Изобретение относится к области металлургии, в частности к непрерывному литью заготовок.
Известен способ непрерывной разливки, при котором сталь из сталеразливочного ковша заливают в промежуточный ковш, через стакан которого она непрерывно поступает в вертикальный и радиальный кристаллизаторы. Вытягивание заготовки из кристаллизатора осуществляется в помощью затравки [Воскобойников В.Г., Кудрин В.А., Якушев A.M. Общая металлургия. М.: Металлургия, 1979, с.401-403].
Недостатками данного способа являются необходимость сталеразливочного и промежуточного ковшей, окисление струи металла воздухом во время разливки, отсутствие возможности регулирования температуры металла в промежуточном ковше, наличие в получаемой заготовке дефектов ликвационно-усадочного характера.
В качестве ближайшего аналога выбран способ получения заготовки с упрочнением и вытягиванием формирующейся заготовки из кристаллизатора вверх.
Способ представляет собой подачу стали через сифонную литниковую систему в кристаллизатор и присадку тугоплавких частиц в центровую [авт.св. СССР №1526890, кл. В22D 1/10, 1989].
Недостатками данного способа являются:
- наличие дефектов ликвационно-усадочного характера;
- выкрашивание упрочняющих частиц из матричного металла вследствие большого угла смачиваемости (более 120°);
- непостоянство механических свойств, вызванных неравномерностью распределения упрочняющих частиц в объеме заготовки.
Технической задачей изобретения является повышение качества получаемой заготовки, предотвращение выкрашивания тугоплавких частиц из матрицы заготовки и устранение дефектов ликвационно-усадочного характера за счет равномерного распределения частиц по объему литой заготовки и регулирования скорости вытяжки заготовки.
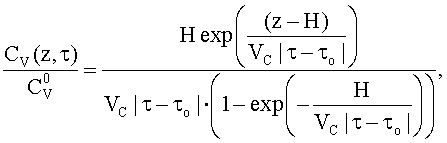
Указанная задача решается тем, что в способе непрерывного литья заготовок, включающем заливку металлического расплава через сифонную литниковую систему в полость кристаллизатора, подачу в центровую тугоплавких частиц и вытягивание из кристаллизатора заготовки вверх, согласно изобретению вытягивание заготовки из кристаллизатора осуществляют со скоростью 0,028-0,032 м/мин, в качестве тугоплавких частиц используют частицы карбида титана, которые подают в центровую со скоростью, определяемой из соотношения:
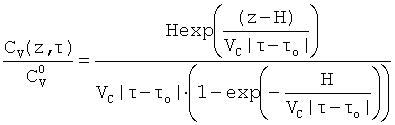 ,
,
где z - вертикальная координата рассматриваемого объема, м;
τ - время существования жидкой фазы, с;
τо - время полного всплывания частицы, с;
Н - координата поверхности расплава, м;
 - плотность распределения объемной доли частиц в литой заготовке, м3;
- плотность распределения объемной доли частиц в литой заготовке, м3;
СV (z, τ) - объемная доля частиц при τ=0, м3;
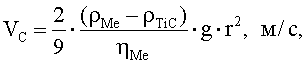
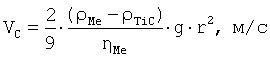 ;
;
VC - стоксовская скорость установившегося движения частиц;
ρМе - плотность металла, кг/м3;
ρTiC - плотность карбида титана, кг/м3;
ηMe - динамическая вязкость металла, Па·с;
r - радиус частиц карбида титана, м;
g=9,8 м/с.
Данная скорость вытяжки обеспечивает изотропию механических свойств по сечению литой заготовки, устранение дефектов ликвационно-усадочного характера за счет того, что скорость кристаллизации заготовки равна скорости подаваемого металла в центровую.
Для обеспечения угла смачиваемости менее 90° перед разливкой в сталеразливочный ковш вводят металлический титан в количестве, равном объемной доле карбида титана.
Авторы способа впервые определили, что для получения изотропии механических свойств в литой заготовке необходимо обеспечить оптимальный профиль (вогнутость) фронта кристаллизации, форма которого зависит от скорости вытягивания заготовки, а равномерность распределения тугоплавких частиц карбида титана - от скорости их подачи в центровую. Анализ системы Fe-Ti-C позволил сделать вывод, что для предотвращения выкрашивания частиц из матричного состава необходимо обеспечить угол их смачиваемости менее 90°, что достигается введением металлического титана в расплав перед разливкой.
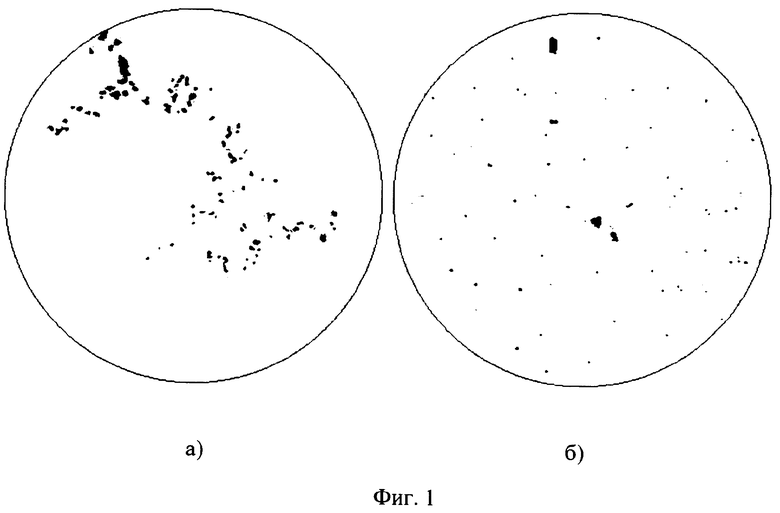
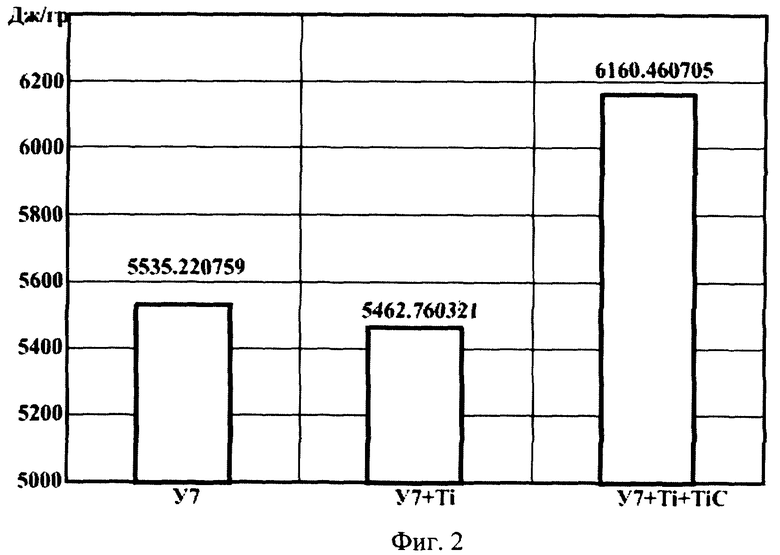
Сущность заданного способа иллюстрирована чертежами, где на фиг.1 дана схема распределения карбидов по сечению литой заготовки, ×312: а - прототип; б - предложенная технология; на фиг.2 - диаграмма удельной работы износа.
Пример конкретного осуществления способа.
Получение литой заготовки с повышенной износостойкостью осуществляли способом разливки с вытягиванием формируемой заготовки вверх и введением тугоплавких частиц карбида титана в центровую, плотность которых меньше плотности расплава. Сталь марки У7, выплавленная в индукционной печи, разливалась на модернизированной электрошлаковой установке. Температура стали перед разливкой 1650°С.
В качестве твердой фазы использовали карбид титана (TiC) в количестве 0,9 кг. Скорость подачи карбида титана в центровую определяли из соотношения:
,
где  ; ηМе=5·10-5 Па·с, ρTiC=4500 кг/м3, ρМе=7200 кг/м3, r=5·10-6 м, VC=2,9·10-3 м/с, z=0,005 м, τ=1740 с, τ=17 с, H=0,5 м.
; ηМе=5·10-5 Па·с, ρTiC=4500 кг/м3, ρМе=7200 кг/м3, r=5·10-6 м, VC=2,9·10-3 м/с, z=0,005 м, τ=1740 с, τ=17 с, H=0,5 м.
Подставив данные в формулу, получим CV (z, τ)=1,14·10-7 м3. Для обеспечения постоянного присутствия рассчитанной объемной доли CV (z, τ)=1,14·10-7 м3 на высоте, соответствующей вертикальной координате z, полученное значение через плотность пересчитываем на массу карбида титана и получаем, что в течение всего времени формирования литой заготовки карбид титана необходимо подавать со скоростью 0,000517 кг/с или 0,031 кг/мин.
Для уменьшения угла смачиваемости тугоплавких частиц в ковш перед разливкой присаживали металлический титан в количестве, равном объемной доле карбида титана 0,9 кг. Химический анализ проводился в ковше до введения карбида титана и после введения карбида титана в ковш. Скорость вытяжки заготовки из кристаллизатора составляла 0,03 м/мин. Полученная заготовка имела удовлетворительное качество поверхности, дефекты ликвационно-усадочного характера не обнаружены. Проведенный микроанализ показал, что было обеспечено равномерное распределение тугоплавких частиц по сечению заготовки (фиг.1).
Литая заготовка была подвергнута деформации на кв. 40 мм. Из деформированного металла были вырезаны образцы и подвергнуты испытанию на механические свойства в состоянии поставки. Режимы термической обработки: закалка - температура 800-820°С, охлаждающая среда - вода; отпуск - температура 300-320°С, выдержка при температуре отпуска 2 часа и последующее охлаждение на воздухе. Результаты измерения износостойкости свидетельствуют о том, что введение твердофазных частиц приводит к увеличению износостойкости на 14% по сравнению со сталью (фиг.2).
Таким образом, предлагаемый способ позволяет получить литую заготовку без дефектов ликвационно-усадочного характера и равномерным распределением частиц по сечению заготовки, что обеспечивает изотропию механических свойств. Введение металлического титана в расплав перед разливкой предотвращает выкрашивание упрочняющих частиц карбида титана из матрицы в процессе работы изделия в условиях высокого абразивного износа.
Промышленная применимость - получение литой заготовки для изготовления деталей, работающих в условиях высокого абразивного износа (шестерни, прокатные валки, трубная заготовка и т.д.).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения трубной заготовки методом непрерывного литья с вытягиванием заготовки вверх из кристаллизатора | 2015 |
|
RU2628225C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 1995 |
|
RU2080206C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТРУБНОЙ ЗАГОТОВКИ | 2008 |
|
RU2381087C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ТРУБНОЙ ЗАГОТОВКИ | 2010 |
|
RU2443505C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2012 |
|
RU2494833C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ ПОВЫШЕННОГО КАЧЕСТВА | 2009 |
|
RU2407606C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 2008 |
|
RU2362810C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК ЦЕНТРОБЕЖНЫМ ЛИТЬЕМ | 2016 |
|
RU2647975C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПЕНОАЛЮМИНИЯ | 1999 |
|
RU2180361C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ТИПА "СТАКАН" | 2013 |
|
RU2557854C1 |
Изобретение относится к области литейного производства. Способ включает заливку металлического расплава через сифонную литниковую систему в полость кристаллизатора, подачу в центровую тугоплавких частиц и вытягивание из кристаллизатора заготовки вверх. Вытягивание заготовки из кристаллизатора осуществляют со скоростью 0,028-0,032 м/мин. В качестве тугоплавких частиц используют частицы карбида титана. Перед разливкой в сталеразливочный ковш вводят металлический титан в количестве, равном объемной доле карбида титана. Способ позволяет получить литую заготовку с равномерным распределением частиц и обеспечить изотропию механических свойств по сечению. 1 з.п. ф-лы, 2 ил.
1. Способ непрерывного литья заготовок, включающий заливку металлического расплава через сифонную литниковую систему в полость кристаллизатора, подачу в центровую тугоплавких частиц и вытягивание из кристаллизатора заготовки вверх, отличающийся тем, что вытягивание заготовки из кристаллизатора осуществляют со скоростью 0,028-0,032 м/мин, в качестве тугоплавких частиц используют частицы карбида титана, которые подают в центровую со скоростью, определяемой из соотношения:
где: z - вертикальная координата рассматриваемого объема, м,
τ и τо - текущее время и время полного всплывания частицы, с,
Н - координата поверхности расплава, м,
Co v - средняя величина объемной доли частиц при τ=0,
CV(z, τ) - плотности распределения объемной доли частиц,
VC - стоксовская скорость установившегося движения частиц,
ρме - плотность металла, кг/м3,
ρTiC - плотность карбида титана, кг/м3,
ηMe - динамическая вязкость металла, Па·с,
r - радиус частиц карбида титана, м,
g=9,8 м/с.
2. Способ по п.1, отличающийся тем, что перед разливкой в сталеразливочный ковш вводят металлический титан в количестве, равном объемной доле карбида титана.
| Способ непрерывного литья заготовок | 1987 |
|
SU1526890A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 1995 |
|
RU2080206C1 |
| US 2004241032 A1, 02.12.2004. | |||

