде двух конусов, обеспечивающих наиболее рациональное перераспределение материала на последующей заключительной операции (послеоперационный термохимический цикл);
- формообразование заданной чертежом оживальной формы головной части, совмещенное с калибровкой сердечника;
- закалка и отпуск, содержащие: нагрев в соляной ванне до Т=845±10°С, выдержку в течение 15 мин, охлаждение в селитровой ванне при Т=130°С в течение 10 мин, для реализации отпуска - нагрев в шахтной печи до Т=150…170°С в течение 2 часов.
Штамповку проводили на горизонтально-высадочном автомате АБ1218. Анализ качества полученных изделий показал, что сердечники отвечают всем техническим условиям на изготовление.
Использование изобретения в области производства бронебойных сердечников пуль патронов стрелкового оружия обеспечивает по сравнению с существующими способами следующие преимущества: предложенный способ позволяет получить короткую головную часть сердечника с практически нулевым диаметром вершинки штамповкой, повысить стойкость деформирующего инструмента по сравнению с традиционными способами и улучшить структуру материала острия и его механические свойства. Это позволяет улучшить бронепробитие, особенно неметаллических преград.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ОСТРОКОНЕЧНЫХ ГОЛОВНЫХ ЧАСТЕЙ СТАЛЬНЫХ СЕРДЕЧНИКОВ ПУЛЬ | 2008 |
|
RU2376099C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2380190C1 |
| БРОНЕБОЙНАЯ ПУЛЯ И СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ | 1999 |
|
RU2151369C1 |
| БРОНЕБОЙНАЯ ПУЛЯ | 2003 |
|
RU2262651C2 |
| Способ изготовления и конструкция стреловидной пули повышенного останавливающего действия | 2018 |
|
RU2689005C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВНОЙ ЧАСТИ СТАЛЬНЫХ СЕРДЕЧНИКОВ ПУЛЬ | 1999 |
|
RU2158894C1 |
| Патрон повышенной пробиваемости | 2017 |
|
RU2638862C1 |
| СЕРДЕЧНИК БРОНЕБОЙНОЙ ПУЛИ ИЗ ТВЕРДОГО СПЛАВА ДЛЯ СТРЕЛКОВОГО ОРУЖИЯ, ПУЛЯ, В КОТОРОЙ ИСПОЛЬЗОВАН СЕРДЕЧНИК, ПАТРОН, В КОТОРОМ ИСПОЛЬЗОВАНА ПУЛЯ | 2023 |
|
RU2831034C1 |
| ПУЛЯ (ВАРИАНТЫ) | 2014 |
|
RU2563099C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКА БРОНЕБОЙНОГО ПАТРОНА | 2009 |
|
RU2398649C1 |
Изобретение относится к боеприпасам стрелкового оружия, преимущественно к производству бронебойных сердечников пуль. Способ включает многократную штамповку головной части и отжиг. Сначала формируют конус пуансоном с постоянным углом конусности рабочей полости до момента образования вершинки с диаметром, составляющим 0,25 от диаметра сердечника. Затем пуансоном для высадки отверстия и формирования сопряженных конусов производят высадку острия и формируют сопряжение двух конусов. Отжиг производят многократно после каждой штамповки. В результате обеспечиваются повышение механических свойств головной части сердечника и увеличение стойкости инструмента. 3 ил.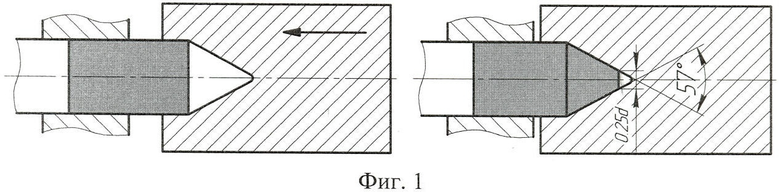
Способ изготовления остроконечной головной части стальных сердечников пуль, включающий многократную штамповку головной части сердечника, имеющего цилиндрическую часть, и отжиг, отличающийся тем, что при многократной штамповке сначала формируют конус пуансоном с постоянным углом конусности рабочей полости до образования вершинки диаметром dверш=0,25dсерд, где dсерд - диаметр цилиндрической части сердечника, затем пуансоном для высадки острия и формирования сопряженных конусов производят высадку острия и формируют сопряжение двух конусов, а отжиг производят многократно после каждой штамповки.
| БРОНЕБОЙНАЯ ПУЛЯ И СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ | 1999 |
|
RU2151369C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКОВ ПУЛЬ | 1996 |
|
RU2087243C1 |
| RU 2075037 C1, 10.03.1997 | |||
| US 5794320 A, 18.08.1998 | |||
| US 5009166 A, 23.04.1991. | |||

