Изобретение относится к области металлургии, в частности к получению полых трубных заготовок методом непрерывного литья с вытягиванием заготовок вверх из кристаллизатора.
Известен способ получения слитков, включающий непрерывную подачу металла через сифонную литниковую систему в кристаллизатор и вытягивание из него слитка вверх, при этом в процессе подачи металла осуществляют его модифицирование путем ввода тугоплавких модифицирующих частиц, через сифонную литниковую систему осуществляют подачу выплавляемого в индукционной печи металла, а тугоплавкие модифицирующие частицы вводят порционно под давлением в разливочный стакан в днище индукционной печи (RU №2080206, 6B20D 11/00, опубл. 27.05.1997).
В качестве ближайшего аналога выбран способ заливки металлического расплава через сифонную литниковую систему в полость кристаллизатора, подачу в центровую тугоплавких модифицирующих частиц и вытягивание из кристаллизатора заготовки вверх. Вытягивание заготовки из кристаллизатора осуществляют со скоростью 0,028-0,032 м/мин. В качестве тугоплавких модифицирующих частиц используют частицы карбида титана. Перед разливкой в сталеразливочный ковш вводят металлический титан в количестве, равном объемной доле карбида титана. Данный способ позволяет получить литую заготовку с равномерным распределением тугоплавких модифицирующих частиц и обеспечить изотропию механических свойств по сечению (RU №2376105, B22D 11/108, опубл. 20.12.2009).
Недостатком способа является то, что способ позволяет получить литую заготовку с равномерным распределением тугоплавких модифицирующих частиц и не позволяет получить полую трубную заготовку с равномерным распределением тугоплавких модифицирующих частиц.
Технической задачей изобретения является получение полой трубной заготовки методом непрерывного литья с вытягиванием заготовки вверх из кристаллизатора с равномерным распределением введенных тугоплавких модифицирующих частиц.
Указанная задача решается тем, что при введении тугоплавких модифицирующих частиц и вытягивании слитка увеличивается скорость вытягивания до 0,05-0,08 м/мин, что позволяет получить полую трубную заготовку с равномерным распределением введенных тугоплавких модифицирующих частиц.
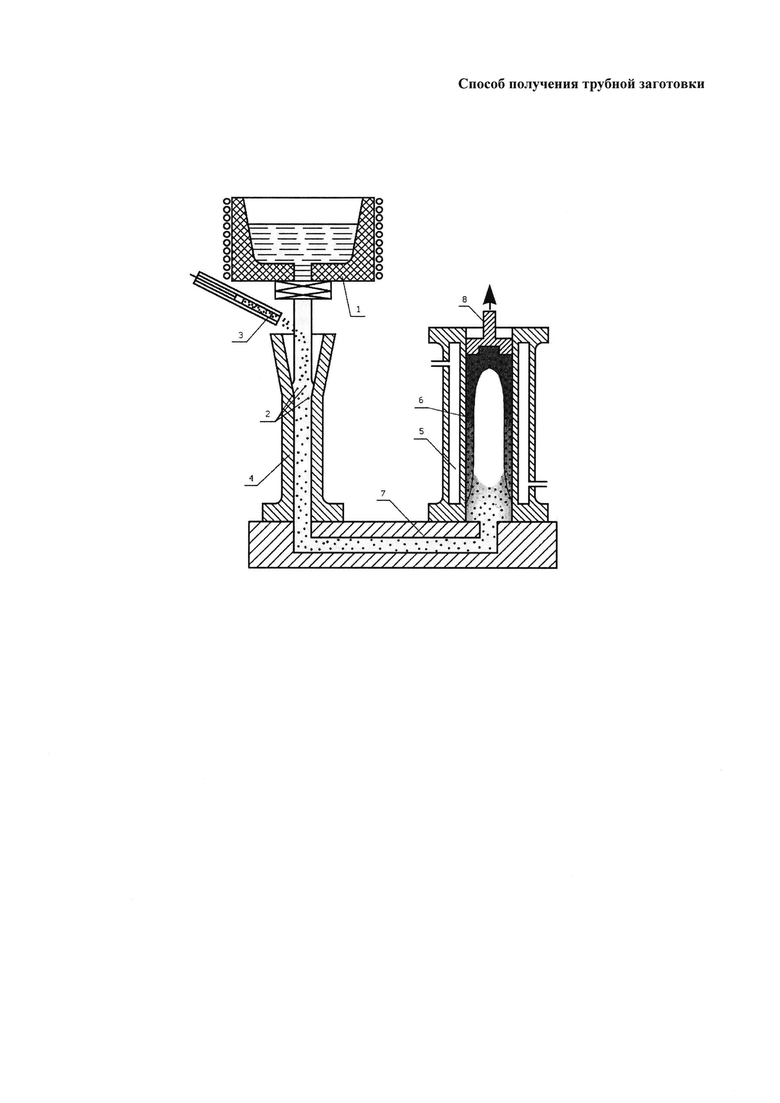
Изобретение иллюстрируется чертежом, где обозначено: 1 - индукционная тигельная печь, 2 - тугоплавкие модифицирующие частицы, 3 - устройство порционного ввода тугоплавких модифицирующих частиц, 4 - центровая литниковой системы, 5 - кристаллизатор, 6 - упрочненная трубная заготовка, 7 - поддон с литниковой системой, 8 - затравка.
Технический результат достигается тем, что металл из индукционной печи с организованным в ней донным выпуском в виде шиберного затвора по сифонной проводке поступает в водоохлаждаемый кристаллизатор, из которого формирующийся слиток вытягивается вверх. По мере уменьшения объема металла в тигле индукционной печи верхние витки индуктора отключаются, что позволяет поддерживать температуру жидкого металла постоянной в течение всего времени разливки. Устройство порционного ввода тугоплавких модифицирующих частиц под давлением в разливочный стакан позволяет вводить тугоплавкие модифицирующие частицы в жидкий металл при разливке, а механизм вытягивания слитка вверх позволяет равномерно распределять тугоплавкие модифицирующие частицы в кристаллизующейся заготовке. Первые минуты скорость вытягивания заготовки должна соответствовать скорости подачи металла для обеспечения закрепления заготовки в затравке. После закрепления заготовки в затравке необходимо обеспечить, чтобы скорость вытягивания была не менее 0,05 м/мин, это приведет к тому, что процесс кристаллизации будет иметь место только у стенок кристаллизатора, а внутренняя часть заготовки будет оставаться жидкой, это позволит вытягиваемой заготовке принять полый трубный профиль. В то же время скорость вытягивания трубной заготовки не должна превышать 0,08 м/мин во избежание нарушения целостности закристаллизовавшейся корочки металла, приводящее к разрыву заготовки.
Пример конкретного осуществления
Изучение возможности получения слитков по предлагаемому способу проводилось на индукционной печи ИСТ-0,06, оснащенной донным выпуском. Мощность преобразователя 160 кВт, частота тока 2,4 кГц. Контурное напряжение 800 В. Сифонная проводка выполнялась из стандартного сифонного припаса. Кристаллизатор медный, водоохлаждаемый, диаметр сечения кристаллизатора 100 мм. Механизм вытягивания выполнен в виде винта с затравкой и электродвигателя постоянного тока с редуктором, что обеспечивает вытягивание слитка в направлении, противоположном направлению фронта кристаллизации со скоростью до 0,05-0,08 м/мин. Для переплава была выбрана сталь марки 45, а в качестве тугоплавких модифицирующих частиц - карбид титана TiC, титан вводился в объеме 4% от массы подаваемого металла. Устройство порционного ввода тугоплавких модифицирующих частиц в разливочный стакан под давлением выполнено в виде трубы из графитошамота, тугоплавкие модифицирующие частицы подавались в разливочный стакан под давлением 1 кг/см2. В результате были получены три полых трубных заготовки с различной толщиной стенок с удовлетворительным качеством поверхности, а плотность распределения тугоплавких модифицирующих частиц в полученных заготовках составила 2 частицы/мкм2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 1995 |
|
RU2080206C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2007 |
|
RU2376105C2 |
| СПОСОБ ФОРМИРОВАНИЯ ТРУБНОЙ ЗАГОТОВКИ | 2008 |
|
RU2381087C1 |
| Способ непрерывного литья заготовок | 1987 |
|
SU1526890A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ТРУБНОЙ ЗАГОТОВКИ | 2010 |
|
RU2443505C1 |
| Способ легирования заготовки при помощи плавящегося электрода с покрытием в процессе электрошлакового переплава | 2019 |
|
RU2701698C1 |
| Способ модифицирования структуры литых заготовок из антифрикционной бронзы для диффузионной сварки со сталью (варианты) | 2021 |
|
RU2778039C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННОЙ ТРУБНОЙ ЗАГОТОВКИ | 2016 |
|
RU2643850C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК ЦЕНТРОБЕЖНЫМ ЛИТЬЕМ | 2016 |
|
RU2647975C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ТИПА "СТАКАН" | 2013 |
|
RU2557854C1 |
Изобретение относится к области металлургии и может быть использовано при непрерывном литье полой трубной заготовки. Способ включает заливку металлического расплава в полость кристаллизатора через центровую литниковой системы, подачу в центровую тугоплавких модифицирующих частиц и вытягивание полой трубной заготовки из кристаллизатора вверх. Вытягивание заготовки из кристаллизатора осуществляют со скоростью 0,05-0,08 м/мин. Обеспечивается равномерное распределение введенного модификатора в полой трубной заготовке. 1 ил., 1 пр.
Способ получения полой трубной заготовки методом непрерывного литья с вытягиванием заготовки вверх из кристаллизатора, включающий заливку металлического расплава в полость кристаллизатора через центровую литниковой системы, отличающийся тем, что в центровую подают тугоплавкие модифицирующие частицы, а вытягивание полой трубной заготовки из кристаллизатора осуществляют со скоростью 0,05-0,08 м/мин.
| US 4146079 A, 27.03.1979 | |||
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2007 |
|
RU2376105C2 |
| Способ непрерывного литья полых чугунных заготовок и устройство для его осуществления | 1975 |
|
SU772011A1 |
| Способ непрерывного литья слоистых заготовок | 1984 |
|
SU1583210A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 1995 |
|
RU2080206C1 |

