Предлагаемое изобретение относится к области термосиловой обработки (ТСО) длинномерных осесимметричных деталей типа «Вал» и может быть использовано в технологических процессах изготовления маложестких валов в механообрабатывающих цехах.
Известен способ обработки осесимметричных деталей, включающий деформирование заготовки сжатием или сжатием с кручением посредством пинолей при одновременном нагреве заготовок [1].
Недостатками данного способа являются ограниченная область применения (обрабатываются детали типа «Диск» с формообразованием, происходящим преимущественно за счет операции прокатки), большие усилия деформирования и неравномерность деформирования по длине заготовки.
Известно устройство для ТСО валов малой жесткости, содержащее стапель с захватами в концевых сечениях, причем стапель выполнен в виде труб из металла с коэффициентом линейного расширения, большим, чем у изделия [2].
Недостатком данного устройства является невозможность обеспечить стабильность прикладываемого усилия в процессе ТСО, что может привести к переупрочнению материала, неравномерной по длине заготовки остаточной деформации металла и, следовательно, к нестабильности размеров в эксплуатационный период, потере точности.
Наиболее близким способом к заявляемому изобретению, выбранному в качестве прототипа, является способ термосиловой обработки осесимметричных деталей, включающий статическое силовое воздействие на заготовку в процессе термообработки, цикл обработки разделяют на подциклы, в течение каждого из которых статическое силовое воздействие проводят в пределах выбранного участка заготовки, сначала путем последовательного закручивания данного участка в одну сторону с последующим растяжением, затем закручиванием в другую сторону с последующим сжатием за пределом действия закона упругости, причем управление пределом текучести при статическом силовом воздействии производят путем регулирования температурного воздействия на участок заготовки, а длину участка выбирают с учетом гармоник колебаний детали [3].
Недостатком данного способа является необходимость создания больших рабочих усилий растяжения-сжатия и кручения.
Задача, на решение которой направлено заявляемое изобретение, заключается в повышении качества изготовления заготовок маложестких осесимметричных деталей с достижением следующих результатов: повышение стабильности размеров и формы длинномерных маложестких осесимметричных деталей за счет устранения направленности осевых остаточных напряжений, оставшихся после заготовительной операции; уменьшение рабочих усилий деформирования за счет выбора рациональной схемы нагружения; уничтожение технологической наследственности за счет полной перестройки текстуры материала при чередовании приложенных внешних сил растяжения-сжатия заготовки, что ведет к более равномерному распределению осевых остаточных напряжений по длине заготовки (вала), так как при релаксации основное влияние на пластическую деформацию оказывает неравномерное распределение осевых остаточных напряжений, данный характер их распределения, не направленный и чередующийся по знаку, приводит к минимизации пластической деформации готового изделия в эксплуатационный период.
Данная задача решается за счет того, что в способ термосиловой обработки осесимметричных деталей включают разбиение обрабатываемой детали на «n» участков с длиной, равной не более восьми диаметров детали, поперечными предварительно проточенными канавками, глубиной не более половины величины фактического припуска. Далее вывешивают обрабатываемую деталь вертикально и с нижнего конца детали осуществляют монтаж установки силового деформирования одного участка обрабатываемой детали, причем делают это, начиная со второго - четного участка, при этом установка фиксируется специальными захватами в проточках обрабатываемой детали. После чего подключают источник нагрева данного участка, присоединением соответствующих клемм к обрабатываемому участку детали внутри проточек. Далее осуществляется нагрев до температуры со слабовыраженной зависимостью усилия от деформации, после чего производят осевое деформирование растяжением, чередуя при этом обрабатываемые участки, четные - растягивают, а нечетные - сжимают, при этом величины деформации должны превышать предел упругости на 2-4%. После достижения требуемого значения температуры, выдержки в напряженном состоянии при постоянной температуре (режим выстоя), нагревательный элемент отключают, а деформированный участок автоматически разгружают с постоянным усилием в функции снижения температуры, до температуры окружающей среды. Далее, пропуская нечетный участок обрабатываемой детали, деформируют следующий четный участок усилием растяжения, например четвертый, в результате этого происходит деформация - сжатие нечетного - третьего участка, который находится между вторым и четвертым - четными участками, подвергшимися растяжению. Далее аналогичным способом осуществляется деформация всех четных и нечетных участков детали до ее верхнего конца.
Устройство для ТСО может включать в себя систему управления, которая содержит датчик линейного перемещения, включенный в цепь управления, а также два силовых привода осевой деформации, кроме этого, система управления выполнена с возможностью управления и диагностики температуры нагрева участков обрабатываемой детали, имеющая в обратной связи датчик температуры (термопара или пирометр), при этом система управления управляет и скоростью осевой деформации обрабатываемой детали, причем последняя функционально связана с температурой нагрева, диагностируемой датчиком. Таким образом система управления содержит два контура управления: первый контур - управления величиной и скоростью осевой деформации участков детали, второй - управление температурой нагрева участков обрабатываемой детали, при этом каждый контур управления содержит датчики контроля величины управляемого параметра, включенный в контур обратной связи, и блок управления с задатчиками.
Предварительная проточка поперечных канавок с заданным шагом длины и глубины минимизирует и устраняет направленность поверхностных остаточных напряжений.
Нагрев на деформируемых пластической деформацией участках детали снижает предел прочности материала обрабатываемой детали и снижает требуемую величину силового воздействия, что способствует минимизации мощности и габаритов силового привода, а также способствует уменьшению габаритов корпуса установки.
Одновременный нагрев и знакопеременное пластическое осевое деформирование формирует однородную структуру материала заготовки и минимизирует уровень остаточных напряжений.
Контроль и управление температурного воздействия является эффективным средством в зоне слабой зависимости предела напряжения упругости от деформации стабилизации и минимизации остаточных напряжений от деформации.
Выбор конструкции захватов для осевого деформирования в виде двух параллельных пластин со встроенными сменными полукольцевыми стопорами позволяет фиксировать детали различных диаметров в довольно широком диапазоне.
Применение в конструкции объемных зажимов с встроенными сферическими подпятниками позволяет стабилизировать вектор осевых сил нагружения.
Силовой гидроцилиндр, охваченный теплоизолятором с наружной стороны корпуса и со встроенными тремя уплотнительными камерами, выполненными из гибкого эластичного материала и обеспечивающими облегание внутренних поверхностей цилиндра и торцов обоих поршней, позволяет устранить утечки в зазоре поршень-корпус и шток-крышка, что позволят выполнять требования пожарной безопасности в процессе нагрева детали.
Торцы выходных концов шток-поршней выполнены сферическими, что позволяет устранить неточность установки корпуса при перемещении его вдоль обрабатываемой детали и монтажа.
Система управления повышает эффективность обработки за счет оперативного регулирования значениями технологических параметров в функции процесса деформирования.
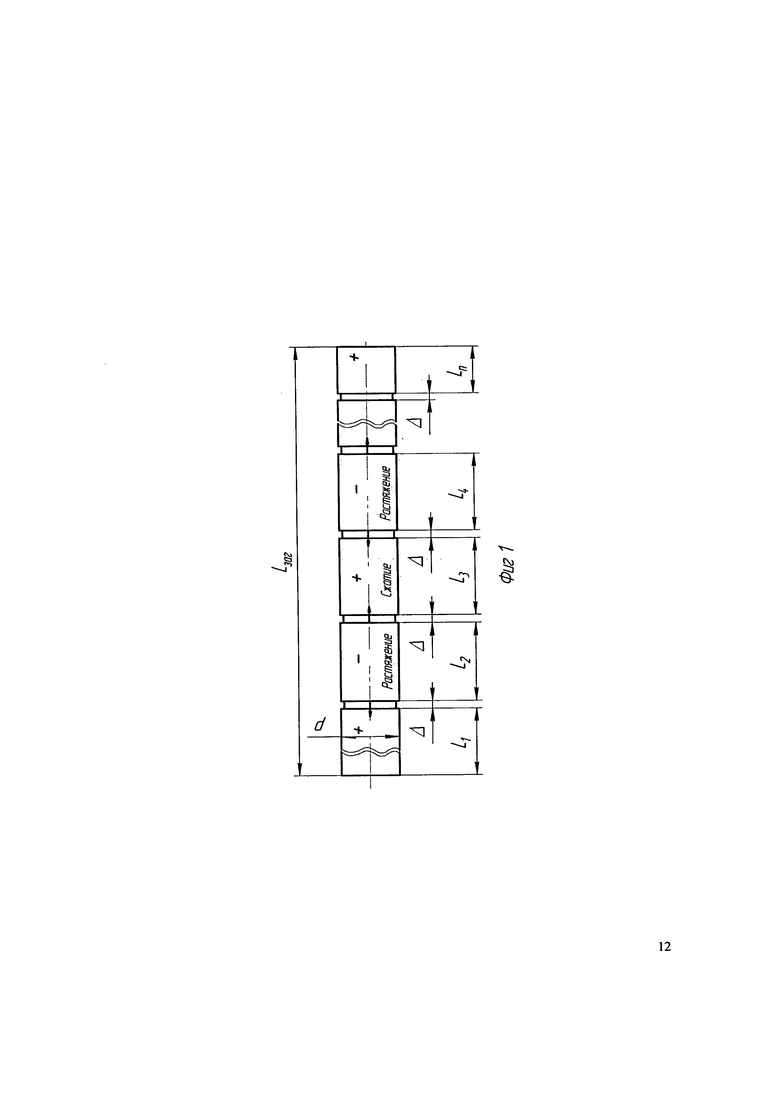
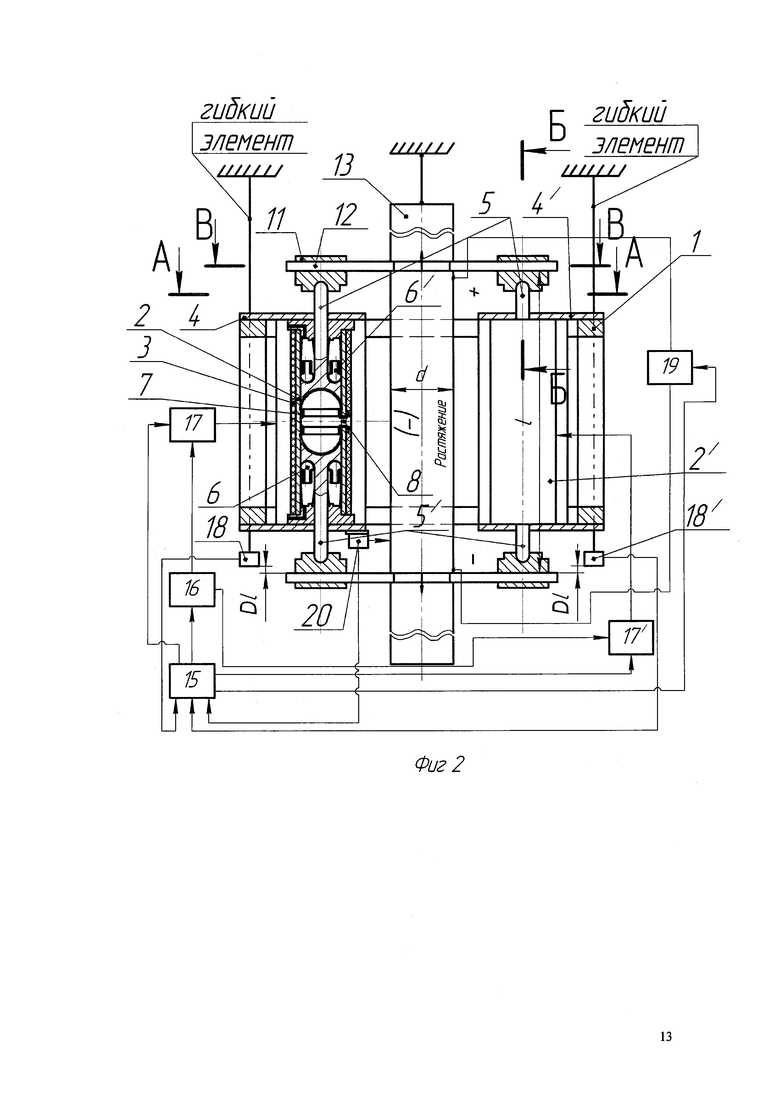
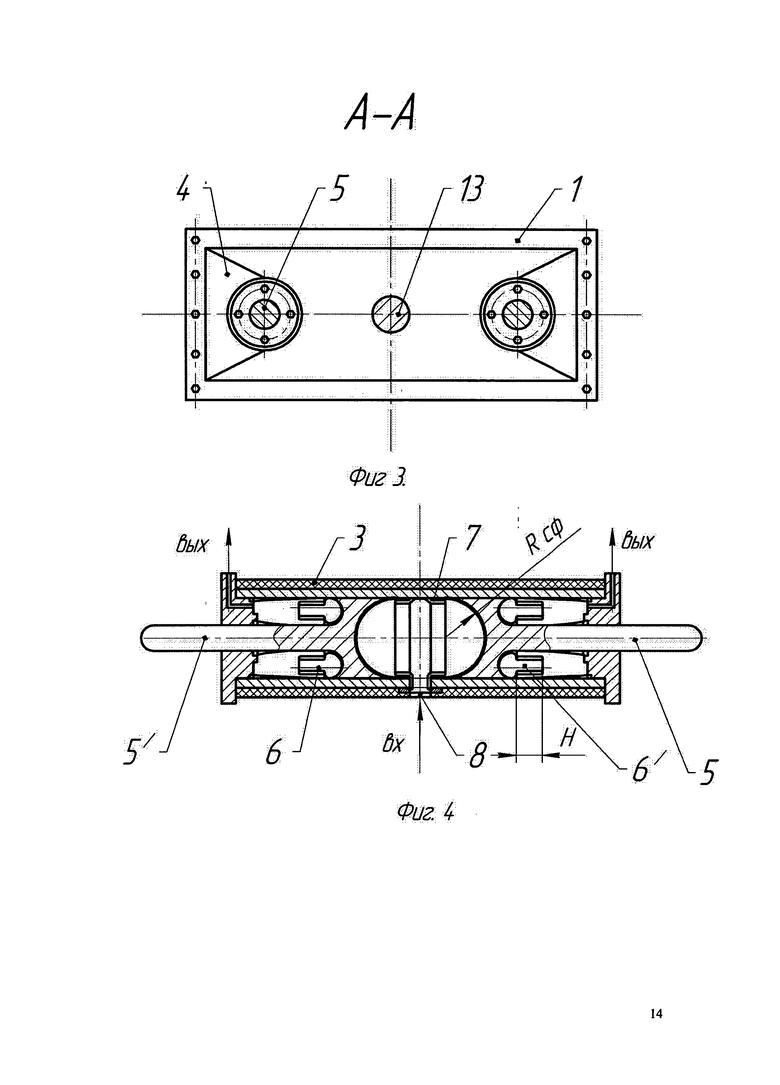
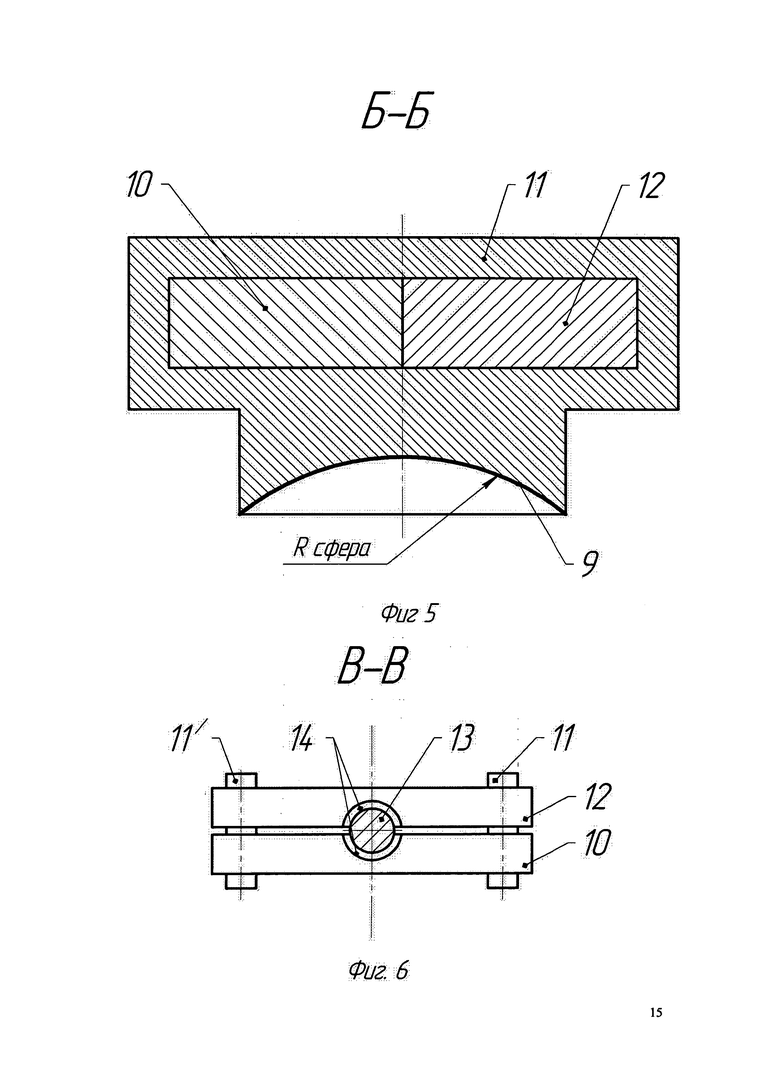
Предлагаемое изобретение иллюстрировано чертежами, представленными на фиг. 1-6. На фиг. 1 приведена схема механической обработки заготовки. На фиг. 2 приведен общий вид устройства. На фиг. 3 показан разрез А-А. На фиг. 4 показан общий вид силового гидроцилиндра. На фиг. 5 и фиг. 6 показаны соответственно разрезы Б-Б и В-В.
Способ осуществляется следующим образом. Деталь обрабатывается на токарном станке в самоцентрирующих люнетах - производится проточка радиальных канавок с равным шагом. Глубина канавок не должна превышать половины величины фактического припуска на последующую обработку. Длина участков, на которые разбивается заготовка при проточке канавок, определяется из условия жесткости обрабатываемой детали. Отношение длины участка к диаметру детали не должно быть более восьми, см. фиг. 1. Далее обрабатываемую деталь вывешивают вертикально на гибкой нити (например - тросе) и с нижнего конца заготовки осуществляют монтаж установки силового деформирования одного участка детали, причем делают это, начиная со второго - четного участка, при этом установка фиксируется специальными захватами в проточках обрабатываемой детали. После чего подключают источник нагрева данного участка присоединением соответствующих клемм к обрабатываемому участку детали внутри проточек. Далее осуществляется нагрев до температуры со слабовыраженной зависимостью усилия от деформации, после чего производят осевое деформирование растяжением, чередуя при этом обрабатываемые участки, четные - растягивают, а нечетные - сжимают, при этом величины деформации должны превышать предел упругости на 2-4%. После достижения требуемого значения температуры, выдержки в напряженном состоянии при постоянной температуре (режим выстоя), нагревательный элемент отключают, а деформированный участок автоматически разгружают с постоянным усилием в функции снижения температуры, до температуры окружающей среды. Далее, пропуская нечетный участок заготовки, деформируют следующий четный участок усилием растяжения, например четвертый, в результате этого происходит деформация - сжатия нечетного - третьего участка, который находится между вторым и четвертым - четными участками, подвергшимися растяжению. Далее аналогичным способом осуществляется деформация всех четных и нечетных участков заготовки до ее верхнего конца, фиг. 2.
Направленность осевых остаточных напряжений, обусловленная неравномерностью и неоднородностью распределения последних по длине, минимизируется по уровню остаточных напряжений, что снижает внутреннюю потенциальную энергию материала детали и способствует стабилизации геометрических размеров детали.
Устройство для ТСО длинномерных осесимметричных заготовок, фиг. 2, содержит корпус 1, на котором закреплены силовые гидроцилиндры 2 и 2/, наружная поверхность которых покрыта теплоизоляционным кожухом 3, крепление силовых гидроцилиндров 2 и 2/ на корпус 1 осуществляется кронштейнами 4 и 4/ с помощью болтового соединения, которое показано условно. Два шток-поршня 5 и 5/, фиг. 4, изолированы с обоих сторон уплотнительными камерами 6 (6/) и 7. Камеры 6 и 6/ выполнены в виде конической усеченной трубки, вывернутой наизнанку вовнутрь меньшим диаметром усеченного конуса с образованием двухслойной внахлест накладки из упругого эластичного материала, длина которой равна длине двойного хода штоков-поршней 5 и 5/, при этом конец меньшего диаметра закреплен на коническом участке крышки цилиндра, а конец большего диаметра - на торце корпуса цилиндра, причем накладки выполнены по диаметру штока и внутреннему диаметру поршня. Камера 7 выполнена в виде цилиндра, с обоих концов которого имеются сферические стенки с радиусом R и две накладки, причем длина накладок для всех камер L≤2Н, где L - ход, Н - длина накладок. Торцы шток-поршня 5 и 5/ выполнены в виде половины сферы с радиусом r. Рабочее давление в гидроцилиндр подается через отверстие 8.
Два сферических конца штоков 5 и 5/ упираются в объемные замки-подпятники 11 и 11/, на сферическую поверхность которых нанесен электроизоляционный слой 9, см. фиг. 5, где он показан условно, которые представляют собой объемные зажимы, осуществляющие фиксацию пластин 10 и 12 захвата заготовки 13, которые оснащены сменными полукольцевыми стопорами 14.
Двухконтурная система автоматического управления (САУ) состоит из блока управления 15, первый выход которого подключен к насосной станции 16 с управляемым редуктором давления (не показан), а второй и третий выход к электропреобразователям 17 и 17/, выходы преобразователей подключены к центральным входам силовых гидроцилиндров 2 и 2/, шток-поршни 5 и 5/ которых, см. фиг. 4, через объемные замки-подпятники 11 и 11/ и фиксирующие пластины захвата 10 и 12, через полукольцевые стопоры 14 замыкают силовой поток осевых растягивающих усилий. В обратной связи контуров управления осевой деформацией включены датчики линейных перемещений 18 и 18/, последние установлены на кронштейнах 4 и 4/, относительно пластин захвата 10 и 12.
Второй контур САУ включает в себя блок управления 15, четвертый выход которого подключен к входу блока питания постоянного тока 19, а выход которого подключен к заготовке 13, а в обратную связь контура включен датчик температуры - пирометр 20, установленный на кронштейне 4.
Устройство для ТСО обработки длинномерных осесимметричных деталей типа вал работает следующим образом. На заготовку 13 монтируют установку на втором четном участке путем фиксации в поперечных канавках с помощью двух пластин захвата 10 и 12 со стопорами 14 и одевают с двух сторон захватов 10 и 12 объемные замки-подпятники 11 и 11/, удерживая подвешенную конструкцию установки на тросах (показаны условно). Далее согласно алгоритму САУ включается первый контур управления, при этом блок управления 15 выдает сигнал управления на насосную станцию 16, давление в которой устанавливают заранее в функции физико-механических свойств деформированного материала, и на электропреобразователи 17 и 17/ последней перераспределяют давление в силовых цилиндрах 2 и 2/ при нагружении в центральную полость цилиндра, а при сбросе нагрузки в крайние его полости. Причем силовые гидроцилиндры 2 и 2/ крепятся на жестком корпусе 1 с помощью кронштейнов 4 и 4/. На наружных корпусах гидроцилиндров смонтированы теплоизоляционные кожухи 3, и вместе с цилиндрами закреплены на корпусе 1 с помощью кронштейнов 4 и 4/ болтовым соединением (на фиг. не показаны). Далее подается давление в рабочие силовые цилиндры 2 и 2/ (в центральную его часть) и выбираются зазоры между шток-поршнями 5 и 5/ и объемными замками-подпятниками 11 и 11/. Далее включается второй контур управления - нагревом заготовки. Выходной сигнал (согласно алгоритма) с блока управления 15 подается на источник постоянного тока 19, выходной сигнал которого через клеммы соединен с заготовкой 13 до зон захвата участка заготовки. Нагрев участка контролируется датчиком температуры 20, выход которого включен в обратную связь контура управления температурой. Нагрев участка заготовки осуществляется до температуры слабой зависимости усилия от деформации согласно заданному алгоритму. Нагретый участок растягивают с заданной скоростью до заданной величины деформации, но не более 4% деформации. Далее следует выдержка согласно технологии отпуска и разгрузка. Согласно контуру управления силового деформирования разгрузка проводится при постоянной нагрузке.
Список литературы
[1] - Патент РФ №2119842, кл. B21K 1/32, 1998 г.;
[2] - Патент РФ №2260628, кл. C21D 9/06, 2005 г.;
[3] - Патент РФ №2254383, кл. C21D 9/06, 2005 г.
Изобретение относится к области термомеханической обработки. Для повышения качества обработки детали её разбивают на «n» участков длиной, равной не более восьми диаметров детали, между участками протачивают поперечные радиальные канавки на глубину, равную половине припуска на максимальный диаметр детали, подвешивают деталь вертикально на гибком элементе и фиксируют четный участок, начиная с нижнего конца с помощью захватов, которые размещают внутри проточенных поперечных канавок, осуществляют нагрев указанного участка от источника постоянного тока до температуры отпуска и деформацию растяжением с превышением предела упругости на 2-4% с помощью силовых цилиндров, затем отключают нагрев, выдерживают деталь, разгружают с постоянной нагрузкой до температуры окружающей среды, затем фиксируют следующий четный участок, пропуская нечетные участки, далее аналогично проводят фиксацию, нагрев и деформацию растяжением всех четных участков с одновременным сжатием нечетных участков детали до её верхнего конца. Способ реализуют в устройстве, содержащем корпус с захватами, силовым приводом и нагревательными элементами. Каждый захват выполнен в виде двух пластин со встроенными сменными стопорами и размещенных с обеих сторон пластин объемных замков-подпятников, причем цилиндры силовых приводов закреплены вертикально, параллельно оси детали, и каждый из них имеет три герметичные камеры, выполненные из упругого эластичного материала, причем каждый силовой цилиндр имеет два шток-поршня. 2 н.п. ф-лы, 6 ил.
1. Способ термосиловой обработки осесимметричных длинномерных деталей, включающий силовое воздействие на обрабатываемую деталь с превышением предела упругости материала в процессе полного цикла термообработки, в течение которого силовое воздействие производят в пределах выбранного участка обрабатываемой детали, управление пределом текучести материала детали при силовом воздействии путем регулирования температурного воздействия на выбранный участок, отличающийся тем, что обрабатываемую деталь разбивают на «n» участков с длиной, равной не более восьми диаметров детали, между участками протачивают поперечные канавки на глубину, равную половине припуска на максимальный диаметр детали, подвешивают деталь вертикально на гибком элементе и фиксируют четный участок, начиная с нижнего конца с помощью захватов, которые размещают внутри проточенных поперечных канавок, осуществляют нагрев указанного участка от источника постоянного тока до температуры отпуска и одновременно силовое воздействие путем деформации растяжением величиной, превышающей предел упругости на 2-4% с помощью цилиндров силовых приводов, затем отключают нагрев, выдерживают деталь, разгружают с постоянной нагрузкой до температуры окружающей среды, затем фиксируют следующий четный участок, пропуская нечетные участки, далее аналогично проводят фиксацию, нагрев и деформацию растяжением всех четных участков с одновременным сжатием нечетных участков детали до её верхнего конца.
2. Устройство для термосиловой обработки осесимметричных длинномерных деталей способом по п.1, содержащее корпус с закрепленными на нем захватами, силовым приводом и нагревательными элементами, соединенными с источником постоянного тока, при этом каждый захват выполнен в виде двух пластин со встроенными сменными стопорами и размещенных с обеих сторон пластин объемных замков-подпятников, при этом цилиндры силовых приводов закреплены вертикально, параллельно оси детали и каждый из них имеет три герметичные камеры, выполненные из упругого эластичного материала, причем каждый цилиндр силового привода имеет два шток-поршня, которые изолированы с обеих сторон упомянутыми герметичными камерами, а центральная камера выполнена в виде цилиндра с внутренними накладками из упругого эластичного материала.
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254383C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2260628C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2381281C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ МАЛОЖЕСТКИХ ВАЛОВ | 2011 |
|
RU2462518C1 |

