Изобретение относится к способу для очистки и для удаления окалины с тонких слябов, слябов и полос в установках горячей прокатки, установках обработки полосы или подобных установках, а также к устройству для осуществления способа.
При прокатке на установках горячей прокатки на слябах или полосе при транспортировке через печь образуется устойчивая окалина. Эта окалина, как правило, удаляется устройствами гидросбива перед началом прокатки. При этом вода под высоким давлением (примерно 200-380 бар) распыляется на горячую поверхность. Вследствие подачи воды помимо желательного удаления окалины также происходит и нежелательное значительное охлаждение полосы. В прокатных установках, которые находятся в непосредственной связи с литейными установками, то есть прокатка осуществляется со скоростью разливки, этот эффект охлаждения при низкой скорости транспортировки является особенно негативным.
В установках обработки полосы окалина удаляется, как правило, посредством линий травления перед началом прокатки. В этом случае полосу проводят через кислотную ванну (соляная кислота, серная кислота, смесь кислот). При химическом взаимодействии осуществляется желательный процесс очистки. Данный способ является, тем не менее, затратным и из-за применения кислотной ванны оказывает значительное воздействие на окружающую среду.
В документе DE 19953230 C2 описан способ холодной прокатки, в котором в зазоре между валками вместо охлаждающей жидкости вдувается инертный газ, который имеет температуру ниже комнатной температуры, и которая также ниже температуры прокатываемого материала, а из документа WO 02/087803 известны способ и устройство для подачи инертного газа вблизи к зазору между валками, однако данные способы для холодной прокатки не могут быть спроецированы на условия горячей прокатки или на условия обработки полосы.
Таким образом, проводились поиски альтернативы, которая обеспечивала бы минимизацию потерь температуры при удалении окалины при горячей прокатке и улучшение эффекта очистки, а также было бы применимо для очистки полосы в установках обработки полосы.
Предпочтительное решение данной задачи представляется в применении криогенов для очистки и удаления окалины со слябов или полос. При этом речь идет о жидких газах, например жидком азоте или диоксиде углерода. Газы могут использоваться в чистом виде или с применением сжатого воздуха или с другими подходящими несущими средами. Жидкий газ как аналог воды в установках гидросбива распыляется на поверхность сляба или полосы или на полосу, с которой удаляют окалину. Поскольку речь идет тем не менее о жидком газе, происходит его улетучивание после контакта с поверхностью и достигается минимальное снижение температуры. Затем неопасный газ отсасывают вместе с частицами пыли и окалины. Очистка и удаление окалины базируются на трех эффектах:
- термический эффект - возникают микротрещины в слое окалины и между окалиной и полосой,
- кинетический эффект - жидкие частицы попадают на поверхность и проникают в полученные зазоры,
- фазовый переход - мгновенное увеличение объема жидких газов разрывает слой окалины или слой загрязнений.
При использовании такого процесса при горячей прокатке в установке горячей прокатки полосы достигаются следующие преимущества:
- удаление окалины,
- незначительные потери температуры при очистке поверхности, при этом
незначительные потери температуры позволяют:
- экономить энергию нагрева, то есть выбирать более низкую температуру в печах,
- уменьшить конечную толщину катаной полосы при достаточной температуре в конце прокатки,
- расширить возможности установок (совмещенный литейно-прокатный процесс),
- исключить обычные устройства гидросбива с соответствующей экономией воды под давлением и снижением расхода энергии,
- ожидать меньшей неоднородности температуры по толщине полосы,
- дополнительно к эффекту удаления окалины рядом с местом обработки окружить участок полосы инертным газом (поскольку газ распределяется). Таким образом, в данном месте предотвращается повторное образование окалины.
При использовании такого процесса при обработке полосы достигаются следующие преимущества:
- удаление окалины,
- снижение расхода кислоты на участке травления,
- снижение расхода энергии на участке травления,
- укорачивание емкостей травления и исключение одной или нескольких ступеней травления,
- повышение эффективности альтернативных способов удаления окалины,
- повышение эффективности имеющихся линий травления,
- удаление окалины азотом вместо правильно-растягивающего устройства (окалиноломателя).
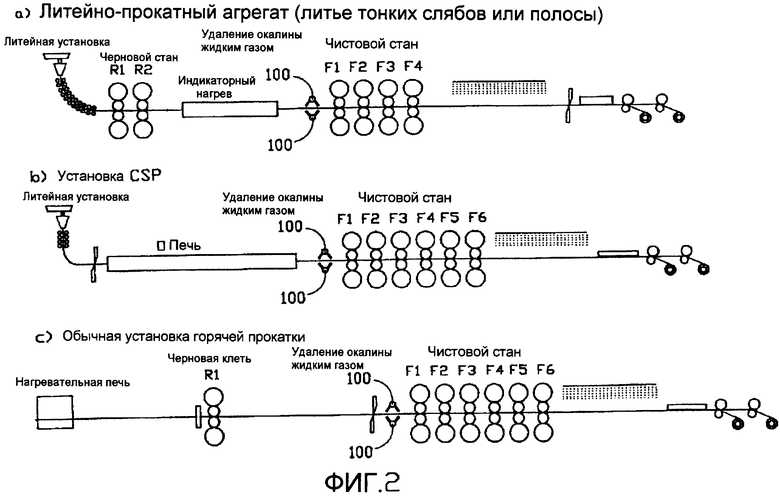
На фиг.1-6 показаны возможные места размещения устройства удаления окалины жидким газом в установках горячей прокатки:
фиг.1 изображает расположение после литейной установки, перед прокатным станом или печью. В таком случае скорость транспортировки особенно низкая. Традиционное удаление окалины поэтому трудно реализуется,
фиг.2 показывает расположение перед чистовым станом,
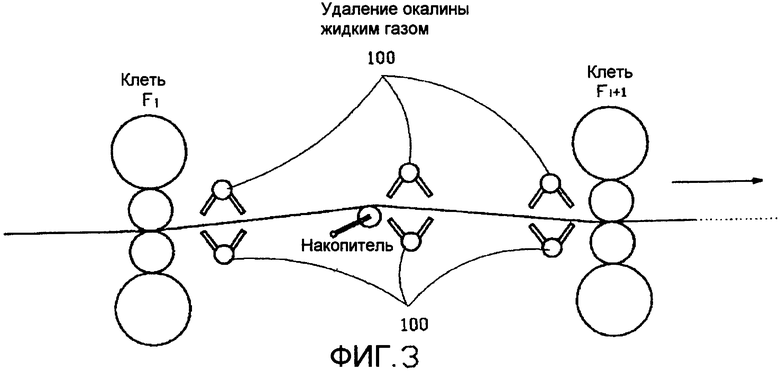
фиг.3, 4 показывают расположение между двумя клетями чистового стана; вследствие удаления тонкого слоя окалины предотвращается закатывание вновь образующейся вторичной окалины. Для уменьшения толщины окалины у готового рулона с целью увеличения скорости травления удаление окалины жидким газом осуществляется немного впереди тянущей клети/моталки (фиг.4),
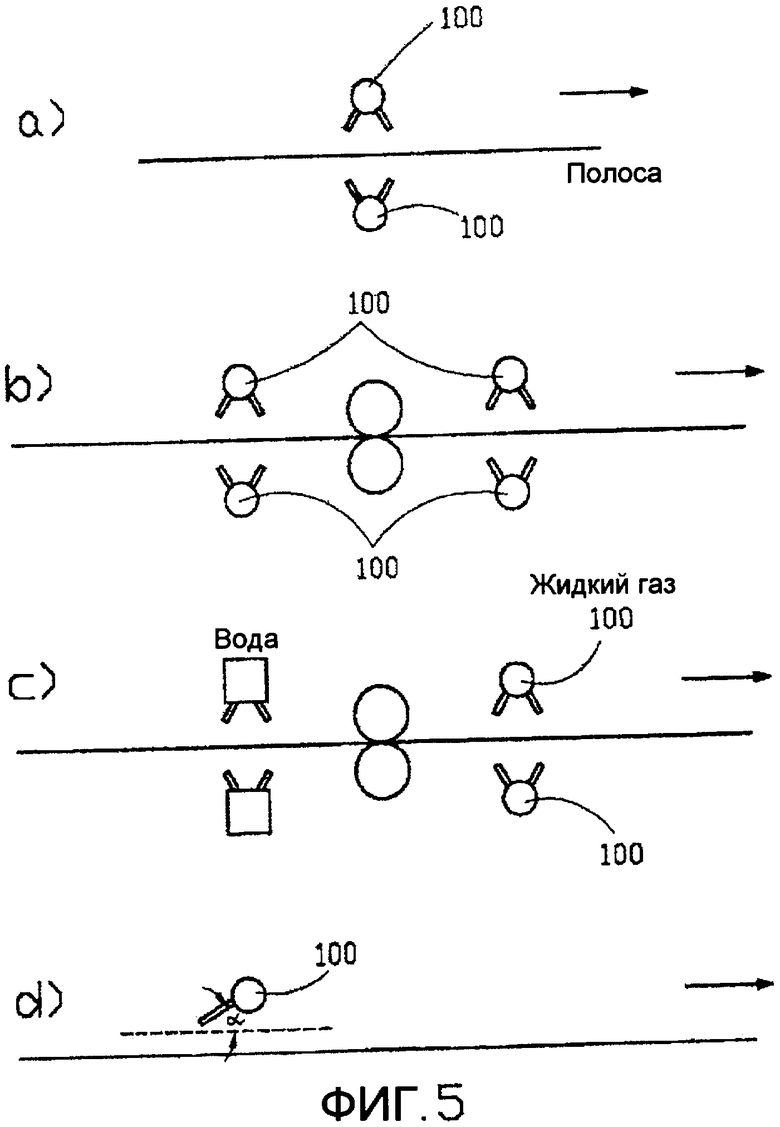
фиг.5 показывает выполнение устройства очистки жидким газом в качестве единственного средства очистки, выполненного с одной или несколькими распылительными балками, которое также может комбинироваться с традиционным удалением окалины или очисткой полосы при низком давлении,
фиг.6 показывает выполнение отсасывания газов и частиц окалины, кроме того, на фиг.6 показано экранирование распределительной линии от горячей полосы. Следует отметить, что сопло расположено максимально близко к полосе для достижения максимального воздействия и попадания жидкости на поверхность перед испарением.
Возможными местами размещения устройства удаления окалины жидким газом в установке обработки полосы являются:
1. Расположение в дополнение к правильно-растягивающему устройству, то есть сопла встроены или размещены непосредственно на правильно-растягивающем устройстве. Такое расположение также целесообразно для монтажа, так как в этом случае уже имеются отсасывающие устройства.
2. Расположение устройства удаления окалины жидким газом как "отдельно стоящего" или вместо правильно-растягивающего устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБА | 2010 |
|
RU2493925C2 |
| СПОСОБ И ЛИТЕЙНО-ПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ПОЛОСЫ, В ЧАСТНОСТИ СТАЛЬНОЙ ПОЛОСЫ, С ВЫСОКИМ КАЧЕСТВОМ ПОВЕРХНОСТИ | 2006 |
|
RU2414978C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОЧИСТКИ СЛЯБОВ, ТОНКИХ СЛЯБОВ, ПРОФИЛЕЙ И ПОДОБНОГО | 2006 |
|
RU2377089C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОКАЛИНЫ С МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2009 |
|
RU2481907C2 |
| УСТАНОВКА ГОРЯЧЕЙ ПРОКАТКИ | 2002 |
|
RU2297889C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ СЛЯБОВ В ПРОИЗВОДСТВЕННОЙ ЛИНИИ | 2011 |
|
RU2522409C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОКАТА В ВИДЕ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ ИЗ КРЕМНИСТОЙ СТАЛИ НА БАЗЕ ТОНКИХ СЛЯБОВ | 2007 |
|
RU2393240C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 1996 |
|
RU2138344C1 |
| КОМБИНИРОВАННАЯ ЛИТЕЙНО-ПРОКАТНАЯ УСТАНОВКА И СПОСОБ БЕСКОНЕЧНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ ЧИСТОВОЙ ПОЛОСЫ | 2017 |
|
RU2747341C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ ИЗ АУСТЕНИТНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2003 |
|
RU2302304C2 |



Изобретение предназначено для минимизации потерь температуры при удалении окалины и повышения эффективности очистки тонкого сляба и катаной полосы в установке горячей прокатки полосы. Способ включает подачу жидкого газа на очищаемую поверхность. Снижение расхода реагентов, емкостей для них, экономия энергии, улучшение качества очистки обеспечиваются за счет того, что в качестве газа используют соединение криогенов с несущей средой, в частности сжатым воздухом, которые в жидком виде, в низкотемпературном состоянии распыляют на поверхность полосы или сляба. Устройство для очистки и удаления окалины с тонкого сляба и катаной полосы в установке горячей прокатки полосы содержит соответствующее оборудование. 2 н.п. ф-лы, 6 ил.
1. Способ удаления окалины с тонкого сляба или полосы в установке горячей прокатки и обработки полосы, включающий распыление жидкого газа на очищаемую поверхность тонкого сляба или полосы, отличающийся тем, что в качестве жидкого газа используют соединение криоагента с несущей средой - сжатым воздухом, при этом улетучивающийся криоагент, при необходимости вместе с несущей средой и частицами окалины, отсасывают с тонких слябов или с полосы.
2. Устройство для удаления окалины с тонкого сляба или полосы в установке горячей прокатки и обработки полосы, содержащее одну или множество распылительных балок для распыления жидких газов на верхнюю или нижнюю сторону тонкого сляба или полосы, отличающееся тем, что жидким газом является соединение криоагента с несущей средой, в частности сжатым воздухом, при этом устройство снабжено отсасывающим устройством для газов и частиц окалины.
| US 5758530 A, 02.06.1998 | |||
| RU 2002114358 A, 10.12.2003 | |||
| RU 96104173 A, 27.05.1998 | |||
| Паро-взрывной способ удаления окалины с поверхности прокатываемого металла | 1957 |
|
SU113581A2 |

