Изобретение относится к способам штамповки сердечников пуль и предназначено для калибровки геометрических размеров и массы цилиндрических заготовок стальных бронебойных сердечников пуль.
Известен способ изготовления стальных бронебойных сердечников штамповкой [Малов А.Н. Производство патронов стрелкового оружия. - М.: Оборонгиз, 1947, с.331.], который включает отрубку (отрезку) мерной заготовки, предварительную штамповку полуфабриката и окончательное профилирование изделия.
Данный способ позволяет исключить из технологии малопроизводительную обработку резанием, значительно сократить отходы материала.
Недостатками данного способа изготовления стальных бронебойных сердечников являются высокие удельные нагрузки на рабочий инструмент (до 2000 МПа) и, как следствие, низкая его стойкость, частые остановки и простои оборудования, связанные с заменой инструмента, а также большое количество прессовых и промежуточных термохимических операций. Все это значительно увеличивает трудоемкость и себестоимость изготовления сердечников.
Известно устройство для изготовления штамповкой сердечников из свинца [Малов А.Н. Производство патронов стрелкового оружия. - М.: Оборонгиз, 1947, с.321-324. рис.225, 227, 228]. Рабочая часть матрицы состоит из трех частей: направляющей части для пуансона, собственно рабочей части и направляющей для выталкивателя. На рабочей части в матрице предусматривается боковое отверстие для выхода излишков свинца в виде стружки.
Данное устройство позволяет получать сердечники из свинца холодной штамповкой, используя при этом некалиброванные заготовки.
Недостатком данного устройства является то, что представленная матрица не предназначена для штамповки сердечников из высокопрочных углеродистых сталей.
Известен способ, включающий отрубку мерной заготовки, нагрев ее до 750-780°С, полугорячую штамповку с окончательным формированием головной, центральной и хвостовой частей сердечника с выходом припуска металла в кольцевой облой, расположенный на границе между головной и центральной частями сердечника, который удаляют после охлаждения полуфабриката сердечника на воздухе [патент РФ №2094161, МПК6 B21K 3/00, 27.10.1997].
Данный способ позволяет использовать некалиброванные заготовки, обеспечивает качественное заполнение фигуры штампа с благоприятным расположением волокон и уплотнением структуры металла головной части.
Недостатки данного способа: необходим нагрев заготовок; низкая стойкость инструмента в связи с нагревом; на обрезку облоя требуется дополнительная операция; после обрезки остаются заусенцы или следы облоя, что ухудшает качество изготавливаемых сердечников.
Известно устройство для изготовления штамповкой сердечников из высокопрочных углеродистых сталей [Малов А.Н. Производство патронов стрелкового оружия. - М.: Оборонгиз, 1947, с.331-332. рис.236]. Данное устройство аналогично инструменту для штамповки свинцовых сердечников. Его отличительной особенностью является более качественное направление перемещения пуансона и отсутствие на рабочей части матрицы отверстия для выхода отходов.
Данное устройство позволяет получать сердечники из высокопрочных углеродистых сталей холодной штамповкой.
Недостатком данного устройства является то, что такой инструмент не позволяет получать сердечники с удлиненной остроконечной головной частью в связи с низкой стойкостью выталкивателей. При использовании некалиброванных заготовок возможно хрупкое разрушение матрицы из-за отсутствия компенсирующих полостей для излишков металла.
Задачей настоящего изобретения является повышение производительности технологического процесса путем совмещения операции калибровки с первой формообразующей операцией холодной многооперационной штамповки и с операцией обрезки облоя.
Поскольку операция калибровки является первой в технологическом процессе холодной штамповки, следы облоя на готовом сердечнике исключаются, а структура материала становится более однородной.
Сущность предлагаемого способа заключается в том, что производят отрезку мерной цилиндрической заготовки с припуском, штамповку в матрице с выходом припуска металла и образованием кольцевого облоя, обрезку облоя и извлечение заготовки, штамповку осуществляют в матрице, выполненной с рабочей полостью, имеющей калибровочный и входной участки, расположенный между ними боковой паз для образования кольцевого облоя, и кромкой, образованной пересечением бокового паза и рабочей полости матрицы, а обрезку кольцевого облоя осуществляют посредством упомянутой кромки матрицы при извлечении заготовки с помощью выталкивателя.
Устройство для изготовления стальных бронебойных сердечников содержит матрицу с рабочей полостью, пуансон и выталкиватель, матрица выполнена с рабочей полостью, имеющей калибровочный и входной участки, расположенный между ними боковой паз в форме клина с радиусной внутренней поверхностью на конце, и кромкой, образованной пересечением бокового паза и рабочей полости матрицы, а пуансон выполнен с расположенными на рабочем торце сферическим углублением и периферийной кольцевой плоскостью.
Указанный технический результат, а именно совмещение операций штамповки, калибровки и обрезки облоя, в данном способе достигается за счет применения матрицы специальной конструкции. Предложенная матрица имеет рабочую полость, соответствующую по профилю первой операции штамповки, и боковой паз для формирования, обрезки и удаления облоя. Паз выполнен в виде клина, заканчивающегося радиусной поверхностью таким образом, что правая грань паза перпендикулярна оси матрицы, а левая расположена под небольшим углом для облегчения обрезки облоя. Паз изготавливают в той части матрицы, в которой работает пуансон, и располагают так, что слева от него находится калибрующий, а справа - входной участки рабочей полости матрицы. В случае необходимости увеличения прочности и жесткости матрицы указанный выше боковой паз может быть выполнен комбинацией радиусов таким образом, чтобы неразрезанная часть тела матрицы была значительно больше. Для устранения внутренних дефектов на торце заготовки и для повышения стойкости пуансона его торец выполнен с кольцевой плоскостью по периферии и с вогнутым сферическим углублением в центре.
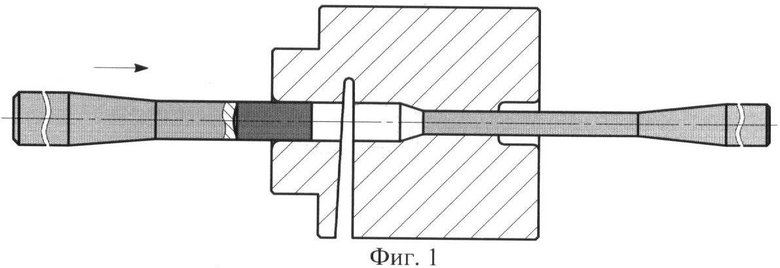
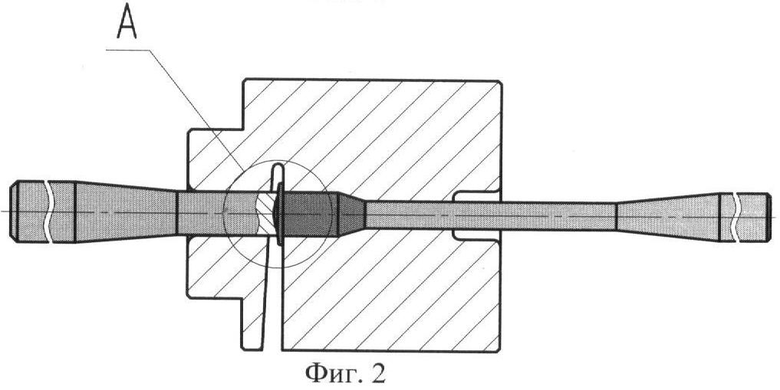
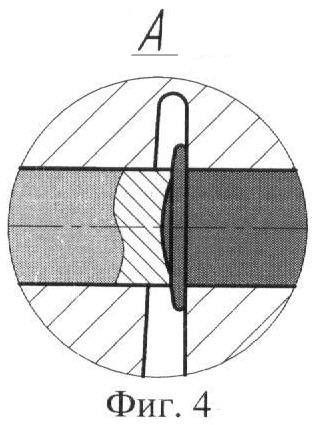
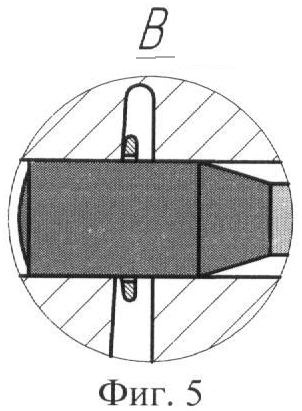
Изобретение иллюстрируется чертежами, где на фиг.1 представлена операция загрузки заготовки в матрицу. На фиг.2 - операция формирования кольцевого облоя, совмещенная с операцией предварительной штамповки. На фиг.3 - операция обрезки облоя, совмещенная с извлечением заготовки. На фиг.4 детально (в масштабе 1: 2) показано вытекание облоя в боковой паз матрицы. На фиг.5 детально (в масштабе 1:2) - обрезка облоя о кромку отверстия матрицы.
Устройство для реализации способа включает пуансон 1, матрицу 2, выталкиватель 3. Все детали устройства расположены соосно таким образом, что матрица 2 находится между пуансоном 1 и выталкивателем 3. Положение выталкивателя 3 относительно матрицы 2 регулируется так, что весь материал заготовки, превышающий нижний предел допуска на массу, остается в боковом пазу и не попадает в рабочую полость матрицы 2.
Способ осуществляется следующим образом.
При рабочем ходе пуансон 1 через загрузочное отверстие подает заготовку 4 с трех-пятипроцентным запасом материала в рабочую полость матрицы 2 до упора противоположного торца в выталкиватель 3, то есть до конца формообразования вершинки полуфабриката. Рабочая полость, ограниченная выталкивателем 3, имеет определенный объем, такой, что весь материал заготовки, превышающий нижний предел допуска на массу, остается в боковом пазу 5 и не попадает в рабочую полость матрицы 2.
На заключительном этапе рабочего хода пуансон 1 плющит выступающую излишнюю часть материала заготовки 4 до толщины образующегося фланца 0,1…0,2 мм, при этом часть металла затекает в сферическое углубление на пуансоне 1, уменьшая объем материала, вытекающего в облой. При этом обеспечивается возможность уменьшения толщины последнего или понижения уровня контактных давлений, приводящего к большей стойкости пуансона.
При обратном ходе пуансона 1 выталкиватель 3 извлекает заготовку 4 из рабочей полости и обрезает кольцевой облой 6 о кромку матрицы, образованную пересечением бокового паза 5 и рабочей полости при прохождении заготовкой 4 входной полости матрицы 2.
При загрузке следующей заготовки выталкиватель 3 возвращается назад и кольцевой облой, оставшийся после первого цикла, удаляется, проваливаясь через боковой паз 5 матрицы 2.
Пример. Практическое использование данного устройства и воплощение предлагаемого способа было проверено при изготовлении бронебойных сердечников к пуле СП 10.
Сердечники изготавливались из заготовок, отрубаемых от прутка (сталь У10А ГОСТ 1435-90), диаметром D=6 мм и высотой Н=17 мм. Заготовки подавались питателем в штамп, установленный на прессе АБ1218. При рабочем ходе ползуна пресса осуществлялась предварительная штамповка заготовки сердечника с калибровкой по массе и длине. При этом припуск металла выходил в кольцевой облой толщиной tобл=0,5 мм. После чего ходом выталкивателя облой срезался, заготовка удалялась из матрицы. При обратном ходе выталкивателя облой под собственной тяжестью проваливался в контейнер для отходов через боковой паз матрицы и предусмотренное для этого отверстие в штампе. Затем за две операции в аналогичных матрицах без бокового паза окончательно формировалась оживальная головная часть с радиусом R=25 мм и диаметром притупления вершинки dв=3,2 и центральная конусная часть диаметром у головной части dГ=6,6 мм и у задней части dз=7 мм. Отштампованная заготовка извлекалась из матрицы выталкивателем.
Закалка и отпуск сердечников выполнялись по существующей технологии.
Изготовленные данным способом сердечники были смонтированы в патроны и испытаны стрельбой на бронепробитие. Испытания дали положительные результаты.
Благодаря введению в технологический процесс нового способа изготовления стальных бронебойных сердечников и использованию заявленного устройства колебания массы и длины заготовок не влияют на качество получаемых сердечников, повысилась точность изготовления получаемых сердечников, улучшилась структура материала, а следовательно, и бронепробитие, при этом количество операций штамповки не увеличилось.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ | 1996 |
|
RU2094161C1 |
| СПОСОБ ШТАМПОВКИ ОСТРОКОНЕЧНЫХ ГОЛОВНЫХ ЧАСТЕЙ СТАЛЬНЫХ СЕРДЕЧНИКОВ ПУЛЬ | 2008 |
|
RU2376099C1 |
| Способ изготовления и конструкция стреловидной пули повышенного останавливающего действия | 2018 |
|
RU2689005C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСТРОКОНЕЧНОЙ ГОЛОВНОЙ ЧАСТИ СТАЛЬНЫХ СЕРДЕЧНИКОВ ПУЛЬ | 2009 |
|
RU2423202C1 |
| Способ изготовления конических зубчатых колес | 1990 |
|
SU1729677A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО СО СЛОЖНОЙ ФОРМОЙ ГОЛОВКИ, ИМЕЮЩЕЙ ГРАНИ | 2005 |
|
RU2321472C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКА БРОНЕБОЙНОГО ПАТРОНА | 2009 |
|
RU2398649C1 |
Изобретение относится к производству патронов стрелкового оружия и может быть использовано при изготовлении бронебойных сердечников. Производят отрезку мерной цилиндрической заготовки с припуском. Осуществляют штамповку с выходом припуска металла в кольцевой облой. Обрезают облоя. Извлекают заготовку. Штамповку осуществляют в матрице с рабочей полостью. Кольцевой облой образуется в боковом пазу. Обрезку облоя осуществляют при извлечении заготовки о кромку матрицы. Устройство содержит матрицу, пуансон, выталкиватель. Матрица выполнена с рабочей полостью, которая имеет калибровочный и входной участки. Между ними расположен боковой паз в форме клина с радиусной внутренней поверхностью на конце. Кромка образована пересечением бокового паза и рабочей полости матрицы. Пуансон выполнен со сферическим углублением и периферийной кольцевой плоскостью. В результате обеспечивается повышение производительности технологического процесса. 2 н.з.п. ф-лы, 5 ил.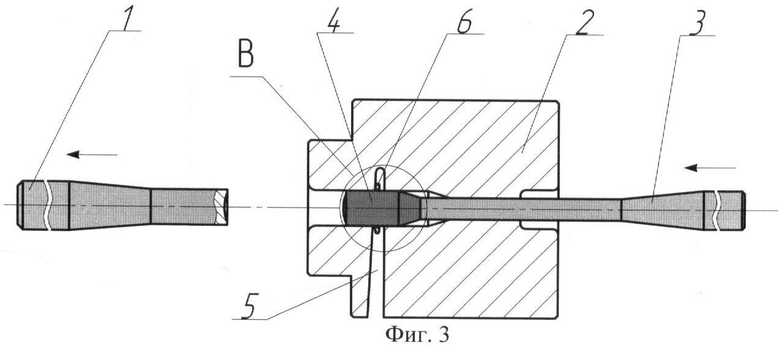
1. Способ изготовления стальных бронебойных сердечников, включающий отрезку мерной цилиндрической заготовки с припуском, штамповку в матрице с выходом припуска металла и образованием кольцевого облоя, обрезку облоя и извлечение заготовки, отличающийся тем, что штамповку осуществляют в матрице, выполненной с рабочей полостью, имеющей калибровочный и входной участки и расположенный между ними боковой паз для образования кольцевого облоя, и кромкой, образованной пересечением бокового паза и рабочей полости матрицы, а обрезку кольцевого облоя осуществляют посредством упомянутой кромки матрицы при извлечении заготовки с помощью выталкивателя.
2. Устройство для изготовления стальных бронебойных сердечников, содержащее матрицу с рабочей полостью, пуансон и выталкиватель, отличающееся тем, что матрица выполнена с рабочей полостью, имеющей калибровочный и входной участки и расположенный между ними боковой паз в форме клина с радиусной внутренней поверхностью на конце, и кромкой, образованной пересечением бокового паза и рабочей полости матрицы, а пуансон выполнен с расположенными на рабочем торце сферическим углублением и периферийной кольцевой плоскостью.
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ | 1996 |
|
RU2094161C1 |
| МАЛОВ А.Н | |||
| Производство патронов стрелкового оружия | |||
| - М.: ОБОРОНГИЗ, 1947, с.332 | |||
| БРОНЕБОЙНАЯ ПУЛЯ И СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ | 1999 |
|
RU2151369C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БРОНЕБОЙНЫХ СЕРДЕЧНИКОВ | 1997 |
|
RU2110353C1 |
| US 5794320 A, 18.08.1998 | |||
| US 2004376 A1, 14.10.2004. | |||

