Изобретение относится к области сварки, в частности к способам сварки сталей аустенитного класса, и может найти применение при изготовлении ответственных конструкций, например трубопроводов высокого давления, эксплуатирующихся на атомных станциях.
Характерным эксплуатационным дефектом сварных стыков трубопроводов типа Ду=300 контура многократной принудительной циркуляции атомной станции являются межкристаллитные коррозионные трещины в околошовной зоне. В США проблемы межкристаллитной коррозии аустенитных сталей под напряжением привлекла пристальное внимание специалистов уже в 1974 г. и превратилась с тех пор в одну из наиболее важных проблем, связанных с эксплуатацией американских АЭС [Румянцев В.В. «Трубопроводы на АЭС: повышение их надежности и долговечности», Атомная техника за рубежом, 1993 г., №3, с.3-8]. Появление и развитие межкристаллитной коррозии под напряжением в околошовной зоне сварных стыков связывают с влиянием следующих факторов: склонность аустенитных сталей к сенсибилизации в процессе термического цикла сварки; присутствие коррозийной среды (кислородсодержащей реакторной воды); действие соответствующих напряжений; наличие условий для зарождения трещин (концентраторы, дефекты сварки и т.д.).
Один из способов снижения влияния перечисленных факторов заключается в уменьшении напряжения растяжения в зоне сварных швов, особенно остаточных сварочных напряжений, путем выбора соответствующих режимов и технологии сварки. Снижение погонной энергии сварки также способствует получению низких значений напряжений на внутренней поверхности за счет компенсирующего влияния усадки от последующих проходов [В.И.Махненко, В.М.Шекер, Г.Ф.Розынка, Н.И.Пивторан «Остаточные сварочные напряжения в зоне кольцевых сварных стыков трубопроводов из аустенитных сталей», Автоматическая сварка, 1998, №11 (548)].
Ближайшим аналогом заявленного технического решения является способ получения сварного соединения, включающий механическую подготовку зоны сварки, разделку кромок с выполнением горизонтальной площадки (уса) с углом скоса кромок 9÷15°, шириной и толщиной горизонтальной площадки 3,0÷3,5 мм, заполнение разделки в процессе многопроходной автоматической аргонодуговой сварки неплавящимся электродом с использованием присадочной проволоки [Шмелева И.А. и др. Дуговая сварка стальных трубных конструкций. - М.: Машиностроение, 1986 г., с.60-74].
Недостатком ближайшего аналога является невозможность получить качественное сварное соединение на трубопроводах большого диаметра из стали аустенитного класса.
Задача, решаемая изобретением, - повышение качества сварного соединения.
Сущность изобретения состоит в том, что в способе автоматической аргонодуговой сварки труб из стали аустенитного класса, включающем механическую подготовку поверхности зоны сварки, разделку кромок с выполнением уса шириной 3,0÷3,5 мм и последующую многопроходную сварку неплавящимся электродом на постоянном токе прямой полярности с использованием присадочной проволоки, предложено разделку кромок осуществлять с выполнением уса толщиной 2,7÷3,0 мм, сварку первого прохода выполнять с погонной энергией 0,35÷0,55 МДж/м на импульсном токе, сварку второго прохода выполнять с погонной энергией 0,6÷0,86 МДж/м на импульсном токе при поперечных колебаниях электрода, а сварку третьего и последующих проходов выполнять с погонной энергией 0,62÷1,16 МДж/м стационарным током с поперечными колебаниями электрода.
Выбор толщины уса 2,7÷3,0 мм в сочетании с известной шириной уса 3,0÷3,5 мм позволяет, с одной стороны, применить присадочную проволоку, не увеличивая погонную энергию сварки уже при выполнении первого прохода, с другой стороны, обеспечить полное проплавление уса. Применение присадочной проволоки и импульсного режима сварки в первом проходе при средней погонной энергии сварочной дуги 0,35÷0,55 МДж/м позволяет, во-первых, повысить содержания ферритной фазы в корневом валике и улучшить его форму, во-вторых, снизить растягивающие сварочные напряжения в зоне термического влияния (ЗТВ) сварки. Улучшение формы корневого валика достигается за счет перераспределения соотношения факторов, ее определяющих, в пользу сил поверхностного натяжения. Повышение роли сил поверхностного натяжения позволяет при сварке вертикальных неповоротных стыков снизить усиление с внутренней стороны в нижнем положении, мениска в потолочном положении и исключить несплавления кромок на вертикальных участках. При сварке горизонтальных стыков удается снизить вероятность появления подрезов в корне шва. Снижение растягивающих сварочных напряжений в ЗТВ достигается за счет повышения пластических свойств металла шва. Указанные параметры сварки позволяют снизить угол скоса кромок до значений 8÷10°, уменьшив тем самым массу наплавленного металла и общее время пребывания ЗТВ в области наименьшей стабильности аустенита. Снижение времени пребывания ЗТВ в области наименьшей стабильности аустенита достигается также за счет оптимального сочетания погонной энергии сварочной дуги в каждом проходе, количества проходов. Значение погонной энергии сварочной дуги определялось в соответствии с ГОСТ 13585 по формуле:
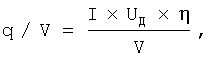 Дж/м
Дж/м
где I - сварочный ток, А;
UД - напряжение дуги, В;
V - скорость сварки, м/с;
η - эффективный кпд теплового действия дуги (для сварки в аргоне η≅0,65).
Выбор указанных значений погонной энергии сварочной дуги имеет следующий смысл. Нижнее значение погонной энергии сварочной дуги в первом проходе обусловлено необходимостью полного проплавления корня шва. Величина верхнего предела определяется необходимостью удержания сварочной ванны от вытекания. Во втором проходе увеличение погонной энергии сварочной дуги связано с поперечными колебаниями электрода и увеличением пути, совершаемого дугой в единицу времени. При этом нижняя граница погонной энергии сварочной дуги обусловлена условием перекрытия последовательно накладываемых соседних поперечных валиков. Верхняя граница определяется необходимостью удержания требуемой формы сварочной ванны и исключения прожога металла. Увеличение погонной энергии в третьем и последующих проходах связано с увеличением амплитуды поперечных колебаний электрода.
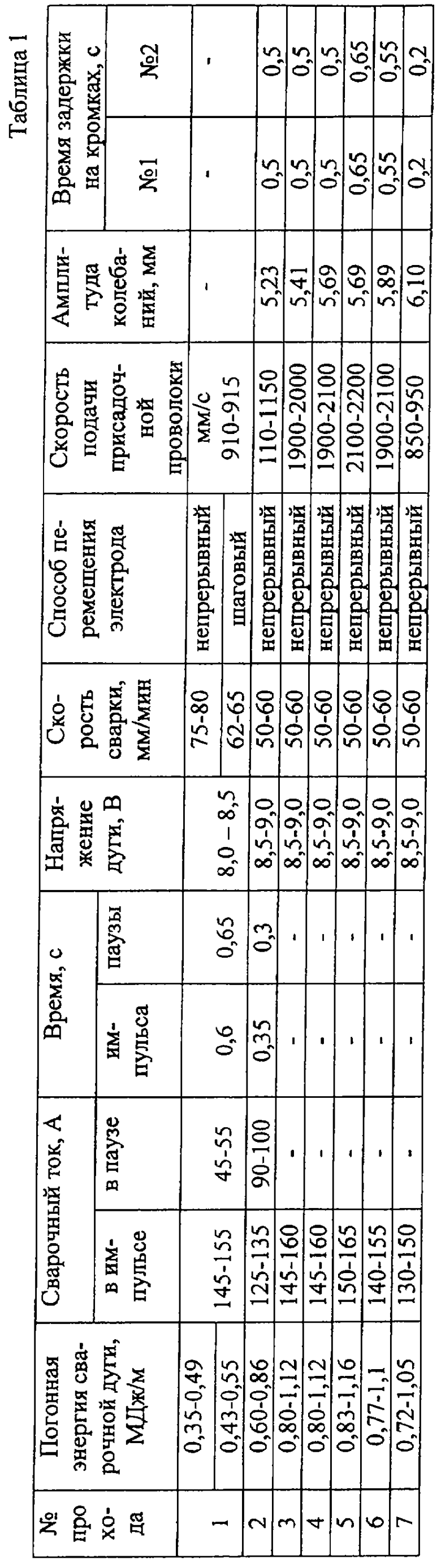
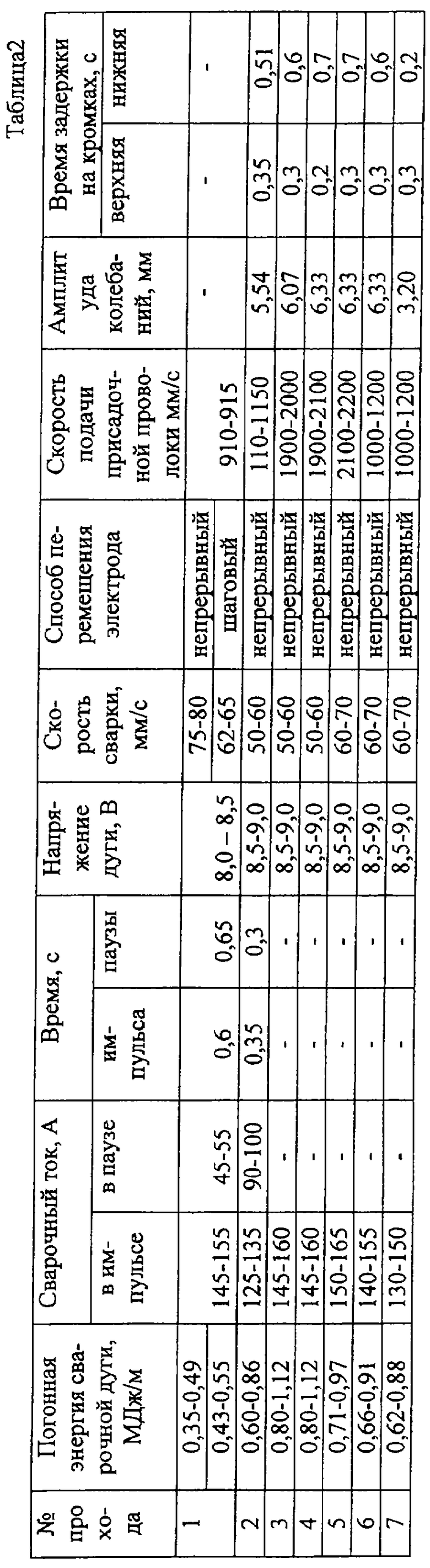
Способ сварки осуществляется следующим образом. Производят разделку кромок свариваемых труб с выполнением уса толщиной 2,7÷3,0 мм и шириной 3,0÷3,5 мм. Угол скоса кромок выбирают равным 8÷10°. Собирают сварное соединение на прихватках посредством ручной аргодуговой сварки неплавящимся электродом на токе прямой полярности с использованием присадочной проволоки с заданным содержанием ферритной фазы. Устанавливают сварочный автомат на сварное соединение. Во внутреннюю полость подают защитный газ аргон с расходом 6÷8 л/мин. Выполняют первый проход на импульсном токе прямой полярности с непрерывным или шаговым способом перемещения электрода и подачей присадочной проволоки в переднюю часть сварочной ванны. Значение средней погонной энергии сварочной дуги выбирают в диапазоне 0,35÷0,55 МДж/м, при этом номинальное значение погонной энергии сварочной дуги при непрерывном способе перемещения должно быть ниже, чем при шаговом способе перемещения. Данное обстоятельство связано с сжатием температурного поля поперек оси сварного шва при непрерывном перемещении сварочной дуги, при шаговом способе перемещения электрода во время импульса тока электрод неподвижен и температурное поле имеет близкие к круговым изотермы на поверхности уса. Второй проход выполняют на импульсном токе с поперечными колебаниями электрода в разделке и задержкой дуги на кромках разделки. При задержке дуги на кромке скорость непрерывного движении электрода вдоль оси шва сохраняется неизменной. Значение средней погонной энергии сварки во втором проходе выбирают в диапазоне 0,6÷0,86 МДж/м. Ток и время паузы дуги приходятся на момент поперечного перемещения электрода. Ток и время импульса дуги приходятся на момент движения электрода по кромке. Время прохождения дуги по кромке выбирается в диапазоне 0,35÷0,51 с в зависимости от пространственного положения сварного соединения. Третий и последующий проходы выполняют на постоянном токе прямой полярности с поперечными колебаниями электрода в разделке с временем задержки дуги на кромках 0,2÷0,7 с. Значение средней погонной энергии в третьем и последующем проходах выбирают в диапазоне 0,62÷1,16 МДж/м. Указанный способ сварки был проверен на контрольных сварных соединениях и использован для ремонта дефектных стыковых сварных соединений трубопроводов Ду 300 из стали аустенитно-го класса 08Х18Н10Т энергоблока 4 Ленинградской АЭС. Конкретные режимы сварки неповоротных стыковых соединений трубопроводов Ду 300 приведены в таблицах 1 и 2. В таблице 1 приведены режимы автоматической аргонодуговой сварки вертикальных неповоротных стыковых соединений трубопроводов. В таблице 2 приведены режимы автоматической аргонодуговой сварки горизонтальных неповоротных стыковых соединений трубопроводов.
В результате использования предложенного способа сварки время на проведение сварочных работ было сокращено, а сенсибилизация металла ЗТВ термическим циклом сварки была снижена до приемлемого уровня, что обеспечило удовлетворительную стойкость металла сварных соединений к межкристаллитному коррозионному растрескиванию под напряжением в условиях эксплуатации АЭС.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ИЗДЕЛИЯ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ПЕРЛИТНОГО КЛАССА ТОЛЩИНОЙ БОЛЕЕ 30 ММ | 2014 |
|
RU2574902C1 |
| Способ многодуговой многопроходной сварки электросварных труб большого диаметра | 2020 |
|
RU2743082C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2011 |
|
RU2454307C1 |
| Способ импульсно-дуговой сварки неплавящимся электродом | 1981 |
|
SU988489A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ изготовления электросварных труб диаметром от 508 до 1422 мм с толщиной стенки от 6 до 20 мм из аустенитных марок стали | 2022 |
|
RU2787204C1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2011 |
|
RU2475344C1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| СПОСОБ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА | 1996 |
|
RU2105646C1 |
Изобретение относится к области сварки, а именно к способам автоматической аргонодуговой сварки труб из сталей аустенитного класса при изготовлении ответственных конструкций, например трубопроводов высокого давления, эксплуатирующихся на атомных станциях. Способ включает механическую подготовку поверхности зоны сварки, разделку кромок с выполнением уса шириной 3,0-3,5 мм и последующую многопроходную сварку неплавящимся электродом на постоянном токе прямой полярности с использованием присадочной проволоки. Разделку кромок осуществляют с выполнением уса толщиной 2,7-3,0 мм. Сварку первого прохода выполняют с погонной энергией 0,35-0,55 МДж/м на импульсном токе. Сварку второго прохода выполняют с погонной энергией 0,6-0,86 МДж/м на импульсном токе при поперечных колебаниях электрода. Сварку третьего и последующих проходов выполняют с погонной энергией 0,62-1,16 МДж/м стационарным током с поперечными колебаниями электрода. Это позволит повысить производительность сварочных работ и повысить качество сварного соединения за счет снижения склонности металла сварного соединения к межкристаллитному растрескиванию. 2 табл.
Способ автоматической аргонодуговой сварки труб из стали аустенитного класса, включающий механическую подготовку поверхности зоны сварки, разделку кромок с выполнением уса шириной 3,0-3,5 мм и последующую многопроходную сварку неплавящимся электродом на постоянном токе прямой полярности с использованием присадочной проволоки, отличающийся тем, что разделку кромок осуществляют с выполнением уса толщиной 2,7-3,0 мм, сварку первого прохода выполняют с погонной энергией 0,35-0,55 МДж/м на импульсном токе, сварку второго прохода выполняют с погонной энергией 0,6-0,86 МДж/м на импульсном токе при поперечных колебаниях электрода, а сварку третьего и последующих проходов выполняют с погонной энергией 0,62-1,16 МДж/м стационарным током с поперечными колебаниями электрода.
| ШМЕЛЕВА И.А | |||
| и др | |||
| Дуговая сварка стальных трубных конструкций | |||
| - М.: Машиностроение, 1986, с.60-74 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ДОПУСТИМЫХ РЕЖИМОВ ЭЛЕКТРОДУГОВОЙ СВАРКИ АУСТЕНИТНЫХ СТАЛЕЙ И СПЛАВОВ | 2000 |
|
RU2187091C2 |
| Способ дуговой многопроходной сварки труб | 1983 |
|
SU1143554A1 |
| US 3406444 А, 22.10.1968 | |||
| Остаточные сварочные напряжения в зоне кольцевых сварных стыков трубопроводов из аустенитной стали | |||
| Автоматическая сварка | |||
| Способ и аппарат для получения гидразобензола или его гомологов | 1922 |
|
SU1998A1 |

