Изобретение относится к области переработки материалов, а именно к переработке и утилизации автошин.
Известен способ утилизации автошин, заключающийся в том, что покрышки подают к измельчителю, полученную в результате измельчения крошку отсасывают и подают в циклон, из которого ее подают в магнитный сепаратор для отделения металла, затем отделяют крупную фракцию порошка и текстиль от мелкой фракции порошка (патент РФ №2091225, МПК В29В 17/00, опубл., 27.09.1997).
Недостатками известного способа являются сложность его реализации и громоздкость применяемого оборудования.
Известен способ переработки изношенных покрышек, заключающийся в том, что автошины собирают в пакет, на транспортере подают на измельчение, например, путем фрезерования (патент РФ №2145541, МПК В29В 17/00, опуб. 20.02.2000).
Недостатками известного способа являются низкая унификация вспомогательного оборудования для переработки покрышек разного диаметра, а также его сложность и значительные габариты.
Техническим результатом заявленного изобретения являются упрощение процесса переработки, повышение надежности работы оборудования при расширении номенклатуры перерабатываемых покрышек.
Поставленная задача достигается тем, что автошины собирают в пакет, на транспортере подают на измельчение, например, путем фрезерования, согласно изобретению, пакет автошин образуют путем их установки одна на другую в вертикальном направлении, сжимают весь пакет при помощи стяжного устройства, размещенного внутри пакета автошин, а фрезу устанавливают по касательной к обрабатываемой поверхности пакета автошин с расположением оси вращения фрезы в плоскости, пересекающей продольную ось пакета автошин и со смещением оси вращения фрезы от продольной оси пакета автошин, а также выполняют фрезу торцевой с размещенными на ее торцевой поверхности сменными кассетами, на которых закреплены режущие твердосплавные пластины вдоль концентрических окружностей, при этом одновременно с вращением фрезы вращают пакет автошин относительно фрезы.
Поставленная задача достигается также тем, что режущая поверхность пластин может быть выполнена с радиусом, соответствующим радиусу автошины в зоне контакта с последней.
Поставленная задача достигается также тем, что перед сборкой автошин в пакет каждую из них могут центрировать при перемещении на транспортере с помощью подпружиненных направляющих.
Поставленная задача достигается также тем, что после центрирования автошины могут надевать одна на другую на направляющий стержень стяжного устройства, а после сборки пакета автошин их стягивают вдоль направляющего стержня.
Изобретение поясняется чертежами.
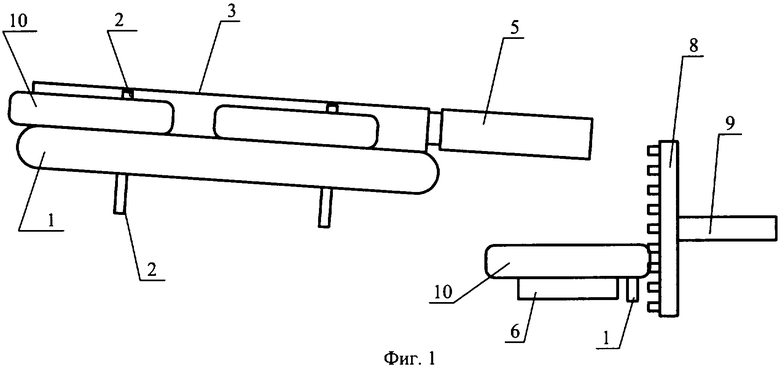
На фиг.1 представлена схема установки для утилизации автошин;
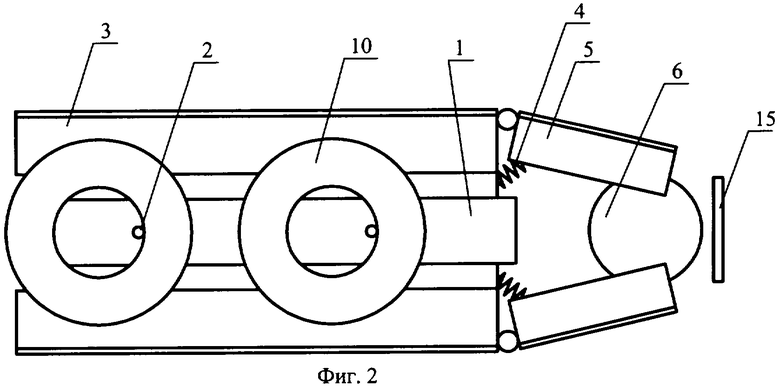
На фиг.2 - схема установки в плане;
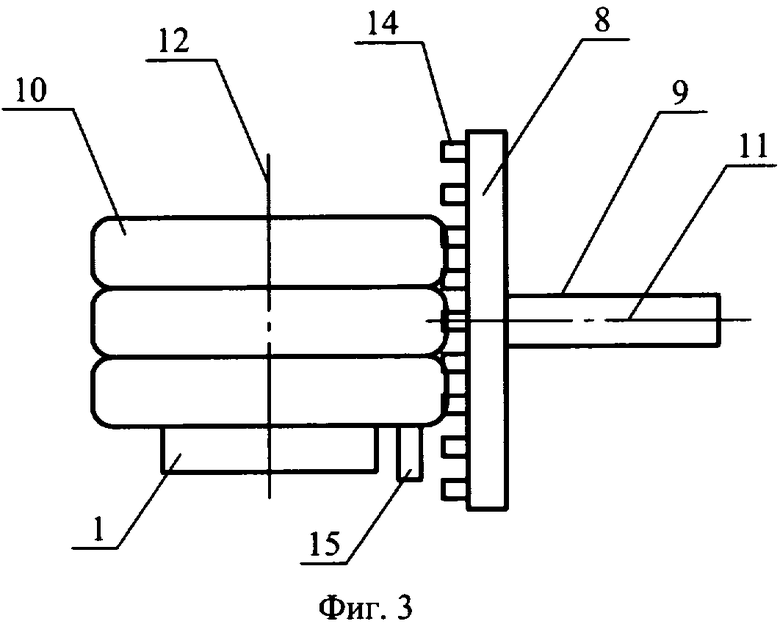
На фиг.3 показано взаимное расположение автошин и фрезы;
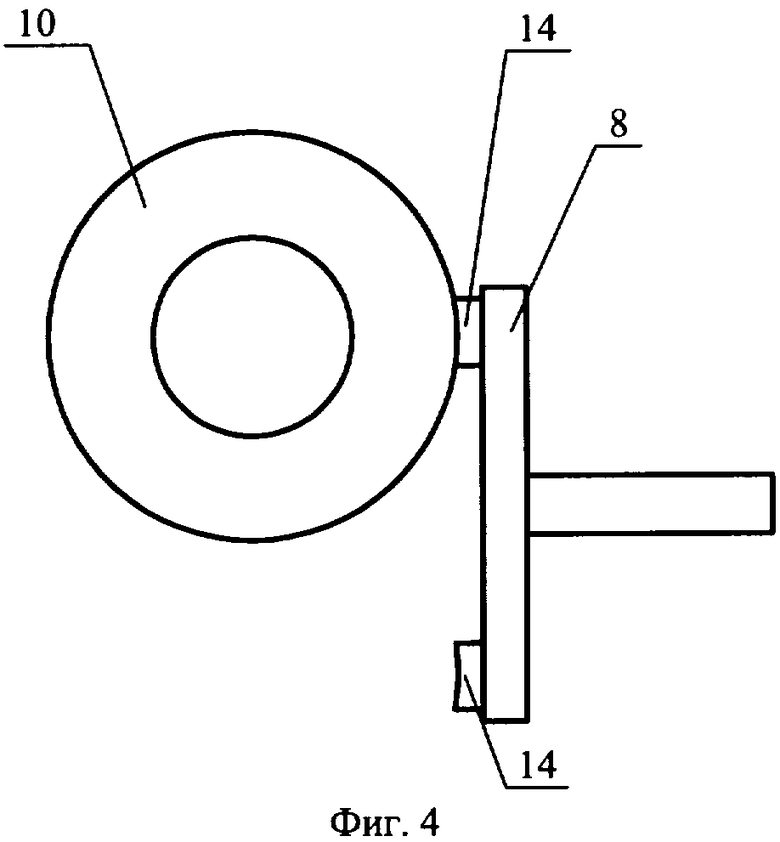
На фиг.4 - то же, вид А на фиг.3;
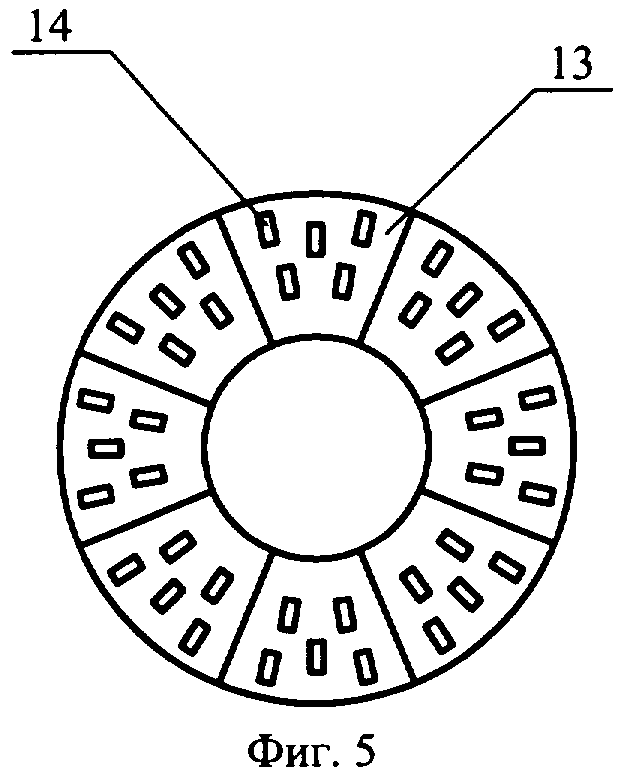
На фиг.5 - вид Б на фиг.3 на торцевую поверхность фрезы.
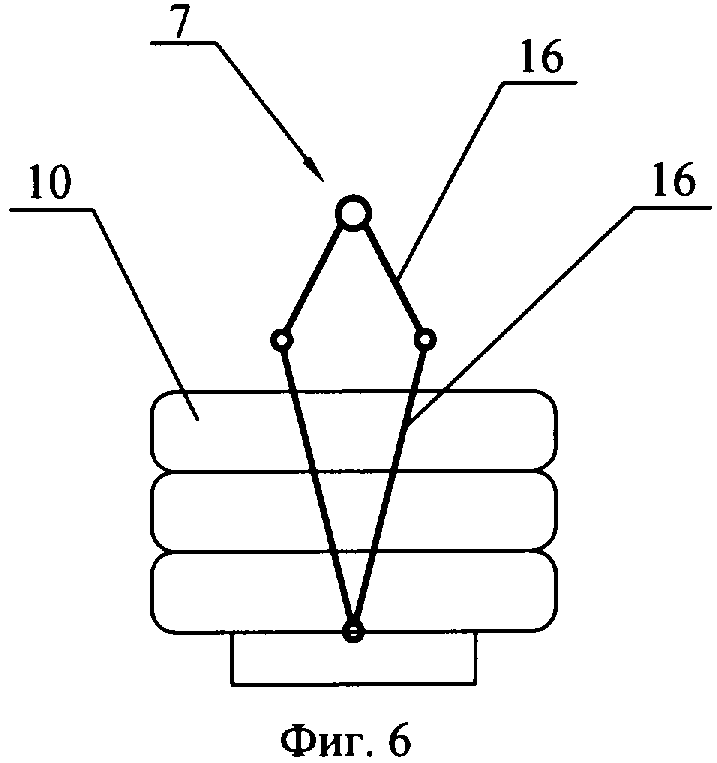
На фиг.6 показана схема стяжного устройства автошин в состоянии сборки пакета;
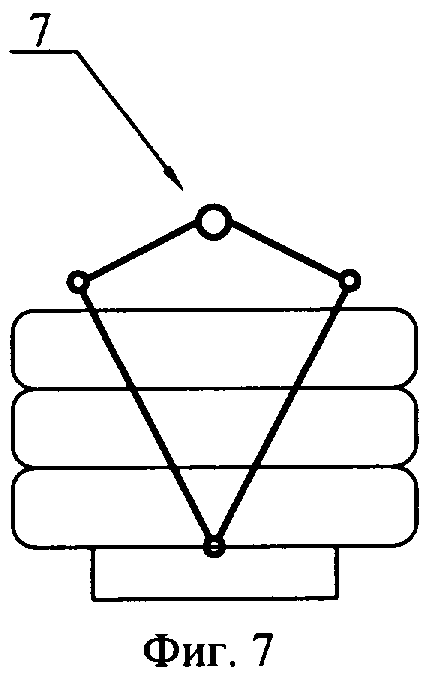
На фиг.7 - то же, в состоянии стягивания пакета автошин. Установка, с помощью которой реализуется заявленный способ, содержит транспортер 1 с закрепленными на его гибкой ленте шипами 2, неподвижные направляющие 3, расположенные вдоль транспортера 1. С неподвижными направляющими 3 шарнирно связаны подпружиненные при помощи пружин 4 направляющие 5. Со стороны подпружиненных направляющих 5 установлен загрузочный стол 6 со стяжным устройством 7. Непосредственно у загрузочного стола расположена торцевая фреза 8 с приводным валом 9. Фрезу 8 устанавливают по касательной к обрабатываемой поверхности пакета автошин 10 с расположением оси 11 вращения вала 9 фрезы 8 в плоскости, пересекающей продольную ось 12 (расположенную, например, вертикально) пакета автошин (например, в горизонтальной плоскости) и со смещением оси 11 от оси 12. Выполняют фрезу 8 с размещенными на ее торцевой поверхности сменными кассетами 13, на которых закреплены режущие твердосплавные пластины 14 вдоль концентрических окружностей.
Режущая поверхность пластин 14 выполнена с радиусом, соответствующим радиусу автошины в зоне контакта с последней.
Стяжное устройство выполнено в виде направляющего стержня 15, состоящего из нескольких звеньев 16, соединенных шарнирно с образованием, например, шарнирного четырехзвенника. В состоянии формирования автошин в пакет звенья 16 вытянуты вдоль продольной оси 12, а для стягивания пакета вершина четырехзвенника натягивается в сторону загрузочного стола 6 с возможностью поджима к нему автошин звеньями 16.
Установка работает следующим образом. Автошины 10 перемещают с помощью транспортера 1. Шипы 2 на гибкой ленте транспортера 1 зацепляют автошину, края которой взаимодействуют с неподвижными направляющими 3. На выходе из неподвижных направляющих 3 подпружиненные направляющие 5 центрируют каждую автошину 10 перед попаданием ее на загрузочный стол 6. При этом каждая автошина 10 надевается на направляющий стержень 15 (см. фиг.6). После формирования пакета автошин 10 последние стягиваются и прижимаются к загрузочному столу 6 стяжным устройством (как показано на фиг.7).
Затем производят фрезерование всего пакета с помощью фрезы 8, при этом вращают и загрузочный стол 6 вместе с пакетом автошин 10 вокруг оси 12. При такой организации обработка автошин производится с минимальными потерями и с образованием крошки наилучшего качества при минимальных габаритах установки и простоте устройства.
Выполнение фрезы 8 кассетной позволяет использовать твердосплавные режущие элементы 14 с подбором их взаимного расположения на кассете 13 в зависимости от типа автошин и режима обработки.
Таким образом, при использовании описанного способа переработки упрощается технологический процесс, упрощается конструкция, уменьшаются габариты и масса всей установки, что позволяет разместить всю установку на самоходном транспортном средстве. При таком решении проблемы возможна переработка покрышек непосредственно в местах их скопления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗА ДЛЯ ИЗМЕЛЬЧЕНИЯ МАТЕРИАЛА | 2007 |
|
RU2376066C2 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК | 2006 |
|
RU2325996C2 |
| ФРЕЗА ДЛЯ ИЗМЕЛЬЧЕНИЯ МАТЕРИАЛА И РЕЖУЩИЙ ЭЛЕМЕНТ ФРЕЗЫ | 2006 |
|
RU2325950C2 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 2007 |
|
RU2386535C2 |
| Сборная червячная фреза с групповой схемой резания | 2019 |
|
RU2720011C1 |
| Сборная червячная фреза | 2023 |
|
RU2814755C1 |
| Способ утилизации отходов в виде измельченного металлокорда от механической переработки автопокрышек и устройство для его осуществления | 2019 |
|
RU2715125C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВЫПУКЛЫХ ФАСОННЫХ ПОВЕРХНОСТЕЙ С КРИВОЛИНЕЙНЫМИ УЧАСТКАМИ ПРОФИЛЕЙ | 2010 |
|
RU2476295C2 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ КОЛОННЕ СКВАЖИНЫ | 2009 |
|
RU2399747C1 |
| Автоматическая переналаживаемая линия | 1976 |
|
SU654395A1 |
Способ заключается в том, что автошины собирают в пакет, на транспортере подают на измельчение, например путем фрезерования. Причем пакет автошин образуют путем их установки одна на другую в вертикальном направлении, сжимают весь пакет при помощи стяжного устройства, размещенного внутри пакета автошин. Фрезу устанавливают по касательной к обрабатываемой поверхности пакета автошин с расположением оси вращения фрезы в плоскости, пересекающей продольную ось пакета автошин и со смещением оси вращения фрезы от продольной оси пакета автошин. Фрезу выполняют торцевой с размещенными на ее торцевой поверхности сменными кассетами, на которых закреплены режущие твердосплавные пластины вдоль концентрических окружностей. При этом одновременно с вращением фрезы вращают пакет автошин относительно фрезы. Техническим результатом заявленного изобретения является упрощение процесса переработки, уменьшение габаритов и массы всей установки для осуществления способа, что позволяет разместить ее на самоходном транспортном средстве, а следовательно, обеспечивает возможность переработки расширенной номенклатуры автошин непосредственно в местах их скопления. 3 з.п. ф-лы, 7 ил.
1. Способ утилизации автошин, заключающийся в том, что автошины собирают в пакет, на транспортере подают на измельчение, например, путем фрезерования, отличающийся тем, что пакет автошин образуют путем их установки одна на другую в вертикальном направлении, сжимают весь пакет при помощи стяжного устройства, размещенного внутри пакета автошин, а фрезу устанавливают по касательной к обрабатываемой поверхности пакета автошин с расположением оси вращения фрезы в плоскости, пересекающей продольную ось пакета автошин и со смещением оси вращения фрезы от продольной оси пакета автошин, а также выполняют фрезу торцевой с размещенными на ее торцевой поверхности сменными кассетами, на которых закреплены режущие твердосплавные пластины вдоль концентрических окружностей, при этом одновременно с вращением фрезы вращают пакет автошин относительно фрезы.
2. Способ по п.1, отличающийся тем, что режущая поверхность пластин выполнена с радиусом, соответствующим радиусу автошины в зоне контакта с последней.
3. Способ по п.1, отличающийся тем, что перед сборкой автошин в пакет каждую из них центрируют при перемещении на транспортере с помощью подпружиненных направляющих.
4. Способ по п.2, отличающийся тем, что после центрирования автошины одна на другую надевают на направляющий стержень стяжного устройства, а после сборки пакета автошин их стягивают вдоль направляющего стержня.
| ЛИНИЯ ПЕРЕРАБОТКИ ШИН | 1998 |
|
RU2145541C1 |
| СПОСОБ РАЗДЕЛКИ И УПАКОВКИ АВТОМОБИЛЬНЫХ И ТРАКТОРНЫХ ШИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211145C2 |
| УСТРОЙСТВО ДЛЯ УТИЛИЗАЦИИ ОТРАБОТАННЫХ ШИН | 1995 |
|
RU2091225C1 |
| WO 9507146 A1, 16.03.1995 | |||
| WO 9912717 A2, 18.03.1999. | |||

