1
Изобретение относится к области машиностроения и может быть использовано при создании автоматических линий.
Известна автоматическая переналаживаемая линия, в которой переналадка заключается в смене наладок. Наладка включает в себя многошпиндельные головки, кондукторные плиты, расточные и резьбонарезные головки и приспособления - спутники 1.
Однако принятые способы переналадки усложняют конструкцию этой линии, так как на линии необходимо иметь несколько комплектов дорогостояш,их приспособлений - спутников, а также комплекты различных сменных элементов, приспособлеНИИ и силовых узлов. Кроме того, они трудоемки и занимают много времени.
Целью изобретения является упрош,ение конструкции и сокращение времени переналадки линии при обработке нескольких типоразмеров, например биметаллических секторов (сталь-чугун) тормозных систем авиаколес.
Для достижения этой цели установочные приспособления станков и транспортер содержат базовые элементы для всех типоразмеров обрабатываемых на линии деталей, а силовые головки, загрузочное устройство, механизмы поворота выполнены подвижными в направлении, параллельном продольной оси транспортера и снабжены механизмами для их закрепления в фиксированном положении.
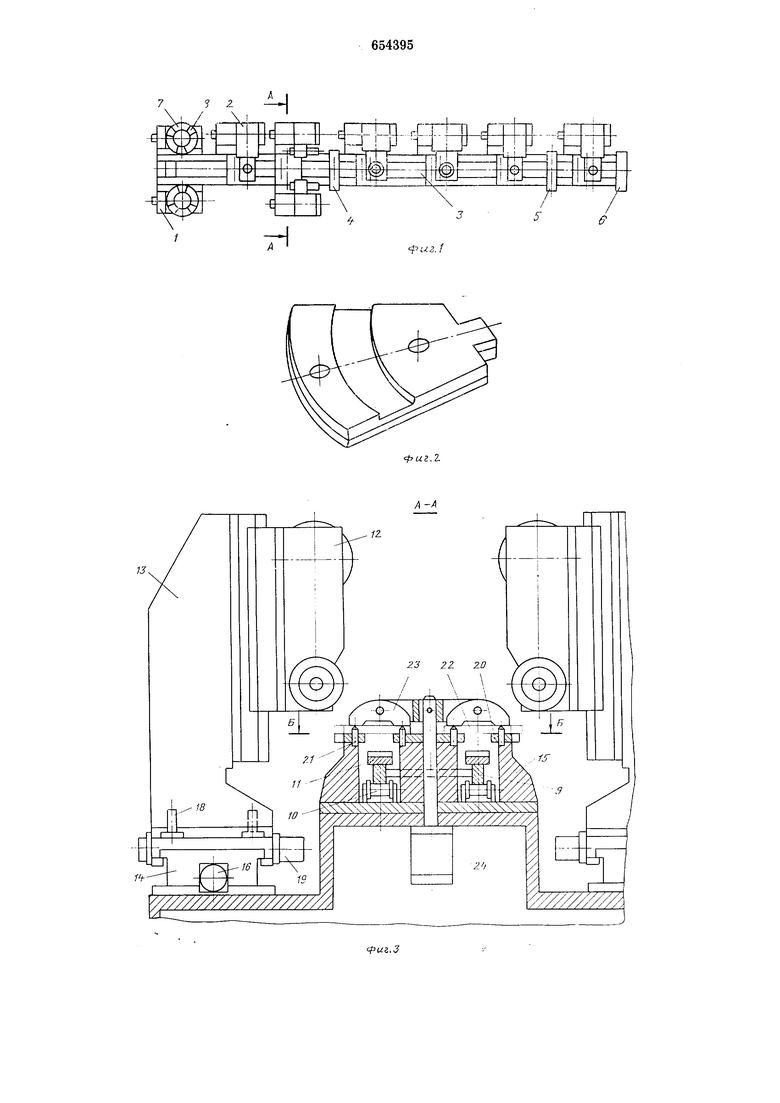
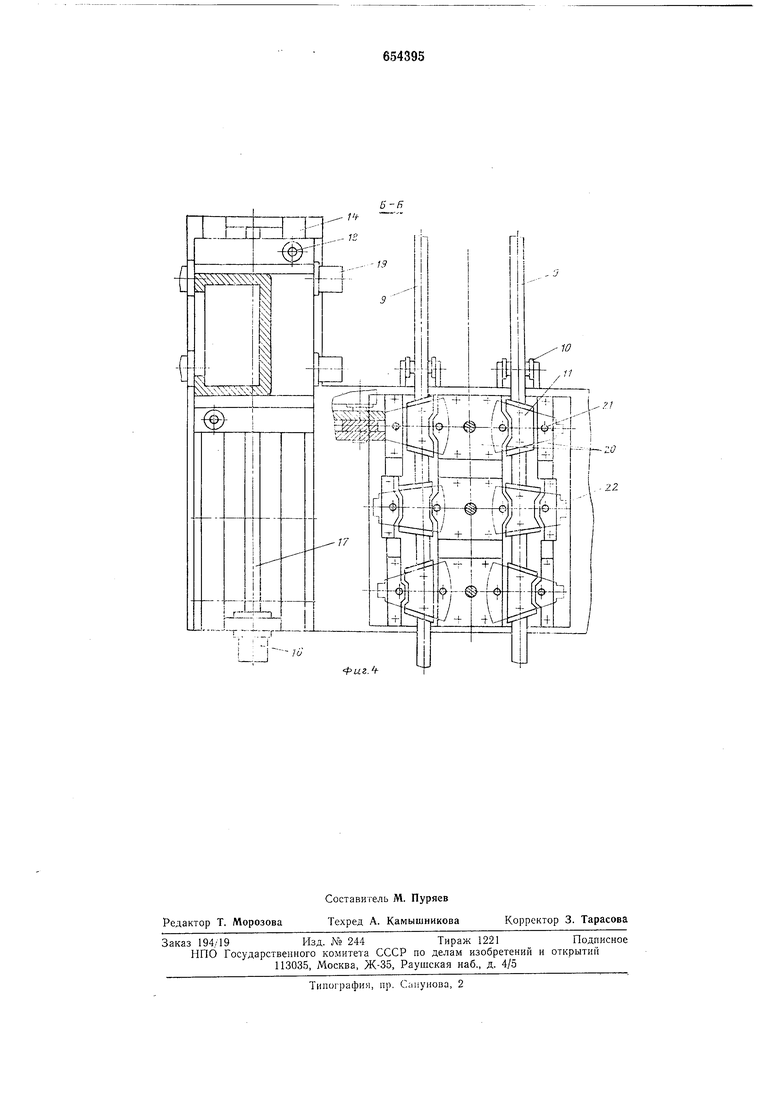
На фиг. 1 схематично изобрал ена автоматическая линия, вид в плане; на фиг. 2 - рисунок одной из обрабатываемых деталей; на фиг. 3 - разрез А-А на фиг. 1 (по одному из обрабатывающих станков); на фиг. 4 - разрез Б-Б на фиг. 3.
Для примера рассматривается автоматическая линия, рассчитанная на обработку секторов трех типоразмеров без приспособлений - спутников, которая состоит из двух (для повышения производительности на станках одновременно обрабатываются по две детали одного типоразмера) загрузочных устройств 1, вертикальных обраоатывающих станков 2, которые связаны транспортером 3. Для поворота секторов на ISO в горизонтальной плоскости в линию встроен механизм 4 поворота, а для поворота на 180 в вертикальной плоскости - механизм 5 поворота. В конце линии установлен приемник б для обработанных деталей.
Загрузочное устройство содержит поворотный диск 7 с тремя кассетами 8, в которые загружаются стопкой заготовки секторов соответственно трех типоразмеров.
Диск 7 имеет возможность поворачиваться вокруг вертикальной оси и перемещаться вдоль лииии для приведения в рабочее положение кассеты с секторами необходимого типоразмера.
Транспортер 3 вьшолнен в виде соединенных между собой двух штанг 9, которые опираются на ролики 10.
На штангах смонтированы базовые площадки И для захвата и перемещения обрабатываемых деталей. Площадки имеют разные размеры, зависящие от типоразмера сектора. Для каждого сектора на одной позиции предназначено по одной площадке на каждой штанге. Общее количество площадок на штанге зависит от числа позиций линии. Приводами движения транспортера (подъема, опускания, перемещения вдоль линии) могут быть гидравлические или иневматические цилиндры (на чертежах не показаны).
Обрабатывающие станки (на примере станка 2 для фрезерования шипа) состоят из силовых головок 12, смонтированных на вертикальных стойках 13, которые установлены на столах 14, а также установочных приспособлений 15.
Стол 14 имеет гидродвигатель 16 и винтовую передачу 17 для наладочного перемещения стойки с головкой вдоль оси транспортера, а также снабжен фиксаторами 18 и зажимными цилиндрами 19.
Установочное приспособление 15 содержит базовые элементы, в данном случае выполненные в виде плиток 20 с пальцами 21. Их количество и размеры обеспечивают установку секторов 22 трех типоразмеров. Каждому сектору соответствуют свои плитки и пальцы. Кроме того, приспособление имеет прижимы 23 и зажимные цилиндры 24.
Автоматическая линия работает следующим образом.
Заготовки секторов необходимого типоразмера подаются из загрузочных устройств 1 на соответствующие площадки 11 транспортера 3, который работает по циклу: подъем штанг 9 роликами 10 от цилиндра подъема, перемещение штанг с деталями по роликам вперед цилиндром подачи, опускание деталей на базовые элементы станков, возврат штанг в положении назад (без деталей). По команде срабатывают цилиндры 24, детали прижимаются к базовым плиткам. Затем включаются силовые головки станков и осуществляется обработка секторов. На первом станке сверлятся два отверстия. На этом станке детали базируются на плитках по наружному контуру, на всех остальных станках - по двум отверстиям и плоскости. На втором станке фрезеруются поверхности щипа (см. фиг. 4) набором фрез, на третьем станке носле поворота на 180° в горизонтальной плоскости
протачивается кольцевой паз, на четвертом-наружная радиусная поверхность, на пятом станке обрабатываются фаски в отверстиях и на шестом после поворота на
1ЬО обрабатываются цековки в отверстиях с обратной стороны. После завершения обработки осуществляется отжим деталей, и цикл работы линии иовторяется. В конце линии обработанные детали попадают в
приемник 6.
Переналадка линии на обработку секторов других типоразмеров заключается в следующем.
По команде с пульта унравления осуществляется перемещение стоек 13 с силовыми головками 12 столом 14 вдоль оси транснортера так, чтобы режущие инструменты заняли необходимое положение относительно тех базовых плиток установочных приспособлений, которые соответствуют данному типоразмеру сектора. В этом положении осуществляется фиксация столов фиксаторами 18 и зажим цилиндрами 19. Диски 7 загрузочных устройств 1 но
команде поворачиваются и перемещаются вдоль оси транспортера, кассеты 8, загруженные заготовками секторов необходимого типоразмера, занимают рабочее положение. Механизмы 4 и 5 поворота также перемещаются вдоль линии. При необходимости заменяются или настраиваются режущие инструменты, а транспортер и установочные приспособлеиия станков не требуют переналадки ввиду наличия базовых элементов для секторов всех тииоразмеров.
Формула изобретения
Автоматическая иереналаживаемая линия для механической обработки деталей,
содержащая связанные транспортером и расположенные в технологической последовательности обрабатывающие станки с установочными присиособлениями и универсальными силовыми головками, а также загрузочное устройство и механизмы поворота деталей, отличающаяся тем, что, с целью упрощепия коиструкции и сокращеиия времени при ее переналадке на обработку детали другого типоразмера, установочпые приспособления станков и транспортер содержат базовые элементы для всех типоразмеров обрабатываемых на линии деталей, а силовые головки, загрузочное устройство, механизмы поворота выполнены иодвижными в направлении, параллельном продольной оси транспортера,и снабжены механизмами для их закрепления в фиксированно.м положении. Источники информации,
принятые во внимание при экспертизе
1. Экспресс-информация, серия «Технология и оборудование механосборочного производства, № 36, 1975, с. 22-26.
fuz.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для обработки деталей с радиусными поверхностями | 1976 |
|
SU657969A1 |
| Приспособление-спутник к автоматическим линиям | 1985 |
|
SU1323343A1 |
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| Автоматическая линия для обработки лопаток | 1975 |
|
SU536037A1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2032518C1 |
| Автоматическая линия | 1980 |
|
SU889387A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ КОРПУСНЫХ ДЕТАЛЕЙ | 1972 |
|
SU426799A1 |
| Автоматическая линия | 1986 |
|
SU1465263A1 |
| Автоматическая линия агрегатных станков для механической обработки поршней и тому подобных деталей | 1950 |
|
SU94814A1 |
| Автоматическая линия для обработки деталей | 1985 |
|
SU1289656A1 |
Б-R
-22
puz.i
